1- V/X
О)
СП
о
СП
СП
31505
вообразованные поперечные режущие полукромки 2 расположены под заданным утлом (if тл осевой плоскости 3, проходящей через периферийную точку 4 главной режущей кромки 5. Передняя поверхность 6 стружечной канавки образует при пересечении с дном этой канавки линию 7, Для подточки прямолинейной поперечной ре- жущей кромки 8, образованной пересечением плоскостей 1 задней поверхности зубьев, сверло поворачивают вокруг своей оси на расчетный
угол и последовательно вокруг оси, перпендикулярной осевой плоскости 3 и проходящей через верщину сверла, и вокруг линии 7 на расчетные углы йс| а,; и U oi Ng ; « Затем производят подвод и врезание чашечного шлифовального круга в торец режущей части сверла до совмещения вершины, с торцом шлифовального круга. После этого на центральной части сверла формируют новые режущие кромки, образующие выступающую вперед верщину сверла, 12 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сверло с подточкой поперечной режущей кромки и способ его изготовления | 1987 |
|
SU1511077A1 |
| Способ двухплоскостной заточки задней поверхности режущего инструмента | 1986 |
|
SU1423353A1 |
| Способ плоскостной заточки спиральных сверл | 1988 |
|
SU1599178A1 |
| Способ винтовой заточки сверл с подточкой поперечной режущей кромки | 1987 |
|
SU1465269A1 |
| Способ плоскостной заточки сверл | 1986 |
|
SU1504065A1 |
| Сверло с подточкой поперечной режущей кромки | 1982 |
|
SU1065109A1 |
| Способ заточки сверл | 1987 |
|
SU1537478A2 |
| Спиральное сверло | 1989 |
|
SU1632646A1 |
| Способ заточки задних поверхностей сверл | 1988 |
|
SU1668109A1 |
| Спиральное двухперовое сверло | 1987 |
|
SU1502228A1 |
Изобретение относится к станкостроению, касается производства режущего инструмента и может быть использовано при изготовлении и эксплуатации двузубых сверл с углом при вершине 130-150°, предназначенных для обработки легких сплавов и других материалов пониженной прочности. Цель изобретения - повышение качества заточки путем оптимизации геометрии поперечной режущей кромки. После заточки плоскостей 1 задней поверхности зубьев сверла на нем формируют последовательно две поперечные режущие полукромки 2. Новообразованные поперечные режущие полукромки 2 расположены под заданным углом ψтдI к осевой плоскости 3, проходящей через периферийную точку 4 главной режущей кромки 5. Передняя поверхность 6 стружечной канавки образует при пересечении с дном этой канавки линию 7. Для подточки прямолинейной поперечной режущей кромки 8, образованной пересечением плоскостей 1 задней поверхности зубьев, сверло поворачивают вокруг своей оси на расчетный угол и последовательно вокруг оси, перпендикулярной осевой плоскости 3 и проходящей через вершину сверла и вокруг линии 7 на расчетные углы ΔφGI и ΔΑNGI. Затем производят подвод и врезание чашечного шлифовального круга в торец режущей части сверла до совмещения вершины с торцом шлифовального круга. После этого на центральной части сверла формируют новые режущие кромки, образующие выступающую вперед вершину сверла. 12 ил.
Изобретение относится к области станкостроения, касается производства режущего инструмента и может быть использовано при изготовлении и эксплуатации двузубых сверл с углом при вершине 130-150 , предназна- ченньк для обработки легких сплавов и других материалов пониженной прочности.
Цель изобретения - повьш1ение качества заточки путем оптимизации геометрии поперечной .режущей кромки.
