(54) СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ПОЛУЧЕНИЯ ДИВИНИЛ-СТИРОЛЬНОГО КАУЧУКА

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регули-РОВАНия пРОцЕССА дЕгАзАции пОлиМЕРА | 1979 |
|
SU802291A1 |
| Способ управления процессомдЕгАзАции пОлиМЕРА | 1979 |
|
SU802292A1 |
| СПОСОБ ПРЕКРАЩЕНИЯ РАДИКАЛЬНОЙ ПОЛИМЕРИЗАЦИИ ПРИ СИНТЕЗЕ ЭМУЛЬСИОННЫХ БУТАДИЕН-СТИРОЛЬНЫХ КАУЧУКОВ | 2021 |
|
RU2779872C1 |
| Способ регулирования процесса эмульсионной сополимеризации дивинила со стиролом | 1977 |
|
SU713874A1 |
| Способ управления процессом дегазации латекса | 1982 |
|
SU1030367A1 |
| Способ регулирования процессаэМульСиОННОй пОлиМЕРизАции | 1979 |
|
SU804641A1 |
| Способ регулирования процесса эмульсионной полимеризации | 1981 |
|
SU956487A1 |
| СПОСОБ ПОЛУЧЕНИЯ КАУЧУКОВ | 2001 |
|
RU2179173C1 |
| Способ регулирования процесса эмульсионной сополимеризации дивинила со стиролом | 1981 |
|
SU996422A1 |
| Способ регулирования процесса эмульсионной сополимеризации дивинила со стиролом | 1978 |
|
SU679594A1 |
1
Изобретение относится к автоматизации процессов полимеризации и может быть использовано в производстве дивинил-стирольного каучука.
Известен способ регулирования процесса получения дивинил-стирольного каучука в батарее последователно установленных полимеризатов,заключающийся в изменении расхода стоппера, подаваемого на выход батареи перед отгонными колоннами в зависимости от расхода реакционной смеси и конверсии мономеров на выходе батареи 1.
Недостаток известного способа состоит в том, что при регулировании процесса не учитывается количество полимера, отложившегося на внутренней поверхности отгонных колонн, так как регулирование расхода стоппера производят без обратной связи. Регулирование расхода стоппера без учета работы отгонных колонн приводит к увеличению обрастания внутренней поверхности отгонных колонн полимером вследствие продолжакщейся в них полимеризации мономера при недостаточном количестве стоппера, или на выходе из батареи щюисхолит деструкция образовавшегося полимера (при подаче избы очного количества стоппера). Вследствие этого или уменьшается продолжительность пробега отгонных колонн и увеличиваются потери мономера, или же уменьшается производительность производства получения дивинил-стирольного каучука.
Цель изобретения - увеличение
0 продолжительности пробега отгонных колонн.
Указанная цель достигается тем, что в известном способе регулирования процесса получения дивинил-сти5 рольного каучука в батарее последовательно установленных полимеризаторов, заключающемся в изменении расхода стоппера, подаваемого на выход батареи перед отгонными колон0Нс1ми, в зависимости от расхода реакционной смеси и конверсии мономеров на выходе батареи, дополнительно корректируют расход стоппера в зависимости от количества полимера,
5 отложившегося на внутренней поверхности отгонных колонн.
При этом количество полимера, отложившегося на внутренней поверхности отгонных колонн, можно определять по величине разности между
расходом углеводородной шихты на входе в батарею и суммой расхода полимера, полученного в батарее,расхода отогнанных дивинила и стирола, и количества стирола, содержащегося в отогнанном латексе эа единицу времени .
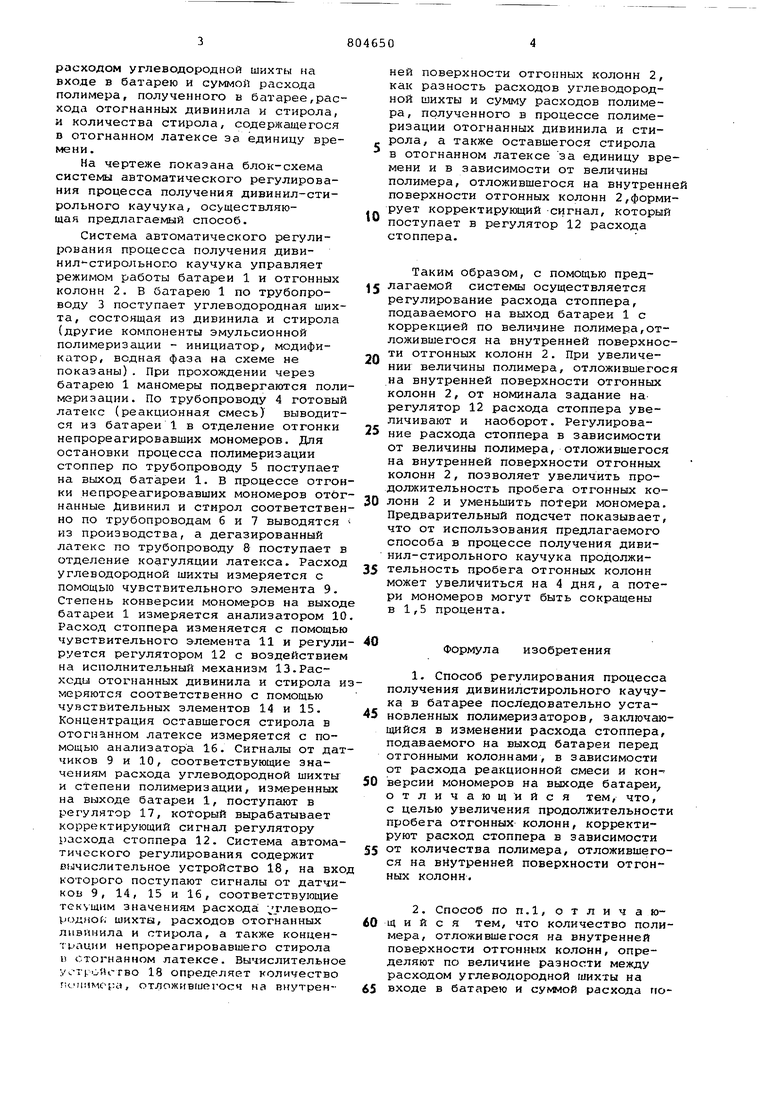
На чертеже показана блок-схема системы автоматического регулирования процесса получения дивинил-стирольного каучука, осуществляющая предлагаемый способ.
