1
Изобретение относится к обработке металлов давлением, в частности к производству фасонных профилей путем холодной прокатки.
Известен способ изготовления несимметричных фасонных профилей, при .котором производят прокатку-гибку и чистовую прокатку 1).
Исходная заготовка - ступенчатая по толщине полоса произвольной формы, полученная известными методами. Профиль ступенчатой полосы определяется готовым изделием. Применительно к производству швеллеров исходной заготовкой служит полоса переменной толщины: в средней части увеличенной толщины по Сравнению с краями полосы Кроме того, на полосе выполнены местные выступы для формирования угловых элементов. В процессе прокатки-гибки характерной особенностью является перераспределение металла по сечению калибра. Отсюда величина юбжатия определяется необходимостью перемещения металла из одной части калибра в другую. Величина обжатия при производстве швеллере из меди составляла 7,6/(,при весе 558г/пог,м. и 12,7% при весе 298г/пог.м.
Недостатком этого способа является сложность деформации фасонных профилей с большими частными обжатиями . (вытяжками) за проход по причине зависимости величины обжатия от течения металла в калибре и его распределения по элементам профиля. Качество (точность геометрических размеров и шероховатость поверхности)
продукции также зависит от выбранной величины обжатия в целом и отдельных элементов профиля. Таким образом, способ прокатки-гибки с точки зрения стабильности его протеканий и качесТВа продукции полностью определяется качеством исходной заготовки-ступенчатой по толщине полосы, метод получения которой не оговорен в рассматриваемом способе прокатки-гибки.
Цель изобретения - повышение: качества изделий.
Цель достигается тем, что исходную полосу прокатывают первоначально на ребро, а после прокатки-гибки профиля
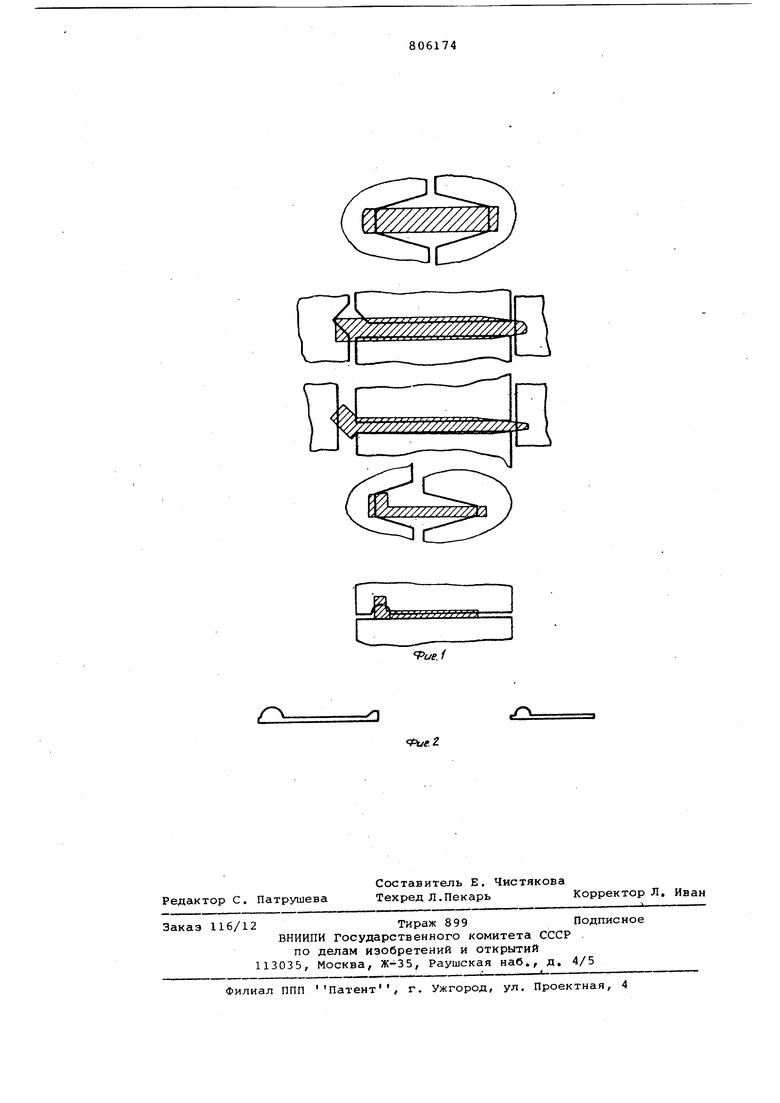
осуществляют прокатку его на ребро с одновременной правкой.На фиг. 1 показаны переходы получения профиля; на фиг. 2 - виды готового изделия. Исходную полосу постоянного сечения прокатывают превоначально на ребро для обеспечения стабильных размеров по ширине заданной шероховатости поверхности и параллельности боковых кромок. В последующих калибрах производят обжатие полосы по высоте и гибку, по крайней мере, одной кромки на требуемый угол, например на 90°. При прокатке гибке создается (Необходимый запас металла для формирования элементов максимальной толщины. Загнутая кромка ступенчатой полосы подвергается одностороннему обжатию (со стороны вертикального валка) , величина которого сутцественно меньше обжатия полосрл. Наблюдается изгиб полосы на ребро, затрудняющий задачу полосы в чистовой калибр и получевше профилей с прямолинейностью,соответст в укндей требованиям чертежа. Для устранения ребровой кривизны ступончатой полосы и стабилизации геометрических размеров по ширине профиля сту пенчатую полосу прокатывают на ребро в валках неравного диаметра, обеспечивающих несимметричную скорость прокатки. Этим достигае1х:я также точное взаимное положение загнутой кромки относительно поверхности полосы (например угол 90-, толщина и высота выступа и т. д.). После ребрового про хода производят (при необходимости) дополнительную правку полосы с помощью известных методов. Далее ступенчатую полосу прокатывают в чистовом калибре. Конфигурация ступенчатой полосы обеспечивает заданную одновременность начала пластической де формации по ширине калибраи неравно мерность коэффициентов вытяжки. Применительно к профилю детали защелка (фиг. 2) предлагаемый способ холодной