t
Изобретение относится к механической обработке полимерных материалов и может быть использовано для сверления и фрезерования разреженного т мопласта, нанесенного на твердую йодложку из более твердого материала (термореактопласта или металла) без врезания в последнюю.
Известен концевой инструмент для обработки термопластов {, включающий хвостовик и режущий элемент имеющий заточку по передней, задней и боковым поверхностям. Известный инструмент имеет следующую геометрию режущей части, град.:
Передний угол - 12-15 Задний угол oi16-25
Вспомогательный угол в плане
Угол наклона режущей кромки л± (10 -20)
Однако указанные геометрические параметры режущей части инструмента не обеспечивают обработку разреженного термопласта без дефектов, расслоений, вырывов, и не исключают повреждение подложки за счет врезания инструмента.
Цель изобретения - обеспечение качественной обработки разреженного тер. мопласта, нанесенного на подложку из . более прочного материала.
Цель достигается тем, что в концевом инструменте для обработки термопластов, включающем хвостовик и режущий элемент, имеющий заточку по передней, задней и боковым поверхностям, заточка режущего элемента выполнена со следующимиПараметрами:
0
-5
Передний угол у О±3
Задний угол оС
o-fs
Главный угол в плане f
Вспомогательные угл)ы
0±5
S плане 5 Вспомогательный задний 15
угол о
Вспомогательный задний
5 -8
угол оС|