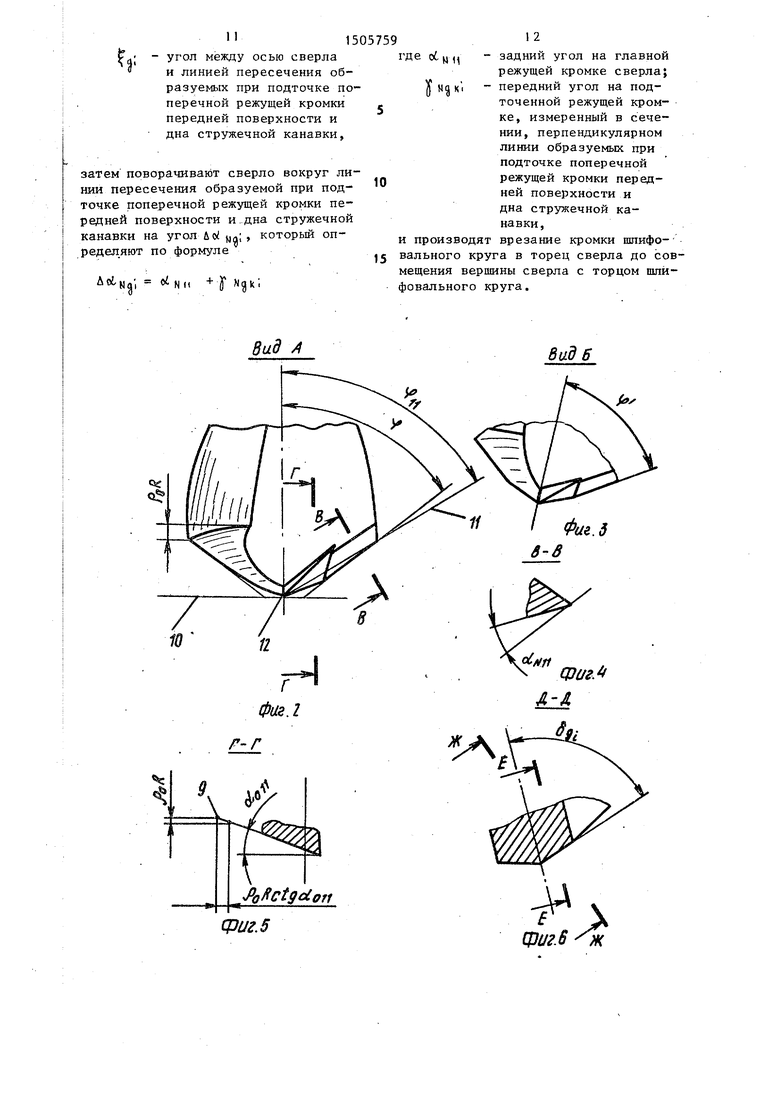
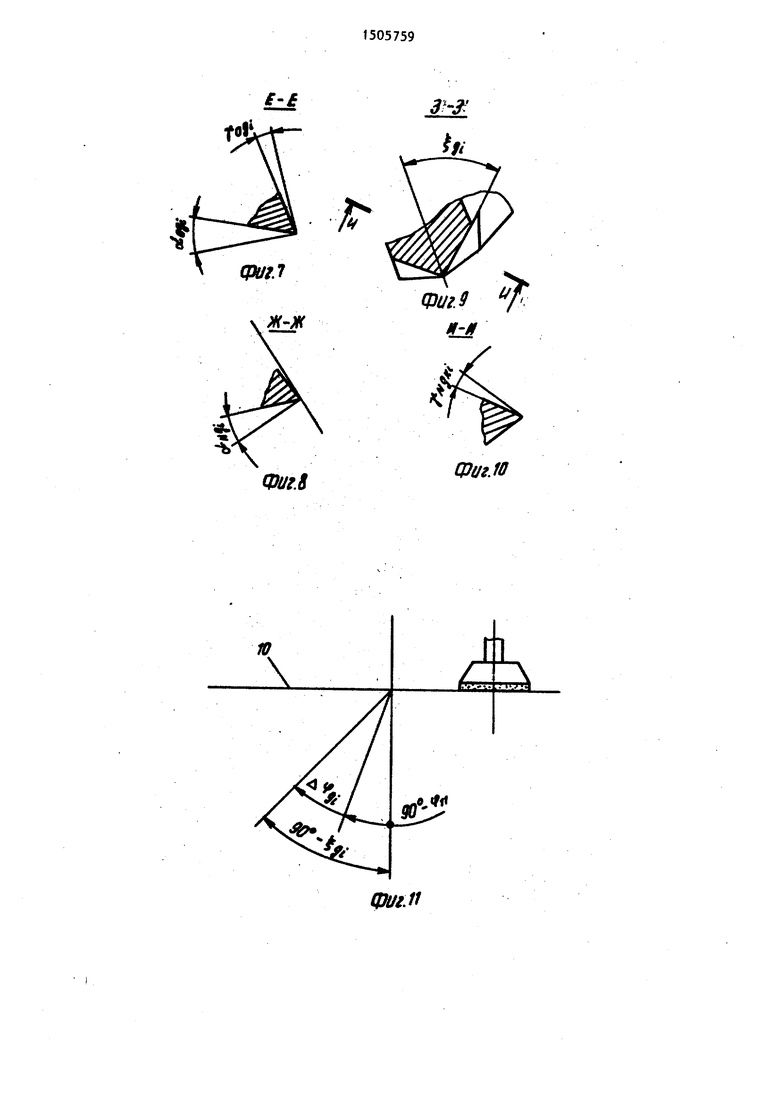
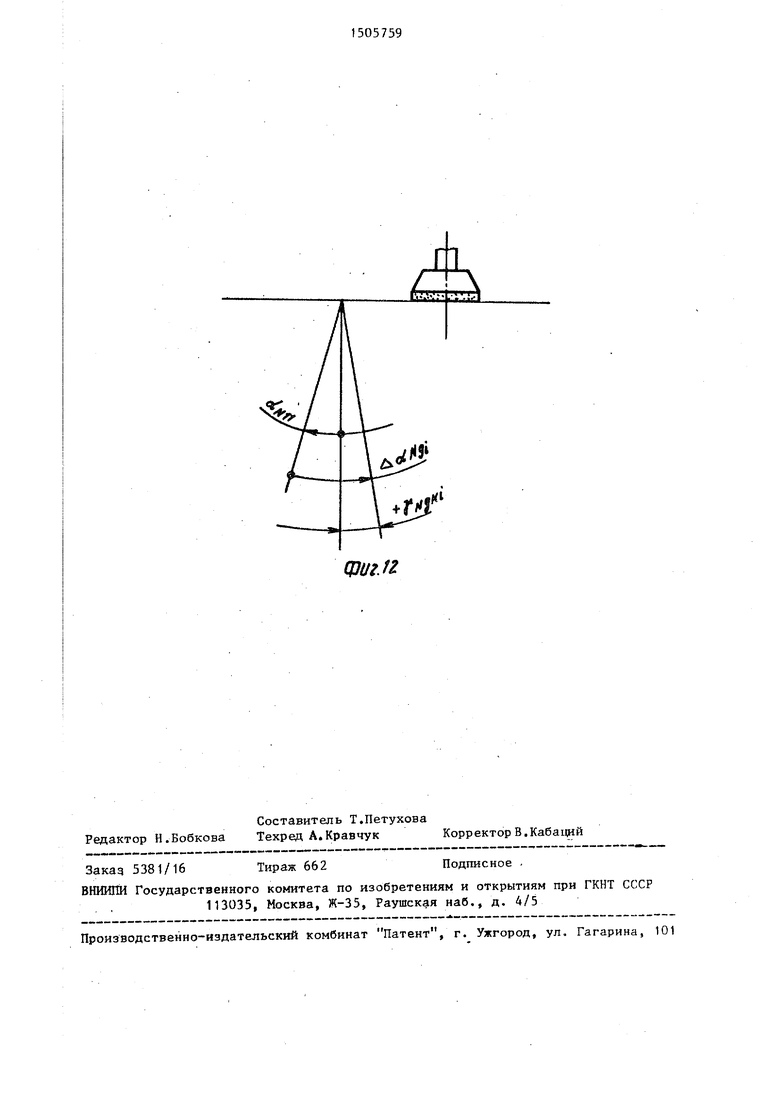
На фиг,1 показана режущая часть двузубого сверла с одноплоскостной заточкой и подточкой поперечной режущей кромки согласно предлагаемому способу, вид сбоку; на фиг,2 - вид А на фиг, 1; на фиг, 3 - вид Б на фиг, 1; на фиг,4 - сечение В-В на фиг, 2; на фиг ,5 - сечение Г-Г на фиг,2; на фиг,6 - сечение Д-Д на фиг,3; на фиг,7 - сечение Е-Е на фиг,6; на фиг,8 - сечение Ж-Ж на фиг,6;на фиг,9 сече ние 3-3 на фиг, 1;на фиг, 10 - сечение И-И на фиг,9;на фиг,11 и 12 - схемы поворотов сверла соответственно в горизонтальной и вертикальной плоскостях по отношению к рабочей плоскости шлифовального круга.
