Изобретение относится к отрасли станкостроения, а именно к типам и формам изготовления режущих инструментов фрезерных станков, и предназначено для гравирования канавок и сверления конических отверстий, например, для фрезерования и сверления фольгированного и нефольгированного материала печатных плат, а также для гравирования надписей на изделиях из металлов и диэлектриков.
Известен граверный резец, содержащий цилиндрический хвостовик и рабочую режущую часть с передней и главной задней плоскостями, поверхностью притупления с торцевой режущей кромкой и вспомогательной задней конической поверхностью с прямой образующей линией (прототип).
К недостаткам прототипа относятся малая прочность и жесткость резца, низкие показатели технологичности, производительности изготовления и малое количество переточек.
1. Так, если образующая задней вспомогательной конической поверхности резца прямая линия, то при малых углах конуса длина боковой режущей кромки является настолько большой, что срезается та часть цилиндрического хвостовика, которая предназначена для крепления резца в цанге шпинделя станка. При стандартной длине граверного резца диаметром 3 мм (3,175 мм) 36 мм длина цилиндрической части резца, предназначенной для крепления в цанге, составляет 22,5 мм. На коническую часть остается 13,5 мм. Минимальный угол конуса при диаметре на конце 0,2-0,4 мм составляет 11-12°. Поэтому граверные резцы данной конструкции выпускаются с минимальным углом 15°.
2. При шлифовании граверного резца с малым углом заточки удаляется более половины массы заготовки, что увеличивает время обработки и износ абразивного инструмента.
3. При большой длине образующей конуса уменьшается ресурс при повторной переточке резца.
4. При малых углах конуса резца уменьшается жесткость и прочность инструмента.
С целью исключения указанных недостатков граверный резец отличается тем, что образующая линия вспомогательной задней конической поверхности выполнена в виде части окружности, поверхность притупления, передняя и главная задняя поверхности выполнены в виде части поверхностей цилиндров, при этом оси симметрии передней и главной задней поверхностей перпендикулярны оси симметрии хвостовика, а ось симметрии поверхности притупления параллельна торцевой режущей кромке, при этом возможно выполнение вспомогательной задней поверхности многогранной, аппроксимирующей коническую поверхность.
Сущность предложения поясняется чертежами.
На фиг.1 изображен граверный резец известной конструкции (прототип). У него передняя режущая и главная задняя поверхности - плоские. Вспомогательная задняя поверхность - коническая. Поверхность притупления также плоская (на чертеже не показана).
На фиг.2 показана заявленная конструкция граверного резца с обозначениями поверхностей. В отличие от прототипа все формообразующие поверхности - цилиндрические. Преимущества такой формы - конструктивные, технологические и эксплуатационные - приведены в описании заявки.
На фиг.3 изображен заявленный резец, ориентированный таким образом, что ось симметрии передней режущей цилиндрической поверхности перпендикулярна плоскости чертежа и, следовательно перпендикулярна оси хвостовика, которая находится в плоскости чертежа.
На фиг.4 представлен резец в положении, когда ось симметрии главной задней цилиндрической поверхности проходит перпендикулярно плоскости чертежа, т.е. также перпендикулярно оси хвостовика. Оси симметрии вспомогательных задних цилиндрических поверхностей, как и главной задней поверхности, также перпендикулярны оси хвостовика.
