(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТОРЦОВ ПЛАСТМАССОВЫХ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Пильное устройство | 1988 |
|
SU1607204A1 |
| Устройство для сварки труб из термопластов | 1989 |
|
SU1682200A1 |
| ВСЕСОЮЗНАЯ п:т:нтно-Т1ХВГ'Е'н, | 1973 |
|
SU372075A1 |
| Устройство для сборки пластмассовых труб под сварку под углом | 1980 |
|
SU967755A1 |
| Фреза для зачистки торцов пластмассовыхТРуб | 1978 |
|
SU804474A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ, ПРЕИМУЩЕСТВЕННО ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК И ТРУБ | 1998 |
|
RU2207227C2 |
| Устройство для обработки торцов труб из термопласта под сварку | 1987 |
|
SU1462632A1 |
| Устройство для обработки торцов труб | 1988 |
|
SU1566621A1 |
| Автомат для резки труб | 1987 |
|
SU1526932A1 |
| Установка для контактной сварки пластмассовых труб | 1976 |
|
SU650824A1 |
1
Изобретение относится к обработке торцов пластмассовых труб перед их сваркой.
Известен инструмент для одновременной обработки торцов пластмассовых труб, содержащий два диска, снабженные рабочими ножами и жестко связанные с размещенным между дисками храповиком, рукоятку, снабженную собачкой и установленную на оси 1 .
При работе на данном устройстве возникающая нагрузка направлена в одну сторону, в результате чего вся система становится неустойчивой, что приводит к неудобствам работы оператора в монтажных условиях.
Наиболее близким из известных является устройство для обработки торцов пластмассовых труб, содержащее смонтированную на раме приводную фрезу, выполненную в виде корпуса с установленными по обе его стороны двумя дисками с рабочими ножами на наружной торцовой поверхности 2.
Данное устройство также обладает неустойчивостью при обработке торцов труб и, следовательно, неудобно в обслуживании.
Цель изобретения - повышение удобства обслуживания.
Поставленная цель достигается тем, что устройство для обработки торцов труб, содержащее смонтированную на раме приводную фрезу, выполненную в виде корпуса с установленными по обе его стороны двумя
5 дисками с рабочими ножами на наружной торцовой поверхности, снабжено шестерней, связанной с приводом фрезы и установленной между двумя дисковыми ножами, выполненными с зубчатой нарезкой на внутренней торцовой поверхности, причем корпус выполнен с направляющими качения, а дисковые ножи установлены на них с возможностью вращения в противоположные стороны.
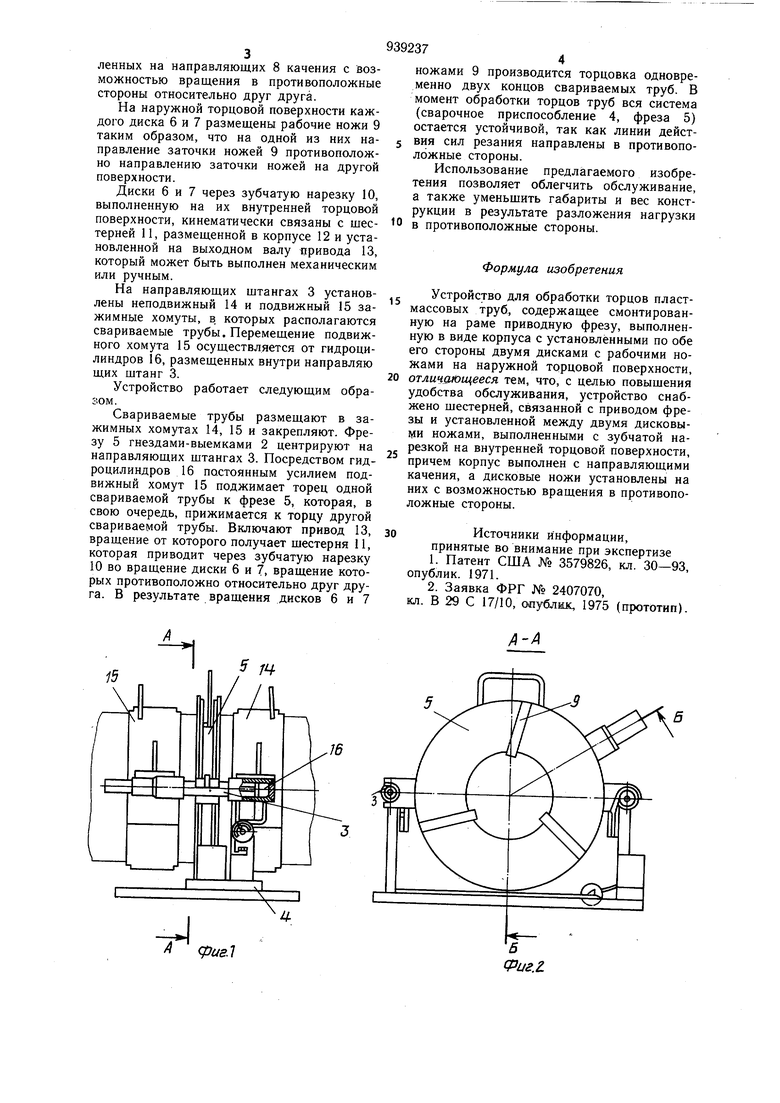
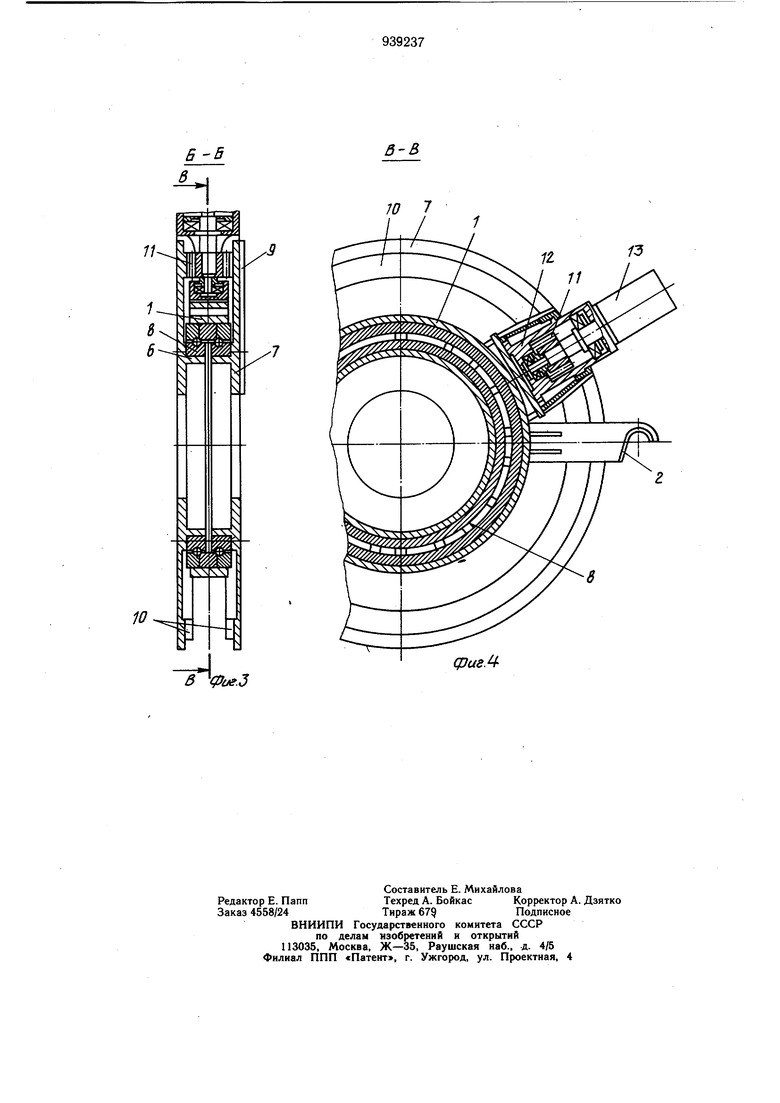
На фиг. 1 изображено предлагаемое уст5 ройство для торцования, расположенное на направляющих сварочного приспособления; на фиг. 2 - разрез А-А на фиг. 1; фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 3.
