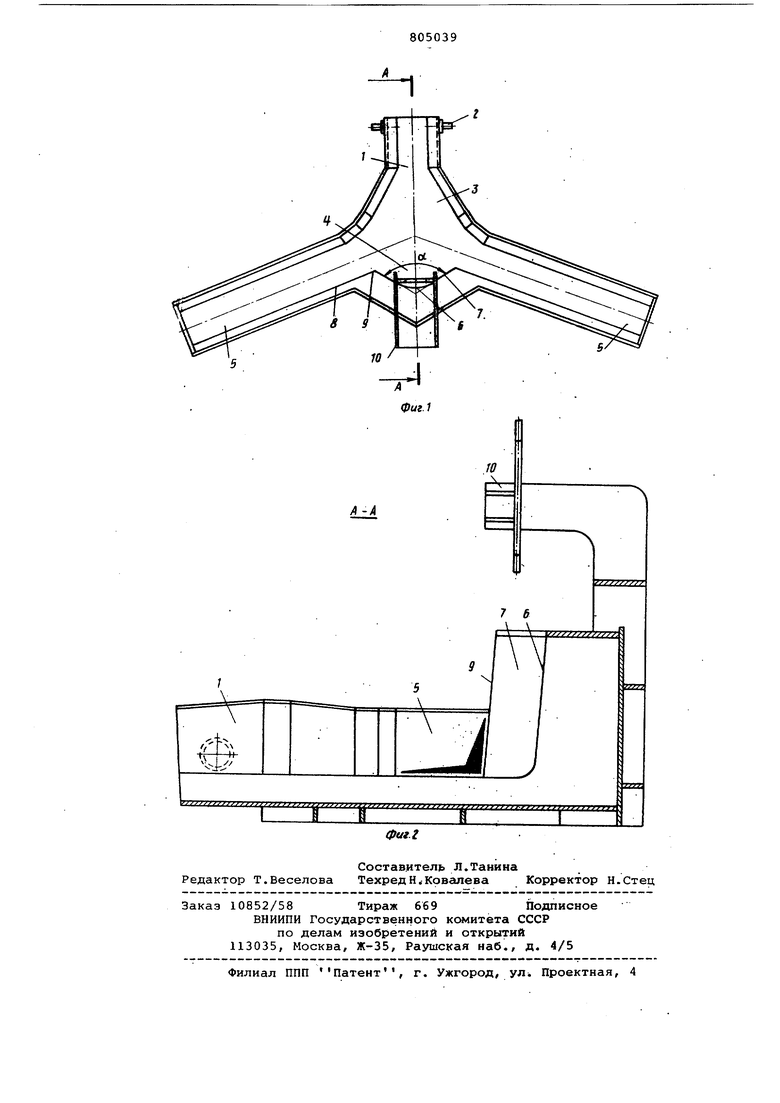
Изобретение относится к мартеновскому производству стали, конкретно к устройству сталевыпускных желобов, предназначенных для выпуска стали из марвеновской печи в два ковша. Известен двухручьевой желоб мартеновской печи для приема расплавленного металла, футерованный огнеупорньм материалом 1. Наиболее близким по технической сущности и достигаемому результату к предлагаемому является двухручьево сталевыпускной желоб для мартеновских печей, представляющий двухручьевой кожух, футерованный огнеупорньлл кирпичем, который содержит общий корытообразный приемник, которым желоб присоединяется к сталевыпускному отверстию, бойную часть и два боковых открытых ручья. Бойная часть располо жена в месте раздвоения желоба на дв симметричные ветви в центральной час ти желоба. Она выполнена в виде треугольного массива огнеупорной-кладки с острием и боковыми гранями. Острие бойной части, выдвинутое своей верши ной в общий приемник, предназначено для рассекания в нем потока жидкой стали, выпущенной из печи, на два по тока, а боковые грани - для поворота их в боковые ветви делоба 2. Недостатком зтого двухручьевого желоба, является значительная высота бойной части и являющихся продолжением его боковых граней бойных бортов боковых ручьев. Эта высота бойной части желоба вызвана тем, что боковые грани ее расположены под острым углом к направлению потока металла из печи и не снижают его скорости. Разделенный в жёлобе на два потока металл при отклонении в боковые ручьи производит высокие заплески на грани бойной части и борта боковых ручьев. Это определяет большой объем огнеупорной кладки центральной части желоба и делает двухручьевый желоб тя-. желым и громоздким сооружением. Также велик расход кирпича на текущий ремонт желоба после очистки его от скрапа и значительна площадь, подлежащая ежеплавочной обмазке огнеупорной массой. В связи с ударом о бойную часть струи металла стойкость огнеупорной кладки ее низкая. Кроме того, скорость потока жидкого металла в сталевыпускном Яселобе весьма велика, что является причиной повышенной эрозии футеровки желоба и увеличения неметаллических включений в стали. Пр тенденции к увеличению глубины банны в современных мартеновских печах, т.е .увеличению ферростатического давления на сталевыпускное отверстие,, скорость потока продолжает увеличиваться; Цель изобретения - повышение стой кости футеровки желоба. Цель достигается тем, что его бой кая часть выполнена вогнутой с углом раскрытия 115-125 в сторону общего приемника. Предлагаемое выполнение бойной час ти в отличие от известного не о тклоняет потоки металла, а разворачивает их в обратную сторону перед входом в боковые ручьи желоба. Угол оС 115125° выбран как наиболее оптимальный для выполнения поставленной цели, так как при углах, больших 125°, глубина сталеприемника оказывается недостаточной неисключаются выплески че рез борта. При углах меньших 115 воз никают завихрения потока в сталеприемнике,. значительное бурление, что приводит к повышенному износу футеров ки. На фиг. 1 изображен двухручьевой желоб в плане; на фиг. 2 разрез А-А на фиг. 1. Двухручьевый желоб мартеновской печи состоит из одного общего корытообразного приемника 1, снабженного со стороны раздвоения -желоба расширен ным днищем 3. Продольная ось приемника является осью си1 1метрии желоба. На этой оси расположена вогнутая бой кая часть 4, а по сторонам оси - два открытых боковых ручья 5. Вогнутая бойная часть 4 имеет торцовую стенку 6 и две боковые грани 1, которые составляют с центральной осью симметрии желоба уголс. Боковые ручьи 5 содержат бойные борта 8, которые соединены с боковыми гранями 7 бойной части желоба пр. ребрам 9. Желоб снабжен зах ватным приспособлением 10. . . Kowyx желоба сварной, его жесткость не допускает .