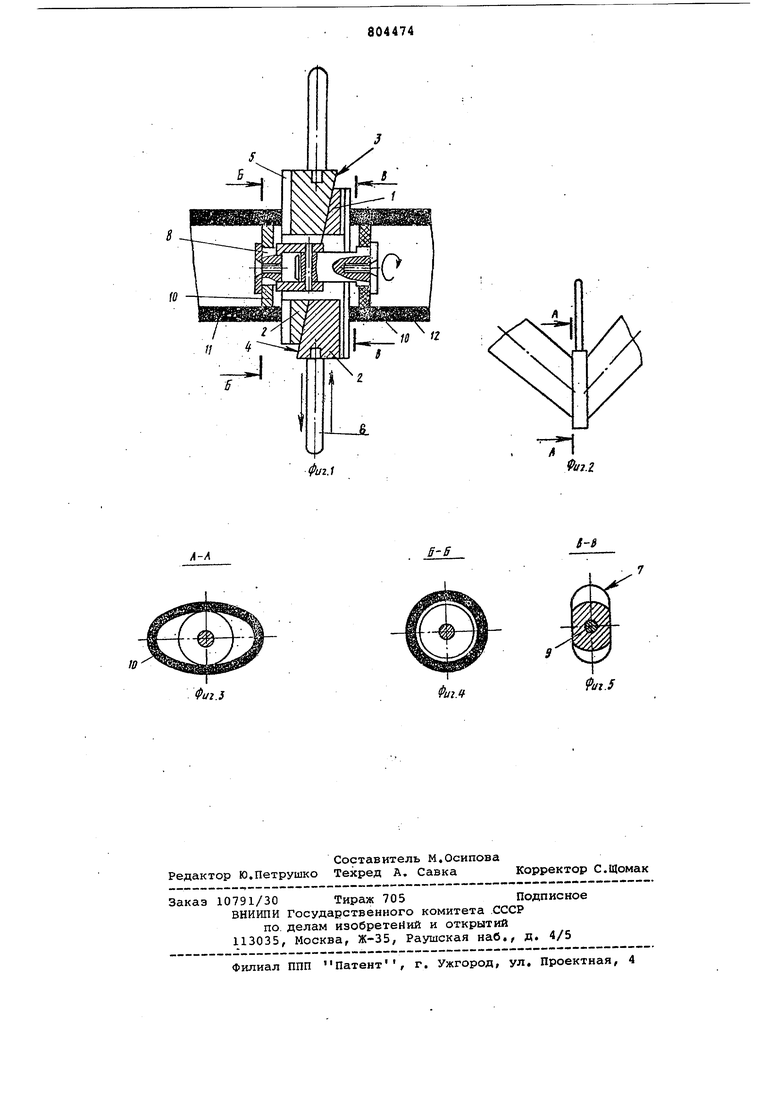
Изобретение относится к оборудованию для механической обработки со снятием стружки. Известна составная фреза, содержащая две части в виде двух полудисков равной толщины, снабженных самостоятельными ступицами и располагаемых в собранном виде на оправке таким образом, что они составляют диск полной окружности 1. Однако данная фреза на обеспечивает обработку сразу двух торцов труб, расположенных друг напротив друга, так как в процессе работы нельзя обес печать одновременно осевую подачу обе их торцовых режущих частей. Известна также фреза для зачистки торцов пластмассовых труб, состоящая из оси, корпуса с рукояткой и с торцовыми режущими поверхностями и центрирующих трубы элементов .2 . Однако эта фреза на обеспечивает осевой бесшаговой подачи одновременно обеих торцовых режущих поверхностей. Цель изобретения - расширение технологических возможностей путем обеспечения осевой бесшаговой подачи одновременно обеих торцовых режущих поверхностей. Цель достигается тем, что в фрезе, состоящей из оси, корпуса с рукояткой и с торцовыми режущими поверхностями и центрирующих трубы элементов, корпус выполнен в виде двух примыкающих друг к другу скошенными торцами колец с уклонами, направленными в противоположные стороны, а ось образована двумя телескопическими втулками, причем. центрирующие трубы элементы выполнены в виде сменных дисков, установленных на оси с возможностью вращения относительно нее. На фиг. 1 схематично показана фреза в рабочем положении, разрез; на фиг. 2 - положение фрезы при обработке скошенных торцов труб; на фиг. 3установка сменных ступиц в трубе при скошенном торце, разрез А-А на фиг.2; на фиг. 4 - то же, при нормальном торце, разрез Б-Б на фиг. 1; на фиг. 5 - фиксация фрезы на телескопической оси, разрез В-Б на фиг. 1. Устройство содержит фрезу 1,. в виде колец 2, снабженных наклонныли торцами 3 и 4, режущей частью 5, рукоятками б. Кольца 2 снабжены центральным профильным отверстием 7 (в виде шпоночного паза) и насажены на , телескопическую ось 8 с лысками 9.