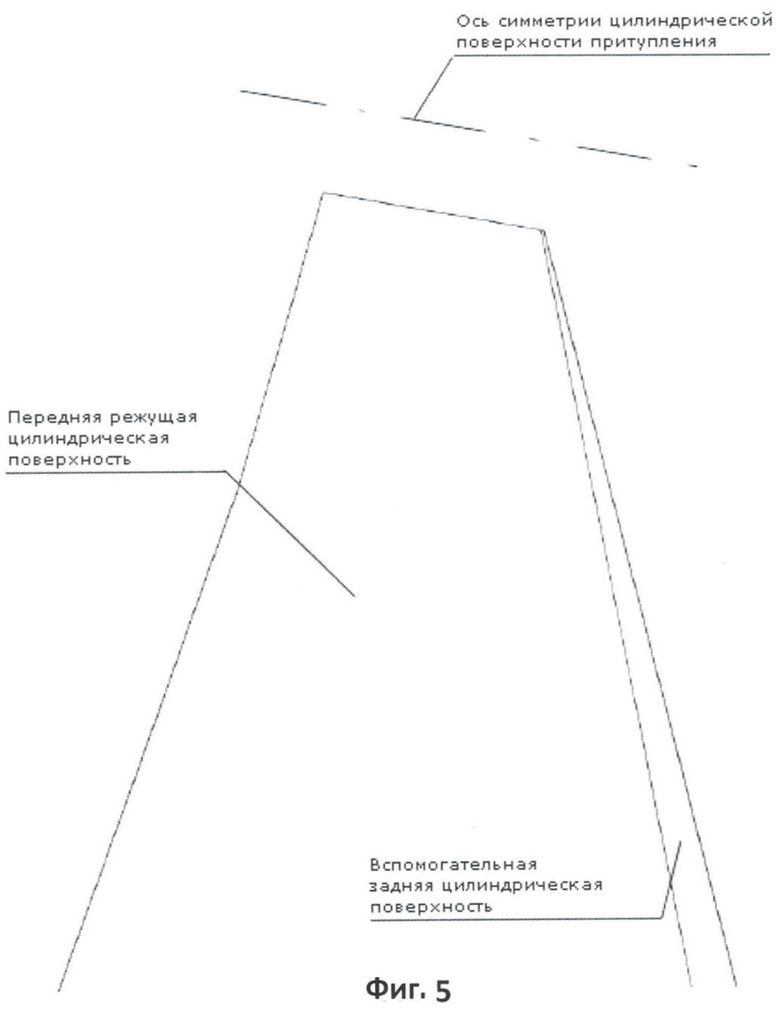
На фиг.5 изображен резец со стороны передней режущей поверхности. На чертеже видно, что торцевая режущая кромка скошена, т.е. не перпендикулярна оси хвостовика.
Граверный резец имеет гладкий цилиндрический хвостовик 1, цилиндрическую переднюю поверхность 2, главную заднюю вспомогательную цилиндрическую поверхность 3, заднюю вспомогательную поверхность 4 в виде радиусной гладкой конической поверхности и цилиндрическую плоскость притупления 5.
При пересечении передней поверхности с главной задней поверхностью образуется боковая режущая кромка 6, а с плоскостью притупления - торцевая режущая кромка 7.
Угол между плоскостями, образующими режущие кромки, выбирается в зависимости от материала резца, режимов резания и обрабатываемого материала. Эти сведения содержатся в рекомендациях фирм изготовителей инструмента и технологических справочниках.
С целью улучшения технологичности процесса изготовления граверного резца, коническая поверхность выполняется в виде аппроксимированной многогранной поверхности 8. Количество граней выбирается таким, чтобы аппроксимированная многогранная поверхность мало отличалась от конической. Например, для резца с диаметром хвостовой части 3 мм достаточно 12-18 граней (на 360°).
Преимущество многогранной формы вспомогательной задней поверхности заключается в том, что при шлифовании каждой грани абразивный круг работает «на выход» и поэтому изнашивается равномерно, автоматически сохраняя свою цилиндрическую форму. Благодаря этому круг не нуждается в периодической правке в течение всего срока эксплуатации вплоть до полного износа.
Для повышения стойкости резца он изготавливается преимущественно из мелкозернистых твердых сплавов, например марки ВК6-ОМ. В качестве абразивного инструмента используются диски с алмазосодержащей рабочей частью.
Изобретательский уровень подтверждается тем, что (согласно формуле изобретения) передняя и главная задняя поверхности, а также поверхность притупления, выполнены цилиндрическими, с радиусом кривизны, равным радиусу абразивного инструмента (абразивного круга), осуществляющего заточку резца, причем оси симметрии цилиндрических передней и главной задней поверхностей перпендикулярны оси хвостовика, ось симметрии поверхности притупления параллельна торцевой режущей кромке, а образующая линия вспомогательной задней конической поверхности имеет вид отрезка окружности, радиус которой равен радиусу абразивного инструмента, при этом положительный (технический) эффект заключается в следующем:
- уменьшается объем сошлифованного материала;
- увеличивается жизнестойкость (ресурс) абразивного инструмента;
- исключается необходимость периодической правки абразивного инструмента;
- уменьшается длина рабочей части резца и, как следствие, увеличивается количество потенциальных переточек;
- увеличивается жесткость резца и стойкость к скалыванию в процессе фрезерования.