Режущая часть сверла, полученная с помощью предлагаемого способа, содержит (фиг.1) плоскость 1 задней поверхности зуба, новообразованную поперечную режущую кромку 2 централной части сверла, расположенную под заданным углом , к осевой плоскости 3, проходящей через периферийную точку 4 главной режущей кромки 5, переднюю поверхность 6 стружеч
5
и 5
0
0 5
5
ной канавки центральной части, линию. 7 пересечения дна стружечной канавки с передней поверхностью 6, .прямолинейную (фиг,2), поперечную режущую кромку 8, образованную пересечением плоскостей 1 задней поверхности обоих зубьев, точку 9 конца зуба сверла. Кроме того, тонкими линиями с прилегающей к ним штриховкой (фиг,1) показано сечение сверла, перпендикулярное его оси и проходящее через периферийную точку 4 главной режущей кромки 5, Кроме того, показаны ось 10 (фиг,2) приспособления для плоскостной заточки режущих инструментов, параллельная (или напротив, перпендикулярная) плоскости стола заточного станка (не показан) и рабочей плоскости (торцу) чашечного шлифовального круга, линия 11 пересечения затачиваемой плоскости задней поверхности зуба сверла с осевой плоскостью 3 сверла, точка 12 - вершина заточенного и подточенного сверла, в которой пересекаются с осью сверла линии пересечения затачиваемых плоскостей зубьев с осевой плоскостью и линии 7 пересечения дна стружечных канавок с передними поверхно- стями 6 на виде с торца.
Для выполнения одноплоскостной заточки, совмещенной с подточкой поперечной режущей кромки, сверло в отведенном от круга положении поворачивают вокруг оси, проходящей через точку 12 в осевой плоскости 3, установленной предварительно параллельно (или напротив, перпендикулярно) к плоскости стола заточного станка на угол 90 - Ц),,, где If,, - угол в плане, измеренный между осью сверла и линией пересечения его осевой плоскости и задней поверхности, затем сверло поворачивают вокруг оси 10, с которой совмещена линия 11, до получения заднего угла об цц на главной режущей кромке 5. Сверло подводят к кругу, затачивают заднюю поверхность на одном зубе, а после поворота на 180° - на другом зубе.
Угол otjj,, определяют по формуле
СС,„ arctg (ts -IcosCf,,
PC
. Z 0 tg -5+
tg™
9-
30
де 8 - центральный угол стружеч- 25 ной канавки в проекции на плоскость, перпендикулярную оси сверла,. т.е. на виде сверла с торца, величину которого для сверл с одноплоскост- ной заточкой выбирают в диапазоне 90-140 с предпочтением большим величинам;
- угол в плане, измеренный между осью сверла и линией пересечения его осевой плоскости и задней поверхности (величину угла ср„ выбирают для сверл с одноплоско- стной заточкой в диапазоне 65-75);
Од - осеврй спад задней поверхности зуба, т.е. отношение расстояния, измеренного в осевом направлении между периферийной точкой главной режущей кромки зуба и его 50 концом, к радиусу сверла (величину РО выбирают в диапазоне 0,03 - 0,05).