На оси 8 расположены сменные ступицы 10. .
Устройство работает следующим образом.
В зависимости от диаметра и толщины стенки обрабатываемой трубы устаВавливают на телескопической оси 8 сменные ступицы 10. За рукоятки 6 конические кольца 2 сдвигают радиально одно относительно другого на величину отверстия 7. При таком положении фреза 1 имеет минимальную высоту по торцам. Затем вводят фрезу 1 между торцами труб 11 и 12 и сдвигают кольца 2 к центру оси 8.
Плоскость (торец) 3 одного из колец 2 скользит по наклонной плоскости (торцу) 4 другого, а режущая часть 5 касается торцов труб 11 и 12. При дальнейшем движении колец 2 к центру и при вращений их происходит одновременно осевая и радиальная подача режущей части 5 и, следовательно, съем стружки и зачистка торцов. При этом трубы остаются неподвижными.
Таким образом, исключается механизм подачи труб при торцовке. Сменные ступицы 10 выполняют роль центрирующего элемента и выполнены в виде дисков., что позволяет избежать нарушения целостности трубы, так как ступица 10 при .работе фрезы 1 стоит-на месте, а фреза 1 вместе с осью 8 за счет сцепления лысок 9 и отверстия 7 вращается.
При этом одна- и та же ступица 10 допускает торцовку как косого стыка, так и прямого без дополнительных устройств и переналадок.
Таким образом, расширяются технологические возможности при работе предлагаемой фрезой, исключается, механизм подачи труб при торцовке, а следовательно, повышается производительность труда и качество обработки.
Формула изобретения 1.Фреза для зачистки торцов пластмассовых труб, состоящая из оси корпуса с рукояткой и с торцовыми режущими поверхностями и центрирующих трубы элементов, отличающаяс я тем, что, с целью расширения тех15 нологических возможностей путем обеспечения осевой бесшаговой подачи одновременно обеих торцовых режущих поверхностей, корпус выполнен в виде двух примыкающих друг к другу скошенными торцами колец с уклонами, направленными в противоположные стороны, а ось образована двумя телескопическими втулками.
2. Фреза по п. 1отличаю25 Щ S я с я тем, что центрирующие трубы элементы выполнены в виде сменных дисков, установленных на оси с возможностью вращения относительно нее.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 75000, кл. В 23 С 5/16, 1947.
2. Авторское свидетельство СССР 35 № 309698, кл. В 29 С 17/0, 17/10, 26.06.70 (прототип).
W
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки торцов пластмассовых труб | 1981 |
|
SU939237A1 |
| Станок для обработки концов труб | 1982 |
|
SU1065088A1 |
| Станок для обработки концов труб | 1983 |
|
SU1106600A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2000 |
|
RU2190078C2 |
| КОМПЛЕКТ УНИВЕРСАЛЬНОГО ПОЧВООБРАБАТЫВАЮЩЕГО СМЕННОГО ОРУДИЯ, СТОЕЧНО-КОРПУСНОГО МИКРОВИБРАЦИОННОГО ПРИВОДА С РАБОЧИМИ ЧАСТЯМИ "ВИКОСТ" | 2011 |
|
RU2462851C1 |
| Торцовая фреза | 1989 |
|
SU1726163A1 |
| Автомат для резки труб | 1990 |
|
SU1791079A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2012 |
|
RU2474671C1 |
| Устройство для надрезания изоляции на концах проводов | 1978 |
|
SU782027A1 |
| Способ сварки труб из термопластов и устройство для его осуществления | 1988 |
|
SU1627414A1 |
А-Л
S-S
В-В
Фиг.}
м
.5