Источники информации
1. Граверный резец тип HGS-3. Каталог «Оборудование фирмы ROLAND». 1991 г., стр.1 (Internet: www.Roland.ru)/прототип/.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТАЦИОННЫЙ КОМБИНИРОВАННЫЙ РЕЗЕЦ | 2001 |
|
RU2207219C2 |
| УНИФИЦИРОВАННЫЙ РЕЗЕЦ К БУРОВОМУ ИНСТРУМЕНТУ | 2006 |
|
RU2319007C1 |
| АСИММЕТРИЧНЫЙ РЕЗЕЦ ДЛЯ БУРИЛЬНОГО ИНСТРУМЕНТА | 2017 |
|
RU2670306C1 |
| БУРОВОЕ ДОЛОТО, ИМЕЮЩЕЕ ФАСОННЫЙ ПЕРЕДНИЙ РЕЗЕЦ И ИМПРЕГНИРОВАННЫЙ ВСПОМОГАТЕЛЬНЫЙ РЕЗЕЦ | 2018 |
|
RU2768347C2 |
| РЕЗЕЦ ДЛЯ СТАНОЧНОЙ ОБРАБОТКИ | 1999 |
|
RU2179094C2 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И РЕЗЕЦ | 2015 |
|
RU2598138C1 |
| РЕЗЕЦ ДЛЯ ГОРНЫХ МАШИН | 1994 |
|
RU2071562C1 |
| Сборный прорезной резец | 1991 |
|
SU1780933A1 |
Изобретение относится к области станкостроения. Граверный резец содержит цилиндрический хвостовик и рабочую режущую часть с передней и главной задней плоскостями, поверхностью притупления с торцевой режущей кромкой и вспомогательной задней конической поверхностью с прямой образующей линией. Образующая линия вспомогательной задней конической поверхности выполнена в виде части окружности. Поверхность притупления, передняя и главная задняя поверхности выполнены в виде части поверхностей цилиндров, при этом оси симметрии передней и главной задней поверхностей перпендикулярны оси симметрии хвостовика, а ось симметрии поверхности притупления параллельна торцевой режущей кромке. Изобретение позволяет уменьшить объем сошлифованного материала, увеличить жизнестойкость, исключить необходимость периодической правки абразивного инструмента. 1 з.п. ф-лы, 5 ил.
1. Граверный резец, содержащий цилиндрический хвостовик и рабочую режущую часть с передней и главной задней плоскостями, поверхностью притупления с торцевой режущей кромкой и вспомогательной задней конической поверхностью с прямой образующей линией, отличающийся тем, что образующая линия вспомогательной задней конической поверхности выполнена в виде части окружности, поверхность притупления, передняя и главная задняя поверхности выполнены в виде части поверхностей цилиндров, при этом оси симметрии передней и главной задней поверхностей перпендикулярны оси симметрии хвостовика, а ось симметрии поверхности притупления параллельна торцевой режущей кромке.
2. Граверный резец по п.1, отличающийся тем, что вспомогательная задняя поверхность выполнена многогранной, аппроксимирующей коническую поверхность.
| РЕЗЕЦ ДЛЯ СТАНОЧНОЙ ОБРАБОТКИ | 2004 |
|
RU2262420C1 |
| РЕЗЕЦ ДЛЯ ГРАВИРОВАЛЬНЫХ РАБОТ | 2000 |
|
RU2173267C1 |
| СПОСОБ ФОРМИРОВАНИЯ РЕЛЬЕФА В ФУНКЦИОНАЛЬНОМ СЛОЕ ИЗДЕЛИЯ ПОСРЕДСТВОМ ОБРАБОТКИ СТРОГАНИЕМ (ВАРИАНТЫ) | 2006 |
|
RU2312743C1 |
| РЕЗЕЦ ДЛЯ СТАНОЧНОЙ ОБРАБОТКИ | 1999 |
|
RU2179094C2 |
| СТРОГАЛЬНЫЙ РЕЗЕЦ | 2006 |
|
RU2311271C1 |
| US 2003170086 A1, 11.09.2003. | |||

