Изобретение относится к прокатному производству и может быть использовано при прокатке асимметричных профилей преимущественно железнодорожного типа накладок для изолирующего стыка рельсов и характеризующихся наличием по сторонам несимметричных скосов на массивном овалоподобном сечении.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ прокатки двухголовой накладки к рельсам [1, стр.161, рис.VII.36]. В этом источнике применен ребровой фасонный калибр.
Недостатком способа оказывается большое количество закрытого типа калибров сложной конфигурации с «замками» по левой и правой стороне в месте раскрытия калибров. Это усложняет расточку валков и приводит к повышенному их расходу в случае выкрашивания валков при прокатке и в процессе их транспортировки и, соответственно, к ухудшению качества продукции.
Техническая задача, решаемая изобретением, состоит в улучшении качества прокатываемого профиля за счет ликвидации всевозможных сколов калибров, увеличении производительности стана и эксплуатационной стойкости валков.
Технический результат достигается тем, что в способе прокатки асимметричных профилей преимущественно накладок для изолирующего стыка рельсов, включающем многопроходное обжатие заготовки в валках с калибрами, согласно изобретению формирование профиля начинают в ящичном калибре трапециевидной формы с нижним малым основанием трапеции. Затем после кантования на 90° прокатка происходит в ребровом трапециевидном калибре. Малое основание трапеции здесь оказывается сбоку, а после прокатки раскат самопроизвольно кантуется на 90° малым основанием трапеции вниз, прокатывается в фасонном калибре с разъемом ручьев по горизонтали. Далее после кантования на 90° раскат прокатывается во втором фасонном ребровом калибре, а после прокатки в нем раскат самопроизвольно кантуется на 90° и прокатывается в предчистовом с раскрытием ручьев по горизонтали и чистовом калибрах, где происходит окончательное оформление профиля. При этом сторона нижнего малого основания трапеции из калибра 2 оказывается в верхней плоскости, при прокатке - в чистовом калибре.
Указанные отличительные признаки проявляют во всей совокупности новые свойства, не присущие им в известных совокупностях признаков и заключающиеся в улучшении качества оформления профиля, увеличении производительности стана и эксплуатационной стойкости валков. Это свидетельствует о соответствии предложенного решения критерию изобретения «новизна».
При изучении других известных технических решений в данной области техники признаки, отличающие заявляемое решение, не были выявлены и поэтому они обеспечивают заявляемому техническому решению соответствие критерию «изобретательский уровень».
На чертеже, «а» представлен предлагаемый способ прокатки асимметричного профиля накладки для изолирующего стыка рельсов (чертеж, «б»).
По этому способу из прямоугольной заготовки предусмотрено получение в ящичном калибре трапециевидной формы подката с нижним малым основанием трапеции (калибр 2). Затем раскат после кантования на 90° прокатывается в ребровом трапециевидном калибре (3), после выхода из которого раскат самопроизвольно кантуется на 90° малым основанием трапеции вниз и прокатывается в фасонном калибре (4) с разъемом ручьев по горизонтали.
Далее после кантования на 90° раскат прокатывается во втором фасонном ребровом калибре (5), а по выходе из калибра самопроизвольно кантуется на 90° (малая сторона трапеции из калибра (2) оказывается сверху) и прокатывается в предчистовом с раскрытием ручьев калибра (6) по горизонтали и чистовом (7) калибре.
Пример реализации способа при прокатке накладки для изолирующего (чертеж, «б») стыка рельсов Р65.
Исходная заготовка сечением 115×115 мм из стали 30ХГСА, нагретая до температуры 1250°С, прокатывается на стане «450» в двух ящичных калибрах (1-2) до размеров по толщине - 58 мм, ширине - 134 мм, малое основание трапеции - 110 мм. После кантования на 90° и прокатки в ребровом калибре (3) имеет высоту раската - 120 мм, ширину - 63 мм. После самопроизвольного кантования раската на 90° и прокатки в калибре (4) он имеет толщину 48 мм, ширину - 133 мм. Далее после кантования на 90° раскат прокатывается в ребровом калибре (5) до размеров по высоте - 116 мм, по ширине - 53 мм. По выходе из ребрового калибра раскат самопроизвольно кантуется на 90° и прокатывается в предчистовом калибре (6) и чистовом (7) с толщиной раскатов соответственно 44 и 40,8 мм.