Система автоматического регулирования процесса получения дивинил-стирольног.о каучука управляет режимом работы батареи 1 и отгонных колонн 2. В батарею 1 по трубопроводу 3 поступает углеводородная шихта, состоящая из дивинила и стирола (другие компоненты эмульсионной полимеризации - инициатор, модификатор, водная фаза на схеме не показаны). При прохождении через батарею 1 маномеры подвергаются полимеризации. По трубопроводу 4 готовый латекс (реакционная смесь) выводится из батареи 1 в отделение отгонки непрореагировавших мономеров. Для остановки процесса полимеризации стоппер по трубопроводу 5 поступает на выход батареи 1. В процессе отгонки непрореагировавших мономеров отЪгнанные Дивинил и стирол соответственно по трубопроводам б и 7 выводятся из производства, а дегазированный латекс по трубопроводу 8 поступает в отделение коагуляции латекса. Расход углеводородной шихты измеряется с помощью чувствительного элемента 9. Степень конверсии мономеров на выход батареи 1 измеряется анализатором 10 Расход стоппера изменяется с помощью чувствительного элемента 11 и регулируется регулятором 12 с воздействием на исполнительный механизм 13.Расходы отогнанных дивинила и стирола имеряются соответственно с помощью чувствительных элементов 14 и 15. Концентрация оставшегося стирола в отогнанном латексе измеряется с помощью анализатора 16. Сигналы от датчиков 9 и 10, соответствующие значениям расхода углеводородной шихты и степени полимеризации, измеренных на выходе батареи 1, поступают в регулятор 17, который вырабатывает корректирующий сигнал регулятору расхода стоппера 12. Система автоматического регулирования содержит вычислительное устройство 18, на вхо которого поступают сигналы от датчиков 9, 14, 15 и 16, соответствующие текущим значениям расхода: глеводоролно(; шихты, расходов отогнанных ливпнила и стирола, а также концентрации непрореагировавшего стирола 1) отогнанном латексе. Вычислительное уогюнсгво 18 определяет количество гниммора, отложившегосч на внутренней поверхности отгонных колонн 2, как разность расходов углеводородной шихты и сумму расходов полимера, полученного в процессе полимеризации отогнанных дивинила и стирола, а также оставшегося стирола в отогнанном латексе за единицу времени и в зависимости от величины полимера, отложившегося на внутренне поверхности отгонных колонн 2,формирует корректирующий сигнал, который поступает в регулятор 12 расхода стоппера.
Таким образом, с помощью предJ5 лагаемой системы осуществляется регулирование расхода стоппера, подаваемого на выход батареи 1 с коррекцией по величине полимера,отложившегося на внутренней поверхности отгонных колонн 2. При увеличении величины полимера, отложившегося на внутренней поверхности отгонных колонн 2, от номинала задание на регулятор 12 расхода стоппера увеличивают и наоборот. Регулирование расхода стоппера в зависимости от величины полимера, отложившегося на внутренней поверхности отгонных колонн 2, позволяет увеличить продолжительность пробега отгонных колонн 2 и уменьшить потери мономера. Предварительный подсчет показывает, что от использования предлагаемого способа в процессе получения дивинил-стирольного каучука продолжительность пробега отгонных колонн может увеличиться на 4 дня, а потери мономеров могут быть сокращены в 1,5 процента.
Формула изобретения
55 от количества полимера, отложившегося на внутренней поверхности отгонных колонн.
65 входе в батарею и суммой расхода полимера, получе«ного в батарее,расхода отогнанных дивинила и стирола, и количества стирола,содержащегося в отогнанном латексе за единицу времени.
Источники информации, принятые во внимание при экспертизе 1. Литвин О.Б. Основы технологии синтеза каучуков, М., Химия, 1964, с. 360,