прокатки осу1дествлен при следующих режимах. Горячекатаная полоса размерами 4x22,0 мм прокатана на гладкой бочке до размеров 3x22,5 (коэффициент вытяжки 1,27)в ребровом проходе с коэффициентом вытяжки 1,06 в размер 3,4x21,8 и далее вновь на гладкой бочке на размер 2x22,5 мм (коэффициент вытяжки 1,2)-. После отжига и загибки кромки полосы на угол 45 и одновременного обжатия ее по высоте размеры ступенчатой полосы со тавляют по толщине 1,8, по ширине 21,3 и по толщине головки 1,7 мм. Коэффициент вытяжки 1,3. Дальнейшая загибка боковой кромки на угол 90° и деформация полосы по высоте произведена со средним коэффициентом вытяжки 1,41. Соответственно размеры ступенчатой полосы достигли по толщине головки 1,65, высоте 3,25, толщине полосы 1,45 и ширине 20,7 мм. Накопленная непрямолинейность на реб ро за два прохода прокатки гибки достигает 18+20 мм/пог.м (в сторону загнутой кромки). За счет прокатки ступенчатой полосы с загнутой на 90° боковой кромкой в предчистовом ребровом проходе с коэффициентом вытяжки 1, 01 ширина полосы уменьшилась до 20,2,а высота загнутой на 90 кромки увеличилась до 3,45 мм. При этом Отношение диаметров валков по дну калибра при равных диаметрах бочки (числитель дроби - диаметр дна калибра валка, обжимающего загнутую кромку) равняется 1,015/1. За счет прокатки в валках неравного диаметра ребровая кривизна уменьшается до 3-4 мм/пог.м. Далее производят обрезку концов полосы на длине 200-250 NW . После прокатки в чистовом калибре с коэффициентом вытяжки 1,19 профиль получен в соответствии с требовакиями технических условий, в частности, прямолинейность по ребру 1-2 мм/пог.м. Суммарный коэффициент вытяжки 3,58. Скорость прокатки 0,75 м/с. Охлаждение эмульсол марки . Применение комбинированного процесса, включающего прокатку и прокатку-гибку, для производства тонкостенных ленточных фасонных профилей высокой точности с толщиной элементов 0,4-1,5 мм и отношением ширины к средней приведенной толщине 10-30 позволяет по сравнению с известными способами повысить качество профилей, производительность труда путем существенного уменьшения, а в ряде случаев и исключения промежуточных термических обработок и правки полосы и уменьшения числа проходов, упростить калибровку и расширить сортамент фасонных профилей высокой точности. Формула изобретения Способ изготовления тонкостенных, преимущественно несимметричных профилей из полосы, при котором осуществляют операции прюкатки-гибки и чистовой прокатки, отличающийся тем, что, с целью повышения качества изделий,исходную полосу прокатывают первоначально на ребро, а после прокатки-гибки профиля осуществляют прокатку его на ребро с одновременной правкой. Источники информации, принятые во внимание при экспертизе 1. Патент США 3850.019, кл. В 21 В 1/12 с приоритетом 09.08.75 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки фасонных профилей | 1982 |
|
SU1047552A1 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2288047C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОСОВЫХ ПРЯМОУГОЛЬНЫХ ВЫСОКОТОЧНЫХ ПРОФИЛЕЙ | 1994 |
|
RU2062671C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 1990 |
|
RU1751906C |
| Способ прокатки трапециевидных профилей | 1987 |
|
SU1509141A1 |
| СИСТЕМА КАЛИБРОВ НЕПРЕРЫВНОГО СТАНА | 1999 |
|
RU2157282C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2090273C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ ПОЛОСОБУЛЬБОВЫХ НЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 1995 |
|
RU2080194C1 |
| СПОСОБ ПРОКАТКИ ТРАПЕЦИЕВИДНЫХ ПРОФИЛЕЙ | 2017 |
|
RU2650464C1 |
r.
УХ