Коэффициенты деформации по высоте калибров имеют следующие значения ζ1=1,290; ζ2=1,53; ζ3=1,11; ζ4=1,31; ζ5=1,09; ζ6=1,20; ζ7=1,08.
Коэффициенты вытяжки по калибрам составляют λ1=1,24; λ2=1,4, λ3=1,07; λ4=1,26; λ5=1,09; λ6=1,15; λ7=1,07.
Наличие в схеме прокатки ребровых пропусков в сочетании с разворотом полосы между калибрами 2 и 7 на 180° создают очень хорошие условия для сбива окалины с поверхности раската (сталь 30ХГСА обычно сильно подвержена окалинообразованию) и усреднения температуры по его сечению, что отражается на улучшении выполнения геометрии профиля и качества его поверхности.
Приведенная в способе конструкция калибров в сочетании с вышеприведенными коэффициентами деформации и коэффициентами вытяжки по калибрам обеспечивают устойчивую прокатку полосы в калибрах, необходимое оформление всех элементов профиля, а также уменьшает расход прокатных валков при облегчении их изготовления.
Технико-экономические преимущества предложенного способа состоят в том, что найденная форма деформации металла в сочетании с конструкцией промежуточных и чистовых калибров позволяют четко выполнить геометрию профиля, повысить устойчивость прокатки раската в калибрах и уменьшить расход прокатных валков при одновременном удешевлении их изготовления.
Источник информации
1. Н.Е.Скороходов, Б.М.Илюкович и др. Калибровки сложных профилей. Москва, Металлургия, 1979, стр.160, рис.VII.36.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2284872C1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |
| Способ прокатки угловых асимметричных профилей | 2020 |
|
RU2741875C1 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ | 2005 |
|
RU2288046C9 |
| НОВЫЙ СПОСОБ ПРОКАТКИ УГЛОВЫХ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2288048C1 |
| Способ калибровки профилей П-образной формы | 1988 |
|
SU1526856A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ С ПРОДОЛЬНЫМИ ПАЗАМИ | 2008 |
|
RU2403104C2 |
| Способ прокатки углового асимметричного профиля | 2022 |
|
RU2785426C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ДВУХГОЛОВЫХ НАКЛАДОК К ЖЕЛЕЗНОДОРОЖНЫМ РЕЛЬСАМ | 2006 |
|
RU2333050C1 |