Угол наклона главной (-45)- (-550) 0 режущей кромки Л
При этом для повышения стойкости
инструмента режущий элемент подпружинен относительно хвостовика.
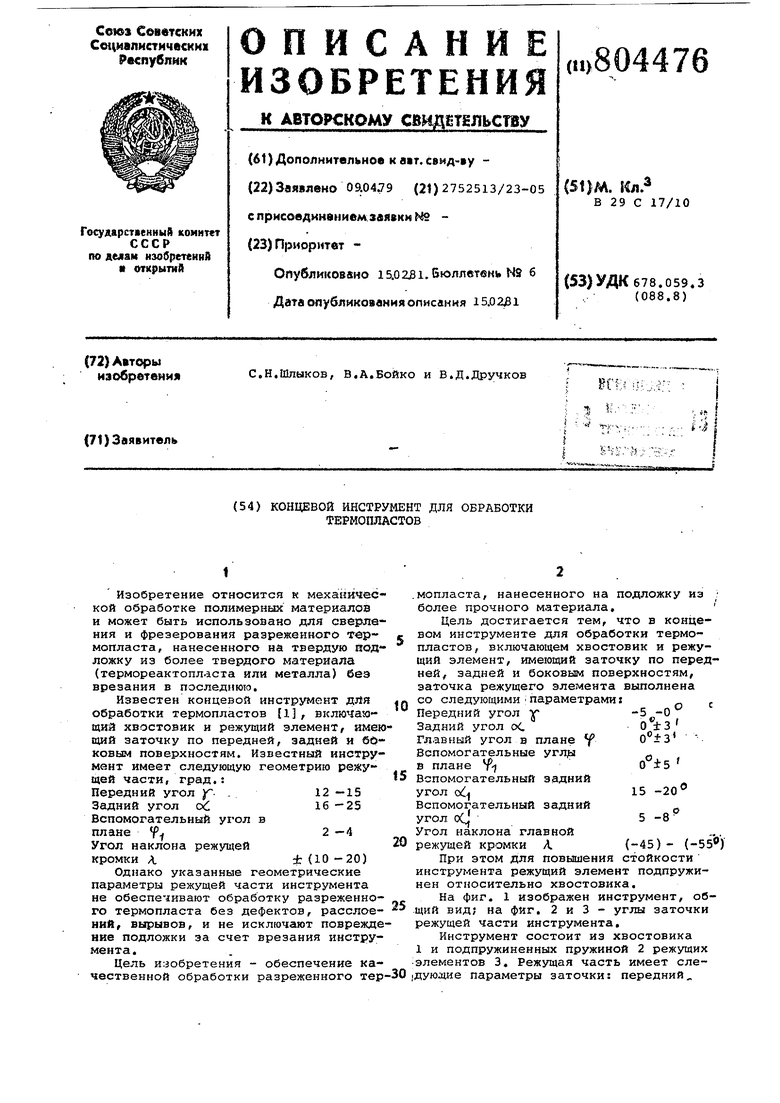
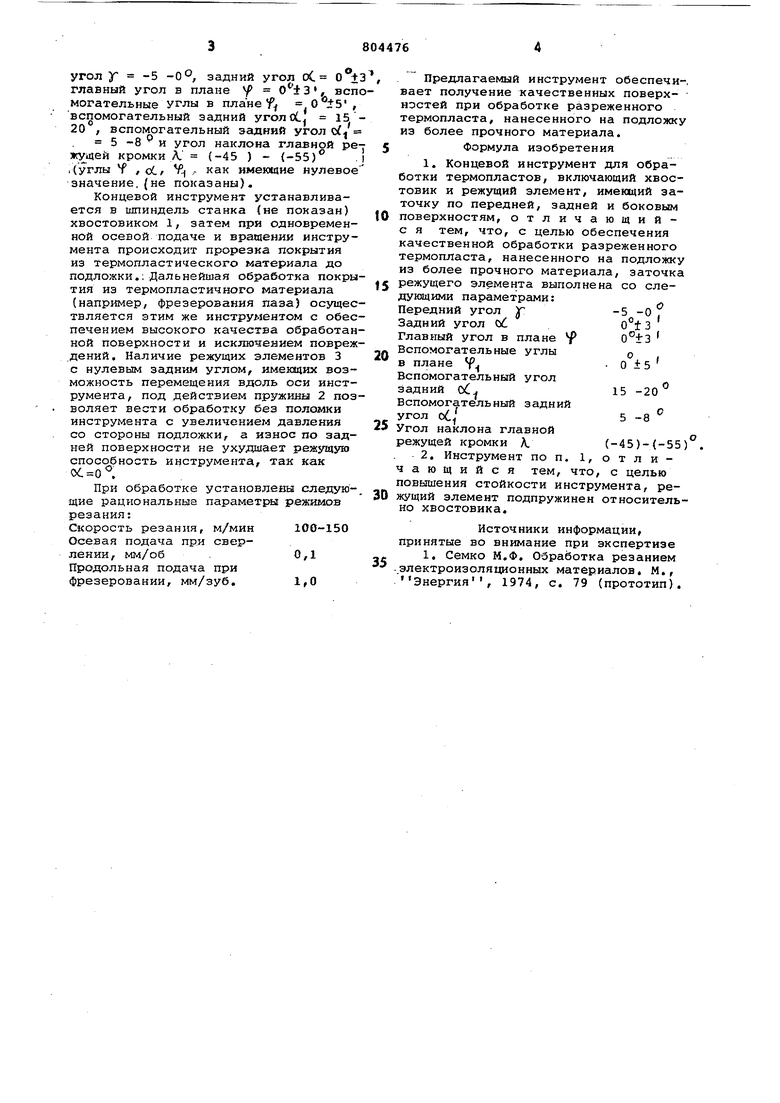
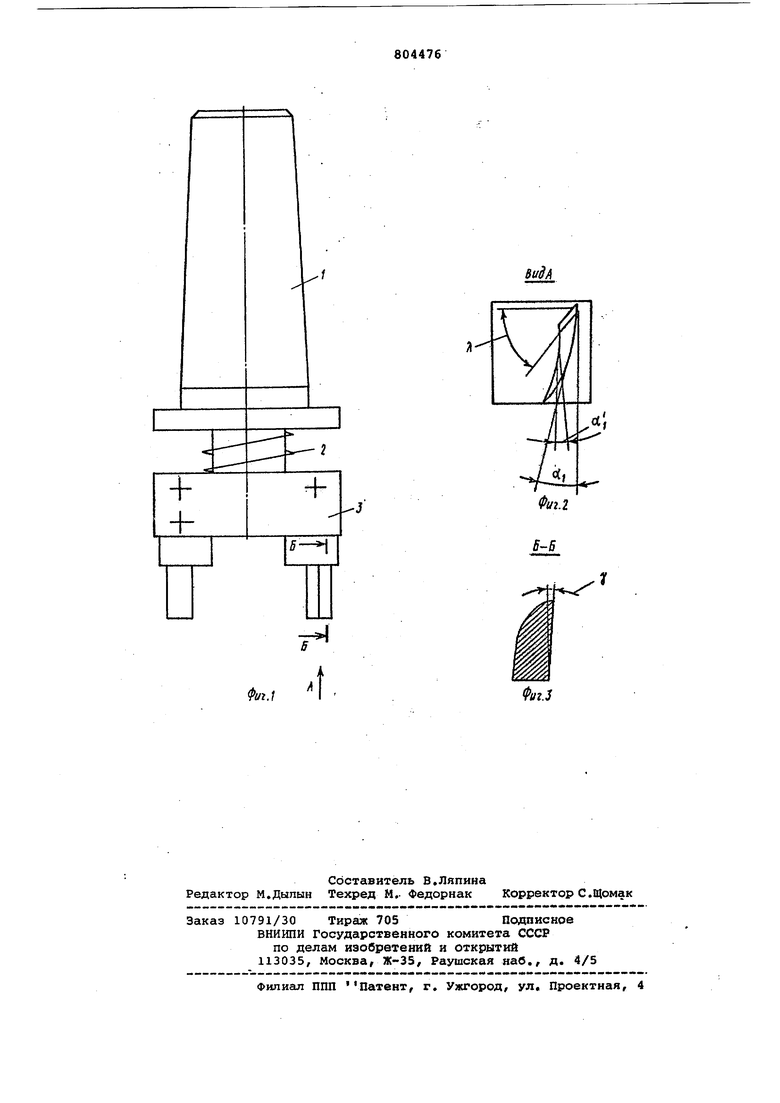
На фиг. 1 изображен инструмент, об5 .щий вид; на фиг. 2 и 3 - углы заточки
режущей части инструмента.
Инструмент состоит из хвостовика
1 и подпружиненных пружиной 2 режущих
элементов 3. Режущая часть имеет сле0 .дующие параметры заточки: передний.
угол у -5 -0°, задний угол оС О ±3 главный угол в плане - , вспомогательные УГЛЫ в плане VY , вспомогательный задний уголоС V 20 , вспомогательный задний угол
5 -8 и угол наклона главной резг/щей кромки Л (-45 ) - (-SS) . ,(углы Ч f oL, V ,- как имеющие нулевое значение,(не показаны).
Концевой инструмент устанавливается в шпиндель станка (не показан) хвостовиком 1, затем при одновременной осевой подаче и вращении инструмента происходит прорезка покрытия из термопластического материала до подложки.; Дальнейшая обработка покрытия из термопластичного материала (например, фрезерования паза) осуществляется этим же инструментом с обеспечением высокого качества обработанной поверхности и исключением повреж.дений. Наличие режущих элементов 3 с нулевым задним углом, имеющих возможность перемещения вдоль оси инструмента, под действием пружины 2 позволяет вести обработку без поломки инструмента с увеличением давления со стороны подложки, а износ по задней поверхности не ухудшает режущую способность инструмента, так как .