35
40
45
Угол eiu(( , вычисленный по приведенной формуле, всегда определен в области значений величин, отве0
чающей условию отсутствия интерференг дни.
в окончательный момент затачивания совмещают точку 12 с рабочей плоскостью (торцом) круга После затачивания плоскости на задней поверхности второго зуба сверло в отведенном от круга положении поворачивают вокруг собственной оси вниз периферийной точкой 4 (против часовой стрелки) главной режущей кромки 5 до совмещения линии 7 дна стружечной канавки центральной части сверла с положением его осевой плоскости 3 до вращения сверла.
Угол поворота сверла вокруг своей оси определяют расчетным путем по формуле.
0
0
5
0
т,;
г
где С
G 0
при
при
у од;
У 6
0; о.
5
0
б 5
принимаемый угол наклона новообразованной поперечной режущей кромки в осевой плоскости на виде сверла с торца; принимаемый с учетом обрабатьшаемого материала передний угол на новообразованной режущей поперечной кромке сверла в сечении, параллельном оси сверла и перпендикулярном к новообразованной поперечной режущей кромке;
угол наклона линии дна стружечной канавки образуемой при подточке поперечной режущей кромки сверла, к осевой плоскости на виде сверла с торца, определяемый по формуле.
б
i. (.,.
де ;
угол между осью сверла и линией йересечения образуемых при подточке поперечной режущей кромки передней поверхности и дна стружечной канавки:
- промежуточная угловая величина, определяемая по формуле
arcts (),
- угол между новообразованной поперечной режущей кромкой сверла на виде с торца и осью сверла, определяемый по формуле.
(tS.iLli-ltS iUii- sinq,,,
-) COS q;,g,
де oi
N ic
- измеренный по нормали к линии пересечения плоскости задней поверхности зуба и осе вой плоскости сверла задний угол, который имеет место в том случае, когда задняя поверхность, пересекая осевую плоскость под тем же. углом Cf,, , про ходит через точку пере сечения новообразованной поперечной режущей кромки с главной режущей кромкой на дру гом зубе, определяемый по формуле.
„
,V . - arcts (iS5Lill.) «ни 4; - arctg 1 tgO
у угол наклона главной режущей кромки к осевой плоскости;
q - промежуточная величина, определяемая по формуле.
sin()j.cos(
sin( ((Гт.- ) tiVt
qj - угол наклона поперечной режущей кромки к осевой плоскости на виде сверла с торца, определяют по формуле
( arctg
2tg -Ip,( -ь 1) tgCf,, -ь 2
g - промежуточная величина, определяемая по формуле.
10 „ sincf
где q - главный угол сверла в
плане, измеренный между его осью и проекцией главной режущей кромки на осевую плоскость сверла, определяемый по формуле
sinCfr t gM n cos А) arctg --... .
Затем сверло поворачивают вокруг оси, проходящей через вершину 12 сверла перпендикулярно оси 10 Приспособления, причем поворот осуществляют в осевой плоскости, в ее исходном положении перед заточкой задней поверхности сверла на дополнительный угол ЛСр по формуле.
3
определяемый
tf,, .
35
40
Далее поворачивают сверло вокруг линии пересечения образуемых при подточке поперечной режущей кромки передней поверхности 6 и дна стружечной канавки (вокруг оси 10) на угол ii uL цл; , который определяют по формуле
N.I + IT
Передний угол |f цах1 , измеренный по нормали к линии пер ее еч.ения образуемых при подточке поперечной режущей кромки передней поверхности и дна стружечной канавки, опреде- ляют по формуле
sin
arcsin
.- cosB
..JJi
bfxl
X tgG.sin f gu . Угол ft определяют no формуле
в которой
, ,,
tgO Sinlg;
л 25
sinG -sin a;
+ b
.-
а величину угла ..