Изобретение относится к прокатному производству и может быть использовано при прокатке асимметричных профилей преимущественно железнодорожного типа - накладок для изолирующего стыка рельсов, характеризующихся наличием по сторонам несимметричных скосов на массивном овалоподобном сечении. Задача изобретения - улучшение качества профилей. Способ включает начальное формирование профиля в ящичном калибре трапециевидной формы, дно одного из ручьев которого является малым основанием трапеции. Раскат из этого калибра после кантования на 90° прокатывают в первом ребровом калибре трапециевидной формы с боковой гранью раската в виде малого основания трапеции, а через один фасонный калибр плоской формы - во втором ребровом фасонном калибре. После первого и второго ребровых калибров раскат кантуется в разные стороны и самопроизвольно. Окончательное формирование профиля производят после второго ребрового калибра в предчистовом с раскрытием ручьев по горизонтали и чистовом калибрах. Изобретение обеспечивает возможность ликвидации всевозможных сколов калибров, увеличение производительности стана и эксплуатационной стойкости валков. 1 ил.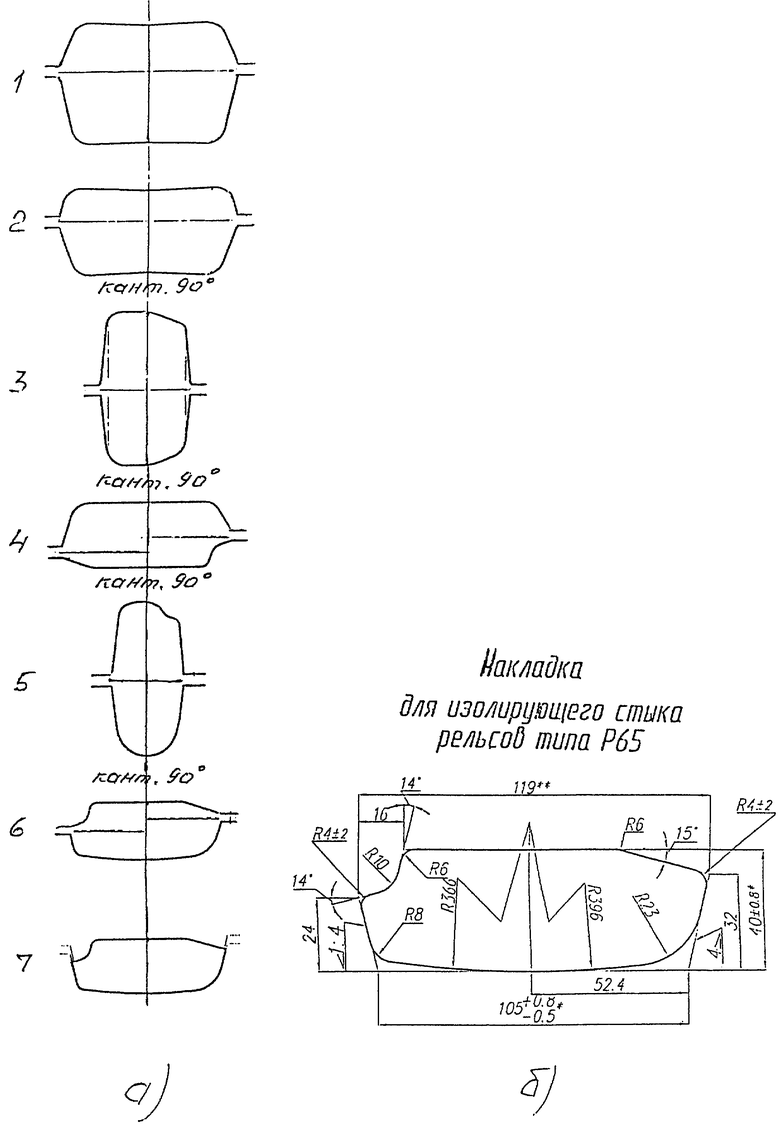
Способ прокатки асимметричных профилей, преимущественно типа накладок для изолирующего стыка железнодорожных рельсов, включающий многопроходное обжатие заготовки в валках с калибрами, отличающийся тем, что формирование профиля начинают в ящичном калибре трапециевидной формы, дно одного из ручьев которого является малым основанием трапеции, из которого раскат после кантования на 90° прокатывают в первом ребровом калибре трапециевидной формы с малым основанием трапеции, находящимся сбоку, по выходу из которого раскату обеспечивают самопроизвольное кантование на 90° малым основанием трапеции вниз, после чего его прокатывают в первом фасонном калибре, кантуют на 90° и прокатывают во втором - ребровом фасонном калибре с аналогичным первому ребровому калибру расположением стороны малого основания трапеции с последующим самопроизвольным кантованием на 90° по выходе из валков в другую сторону по отношению к направлению кантования после первого ребрового калибра, затем прокатывают в предчистовом с раскрытием ручьев по горизонтали и чистовом калибрах.
| СКОРОХОДОВ Н.Е | |||
| и др | |||
| Калибровка сложных профилей | |||
| - М.: Металлургия, 1970, с.160, рис.VII.36 | |||
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ ШВЕЛЛЕРНОЙ ФОРМЫ | 1997 |
|
RU2133159C1 |
| СПОСОБ ПРОКАТКИ ФЛАНЦЕВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 1997 |
|
RU2152831C2 |
| Способ получения пористого стекла | 1988 |
|
SU1544737A1 |