При Обработке установлены следуюздие рациональные параметры режимов резания:
Скорость резания, м/мин 100-150 Осевая подача при сверлении, мм/об . 0,1 Продольная подача при фрезеровании, мм/зуб. 1,0
. Предлагаемый инструмент обеспечи вает получение качественных поверхностей при обработке разреженного термопласта, нанесенного на подложк из более прочного материала. Формула изобретения
1.Концевой инструмент для обработки термопластов, включающий хвостовик и режущий злемент, имегадий заточку по передней, задней и боковьлм поверхностям, отличающийс я тем, что, с целью обеспечения качественной обработки разреженного термопласта, нанесенного на подложк из более прочного материала, заточк режущего элемента выполнена со следующими параметрами:
Передний угол
Задний угол Od о°±з Главный угол в плане Вспомогательные углы
5 в плане У Вспомогательный угол
15 -20° задний 0
Вспомогательный задний 5 -8 угол об/
Угол наклона главной (-45)-(-55 режущей кромки Л.
2.Инструмент по п. 1, отличающийся тем, что, с целью повышения стойкости инструмента, режущий злемент подпружинен относительно хвостовика.
Источники информации, принятые во внимание при зкспертизе 1. Семко М.Ф. Обработка резанием -электроизоляционных материалов. М., Энергия , 1974, с. 79 (прототип)
Риг.
buh
Фиг.