формуле
определяют по
di arctg (. cosa)
После этих действий производят подвод и врезание круга в торец режущей части сверла до совмещения точки 12 с торцом шлифовального круга (для образования стружечной канавки на центральной части, приле- ко второму зубу), а после поворота сверла вокруг своей оси на 180° - стружечной канавки центральной части, прилегающей к зубу, на котором первой затачивается зад няя поверхность.
В результате осуществления указанных действий линии дна стружечных канавок на центральной части сверла сходятся под одинаковыми углами в той же точке на его оси, в которой сходятся линии пересечения плоскостей задних поверхностей зубьев указанной осевой плоскостью сверла. При этом на центральной части сверла получают новые режущие кромки, не совпадающие с прямолинейной режущей кромкой, получаемой при заточке, образующие выступающую вперед вершину сверла.
Использование предлагаемого технического решения обеспечивает получение режущего клина наибольщего объема материала, возможного при одногшоскостной заточке сверла,устанавливаемого аналитическим путем при назначении оптимальных величин передних и задних углов на поперечной и главных режущих кромках независимо от размеров инструмента, допускающих учет условий беспрепятственного отвода стружки, что обеспечивает меньший износ этих кро057591
мок и более длите.ирлше подлержание точности снерлеиня н его пронзноди- тепьности, тождественную воспроиз- водимость положения задних плоскостей на зубья независимо от отклонений формы и расположения главной режущей кромки у сверл одного и того же диаметра, совмещение опера- д ций однрплоскостной заточки и подточки поперечной режущей кромки сверла в один непрерывный технологический процесс с конкретными предпосьшками для его механизации и автоматизации.
15
Формула изобретения
Способ плоскостной заточки сверл, при котором осевую плоскость сверла, проходящую через периферийную точку главной режущей кромки, располагают параллельно или перпендикулярно плоскости стола заточного станка, поворачивают сверло в осевой плоскости вокруг оси, перпендикулярной этой плоскости и проходящей через вершину сверла, на угол в плане, измеренный между осью сверла и линией пересечения осевой и затачиваемой плоскостей, затем поворачивают сверло вокруг этой линии пересечения на расчетный задний угол и вводят сверло в контакт с торцом чашечного шлифовального круга, отличающийся тем, что, с целью повышения качества заточки путем оптимизации геометрии поперечной режущей кромки, после формирования задних поверхностей на каждом зубе
сверла его отводят от шлифовального круга, поворачивают вокруг своей оси против часовой стрелки на расчетный угол, дополнительно поворачивают сверло в осевой плоскости в ее ис-
ходном положении перед заточкой задней поверхности вокруг оси, перпендикулярной осевой плоскости и проходящей через вершину сверла, на угол utfaj который определяют по
формуле °
,1 f ;
«
- угол в плане, измеренный между осью сверла и линией пересечения его осевой плоскости и задней поверхности;
ч1505759
угол между осью сверла и линией пересечения образуемых при подточке поперечной режущей кромки , передней поверхности и дна стружечной канавки,
затем поворачивают сверло вокруг линии пересечения образуемой при подточке поперечной режущей кромки передней поверхности и.дна стружечной
канавки на угол Ло
ределяют по формуле
который оп
Ы
N к
1
Вид /t
сриг.5
где оСм„ и Ц х
1 2
задний угол на главной режущей кромке сверла;
-передний угол на подточенной режущей кромке, измеренный в сечении, перпендикулярном линии образуемых при подточке поперечной режущей кромки передней поверхности и
дна стружечной канавки,
и производят врезание кромки шлифовального круга в торец сверла до совмещения вершины сверла с торцом шлифовального круга.
Bad Б
фиг. 6
-f
да/. 7
Ж Ж
Фиг.В
Фиг. 9
Н Л
фцг.Ю
фиг.11
QJUlfZ
| Способ двухплоскостной заточки задней поверхности режущего инструмента | 1986 |
|
SU1423353A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
