1
Изобретение относится к черной металлургии, конкретнее к конструкции устройств для выпуска металла из печи.
Известен желоб для выпуска металла из сталеплавильной печи, содержащий корпус, футерованный огнеупорным материалом l} . Недостатком известного желоба является то, что с его помощью нельзя выпустить металл в два ковша.
Наиболее близким к изобретени:э по технической сущности и достигаемому результату является желоб для выпуска металла из сталеплавильной печи, содержащий футерованный огнеупорным материалом корпус с двумя рукавами, приемной частью, расширяющейся в сторону рукавов, и рассекателем, расположенным между рукавами, в котором рабочая поверхность рассекателя выполнена в виде смежных граней усеченной треугольной пирамиды и рукава выполнены со стенками, расположенными под углом к днищу 2 .
Недостатком известного желоба является сильный размыв футеровки корпуса, что приводит к загрязнению металла неметаллическими включениями и снижает стойкость желоба.
Целью изобретения является повьииение стойкости желоба за счет уменьшения размыва футеровки жидким металлом.
Цель достигается за счет того, что рукава желоба выполнены с наклоном плоскости симметрии кг1ждого из них от вертикали в противоположные стороны на угол 7-10.
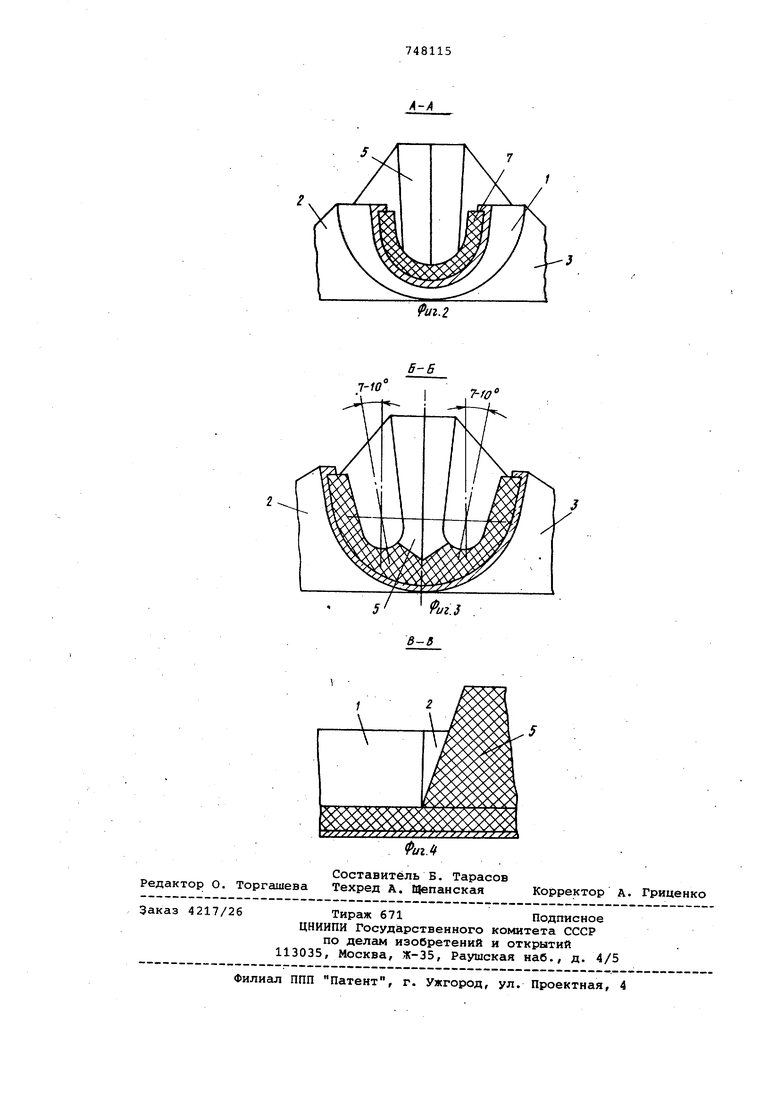
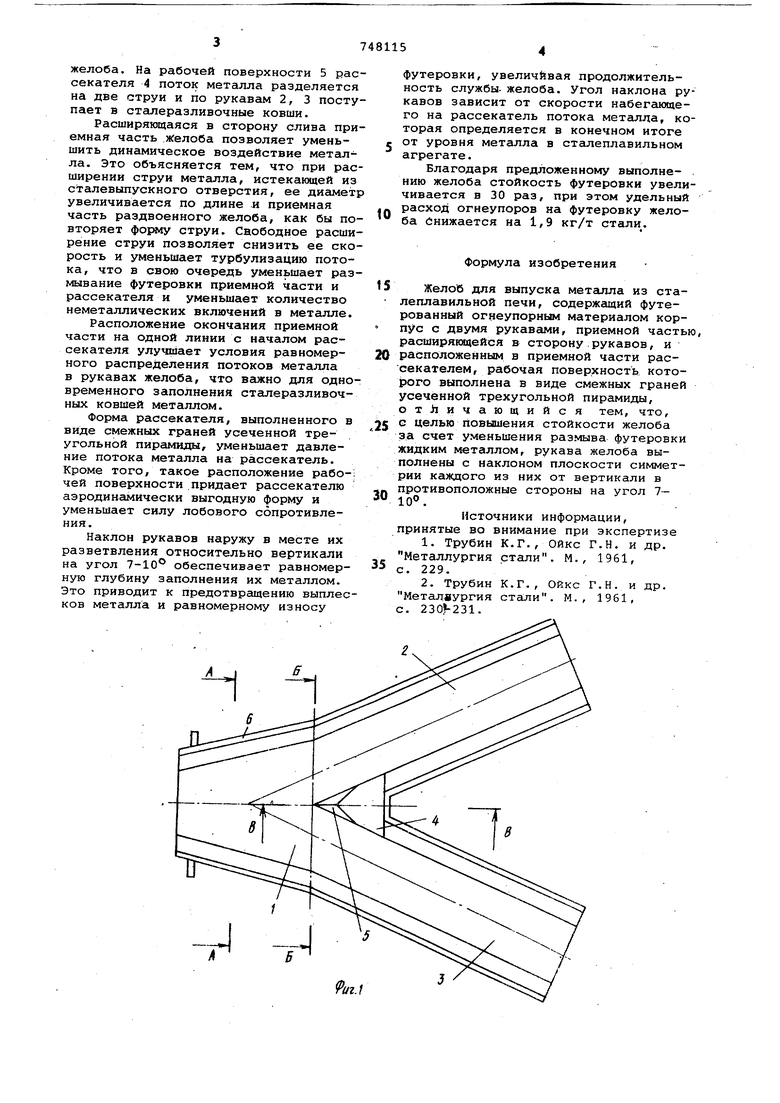
На фиг. 1 изображен жёлоб, общий вид; на фиг. 2 - сечение А-А фиг. 1; на фиг. 3 - сечение Б-Б фиг. 1; на фиг. 4 - сечение В-В фиг. 1.
Желоб для выпуска металла из печи 15 состоит из приемной части 1, диффуэорно расширяющейся в сторону слива, соединенной с рукавами 2 и 3 для слива металла в сталераэливочные ковши, причём рукава в местах их разветвления наклонены наружу относительно своих вертикгшьных осей. В месте разветвления рукавов 2, 3 установлен рассекатель 4, рабочая поверхность 5 которого выполнена в виде смежных граней усеченной треугольной пирамиды, корпус б желоба футерован огнеупорным материалом 7.
Желоб работает следующим образом.