20 Устройство содержит сварной корпус 1, снабженный гнездами-выемками 2 для охвата направляющих щтанг 3 сварочного приспособления 4 и несущий фрезу 5, выполненную в виде двух дисков 6 и 7, расположенных по обе стороны корпуса 1 и установленных на направляющих 8 качения с возможностью вращения в противоположные стороны относительно друг друга. На наружной торцовой поверхности каждого диска 6 и 7 размещены рабочие ножи 9 таким образом, что на одной из них направление заточки ножей 9 противоположно направлению заточки ножей на другой поверхности. Диски 6 и 7 через зубчатую нарезку 10, выполненную на их внутренней торцовой поверхности, кинематически связаны с щестерней 11, размещенной в корпусе 12 и установленной на выходном валу привода 13, который может быть выполнен механическим или ручным. На направляющих щтангах 3 установлены неподвижный 14 и подвижный 15 зажимные хомуты, в. которых располагаются свариваемые трубы. Перемещение подвижного хомута 15 осуществляется от гидроцилиндров 16, размещенных внутри направляю щих щтанг 3. Устройство работает следующим образом. Свариваемые трубы размещают в зажимных хомутах 14, 15 и закрепляют. Фрезу 5 гнездами-выемками 2 центрируют на направляющих щтангах 3. Посредством гидроцилиндров 16 постоянным усилием подвижный хомут 15 поджимает торец одной свариваемой трубы к фрезе 5, которая, в свою очередь, прижимается к торцу другой свариваемой трубы. Включают привод 13, вращение от которого получает щестерня 11, которая приводит через зубчатую нарезку 10 во вращение диски 6 и 7, вращение которых противоположно относительно друг друга. В результате вращения дисков 6 и 7 9 37. ножами 9 производится торцовка одновременно двух концов свариваемых труб. В момент обработки торцов труб вся система (сварочное приспособление 4, фреза 5) остается устойчивой, так как линии дейстВИЯ сил резания направлены в противоположные стороны. Использование предлагаемого изобретения позволяет облегчить обслуживание, а также уменьщить габариты и вес конструкции в результате разложения нагрузки в противоположные стороны. Формула изобретения Устройство для обработки торцов пластмассовых труб, содержащее смонтированную на раме приводную фрезу, выполненную в виде корпуса с установленными по обе его стороны двумя дисками с рабочими ножами на наружной торцовой поверхности, отличающееся тем, что, с целью повыщения удобства обслуживания, устройство снабжено шестерней, связанной с приводом фрезы и установленной между двумя дисковыми ножами, выполненными с зубчатой нарезкой на внутренней торцовой поверхности, причем корпус выполнен с направляющими качения, а дисковые ножи установлены на них с возможностью вращения в противоположные стороны. Источники информации, принятые во внимание при экспертизе 1.Патент США № 3579826, кл. 30-93, опублик. 1971. 2.Заявка ФРГ № 2407070, вел. В 29 С 17/10, опублик, 1975 (прототип).
Бб
3-В
/3
8
(Риг.Ч