деформации относительно плоскости,проходящей через ось сик |1етрии. Желоб работает следующим образом. При помощи захватного приспособЛенин 10 желоб устанавливают на- зад ней линии мартеновск.ой печи и присоединяют цапфами 2 под сталевыпускное отверстие, с установленным уклоном. После разделки летки поток жидкой ста ли из печи поступает в общий приемник 1 желоба. Он направляет центральный поток металла в вогнутую бойную часть 4,а периферийные потоки за счет расширенного днища 3 в боковые ручьи 5. Торцовая стенка б бойной части желоба воспринимает уда.р центрального потока, а грани 7 направляют его к двум боковым.ручьям 5. Благодаря тому, что угол cL между гранями 7 бойной части и центральн9й осью симметрии желоба равен 115-125 грани разворачивают поток в обратную сторону, при этом гасят его скорость и создают буферную одушку из жидкой стали, которая смягчаетудар струи в центральную бойкую часть. Переваливая через ребра 9 центральные потоки жидкого металла создают боковой подпор периферийным потокам, отклоняющимся из общего приемника 1 желоба в боковые ручьи 5. Этим предотвращаются заплески металла на бойные борта 8 боковых ручьев 5.Далее боковые ручьи 5 направляют потоки жидкой стали в сталеразливочные ковши. Симметричность расположения боковых ручьев относительно оси желоба и идентичность- их проходных сечений обеспечивают равномерность распределения металла по ковшам. Предлагаемая конструкция двухручьевого желоба .обеспечивает двухкратный поворот потоков жидкого металла, погашает их скорость и ликвидирует высокие заплески на бойную часть желоба.Это позволяет понизить высоту бойной части желоба,т.е.уменьшить объем его кладки и поверхность смазки, а также .повысить стойкость футеровки. Кроме того, при сходе с боковых ручьев металл, не достигая противоположной стенки ковша, стекает на дно,чем предохраняет футеровку ковша от размыва и повышает ее стойкость. Формула изобретения Двухруч.ьевой желоб мартеновской печи, соде зжащий общий сталеприемник, два боковых ручья и центральную боПную часть между ними, футерованные огнеупором, .от л ич ающ и и с я тем, что, с целью повышения стойкости футеровки желоба, его бойная часть выполнена вогнутой с .углом ракрытия 115-125°-в- .сторону общего приемника. Источники информации, принятые вЬ внимание при экспертизе 1.Авторское.свидетельство СССР №583369, кЛ. F 27.D 3/15, 1976. 2.Мартеновские печи. Атлас. Под ред. Р.М.Манцева. Металлургия, 1965, с. 145.
| название | год | авторы | номер документа |
|---|---|---|---|
| Желоб для выпуска металла и отделения печного шлака | 1989 |
|
SU1770712A1 |
| Желоб для выпуска стали из мартеновской печи | 1976 |
|
SU583369A1 |
| Способ защиты огнеупорной футеровки сталевыпускного желоба | 1981 |
|
SU992982A1 |
| СТАЛЕВЫПУСКНОЙ ЖЕЛОБ ДЛЯ СМЕШИВАНИЯ СТАЛИ С РАФИНИРОВОЧНЫМ ШЛАКОМ | 1996 |
|
RU2101125C1 |
| Желоб для выпуска металла из печи | 1978 |
|
SU767217A1 |
| Желоб для выпуска металла из сталеплавильной печи | 1977 |
|
SU748115A1 |
| Подовый сталеплавильный агрегат | 1979 |
|
SU802762A1 |
| Промежуточный ковш двухручьевой машины непрерывного литья заготовок | 1980 |
|
SU1025486A1 |
| Промежуточный ковш машины непрерывного литья заготовок | 1987 |
|
SU1563840A1 |
| Мартеновская печь | 1976 |
|
SU731242A1 |