Расплавленный металл при выпуске 30 из печи поступает в приемную часть 1
желоба. На рабочей поверхности 5 рассекателя 4 поток металла разделяется на две струи и по рукавам 2, 3 поступает в сталеразливочные ковши.
Расширяющаяся в сторону слива приемная часть желоба позволяет уменьшить динамическое воздействие метгилла. Это объясняется тем, что при расширении струи металла, истекающей из сталевыпускного отверстия, ее диаметр увеличивается по длине и приемная часть раздвоенного желоба, как бы повторяет форяну струи. Свободное расширение струи позволяет снизить ее скорость и уменьшает турбулизацию потока, что в свою очередь уменьшает размывание футеровки приемной части и рассекателя и уменьшает количество неметаллических включений в металле.
Расположение окончания приемной части на одной линии с началом рассекателя улучшает условия равномерного распределения потоков металла в рукавах желоба, что важно для одновременного заполнения сталеразливочных ковшей металлом.
Форма рассекателя, выполненного в виде смежных граней усеченной треугольной пирамиды, уменьшает давление потока металла на рассекатель. Кроме того, такое расположение рабо-; чей поверхности придает рассекателю аэродинамически выгодную форму и уменьшает силу лобового сопротивления.
Наклон рукавов наружу в месте их разветвления относительно вертикали на угол 7-10 обеспечивает равномерную глубину заполнения их металлом. Это приводит к предотвращению выплесков металла и равномерному износу
футеровки, увеличивая продолжительность службы- желоба. Угол наклона рукавов зависит от скорости набеггиощего на рассекатель потока металла, которая определяется в конечном итоге ОТ уровня металла в сталеплавильном агрегате.
Благодаря предложенному выполнению желоба стойкость футеровки увеличивается в 30 раз, при этом удельный расход огнеупоров на футеровку желоба снижается на 1,9 кг/т стали.
Формула изобретения
Желоб для выпуска металла из сталеплавильной печи, содержащий футерованный огнеупорным материалом корпус с двумя рукавами, приемной частью, расширяющейся в сторону рукавов, и
расположенным в приемной части рассекателем, рабочая поверхность которого выполнена в виде смежных граней усеченной трехугольной пирамиды, отличающийся тем, что,
с целью повышения стойкости желоба за счет уменьшения размыва футеровки жидким металлом, рукава желоба выполнены с наклоном плоскости симметрии каждого из них от вертикали в
противоположные стороны на угол 7-
Ю.
Источники информации, принятые во внимание при экспертизе
1.Трубин К.Г., Ойкс Г.Н. и др. Металлургия стали. М., 1961,
с. 229.
2.Трубин К.Г., Ойкс Г.Н. и др, Металвургия стали. М., 1961,
с. .
| название | год | авторы | номер документа |
|---|---|---|---|
| Желоб для выпуска стали из мартеновской печи | 1976 |
|
SU583369A1 |
| Желоб для выпуска металла из печи | 1977 |
|
SU648818A1 |
| Желоб для выпуска металла и отделения печного шлака | 1989 |
|
SU1770712A1 |
| Подовый сталеплавильный агрегат | 1980 |
|
SU941825A1 |
| Съемный трехручьевой сталевыпускной желоб | 1982 |
|
SU1116287A1 |
| Двухручьевой желоб мартеновскойпЕчи | 1979 |
|
SU805039A1 |
| Подовый сталеплавильный агрегат | 1979 |
|
SU802762A1 |
| Подовый сталеплавильный агрегат | 1978 |
|
SU752126A1 |
| Устройство для слива стали из сталеплавильного агрегата | 1975 |
|
SU529358A1 |
| СПОСОБ ПОВЫШЕНИЯ СТОЙКОСТИ ФУТЕРОВКИ ВЫПУСКНОГО ЖЕЛОБА СТАЛЕПЛАВИЛЬНОГО АГРЕГАТА И СТАЛЕРАЗЛИВОЧНОГО КОВША | 1990 |
|
RU2033591C1 |