(54) СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2226134C2 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2001 |
|
RU2201822C2 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1999 |
|
RU2211101C2 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1997 |
|
RU2130348C1 |
| Валок пильгерстана | 1987 |
|
SU1437120A1 |
| Составной прокатный валок | 1990 |
|
SU1731313A1 |
| СПОСОБ СБОРКИ СОСТАВНОГО ПРОКАТНОГО ВАЛКА | 1996 |
|
RU2096102C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2236920C1 |
| СОСТАВНОЙ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ ВАЛОК | 2012 |
|
RU2518836C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2006 |
|
RU2333054C1 |
1
Изобретение относится к прокатному производству, а именно к валкам сортопрокатных станов, и может быть применено для валков трубопрокатных станов.
Известен валок для холодной прокатки труб, состоящий из оси и установленных на ней по горячей посадке кольцевых калибров, имеющих на торцовых поверхностях пазы, в которых размещены соединяющие их элементы в виде призматических щпонок 1.
Однако в такой конструкции кольцевые калибры укреплены на ведущей оси посредством горячей посадки, что значительно ослабляет ось вследствие снижения ее установленной прочности, при этом передача крутящего момента калибров происходит ступенчато, т. е. неплавно, что снижает их стойкость.
Кроме того, в данной конструкции трудно производить сборку и разборку валков, замену калибров из-за того, что они посажены на ось с натягом, а также малую рабочую поверхность валка.
Наиболее близким техническим рещением к предложенному относится составной прокатный валок, содержащий ось с буртом и установленные на ней с зазором и в стцк между собой бандажи с профильной наружной поверхностью и их соединительные элементы в виде ступенчатых шпонок 2.
Недостаток этого валка состоит в том, что ступенчатые щпонки затрудняют передачу значительных крутящих моментов, что снижает несущую способность валка и надежность фиксации калибров от поворота.
Цель изобретения - повышение несущей способности валка.
Для достижения этой цели составной прокатный валок, содержащий ось с буртом, установленные на ней с зазором и в стык между собой бандажи с профильной и наружной поверхностью и их соединительные элементы, последние выполнены в виде разностенных колец с цилиндрической внутренней и профильной наружной поверхностями, под которые в торцах .соседних бандажей выполнены профильные пазы.
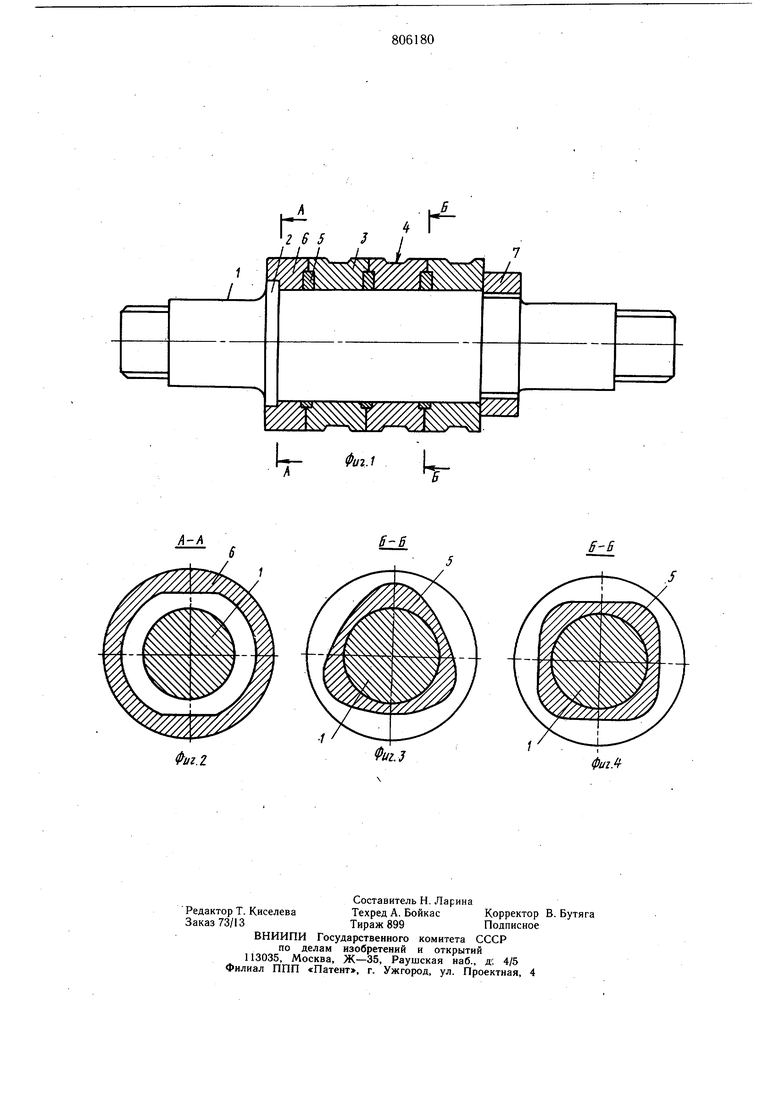
На фиг. 1 представлен прокатный валок для сорта, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 и 4 сечение Б-Б на фиг. 1 (возможные варианты). Прокатный валок содержит ось 1 с буртом 2, установленные на ней бандажи 3 с профильными ручьями 4 на наружной поверхности и их соединительные элементы в виде разностенных колец 5 с цилиндрической внутренней и профильной наружной поверхностями. Бандажи на оси установлень по свободной посадке, т. е. с зазором в стык между собой,.и заключены между втулкой 6 и гайкой 7, завернутой на резьбовой части оси. В торцовых поверхностях соседних. бандажей выполнены профильные пазы, в которые с зазором установлены кольца 5. Кольца надеты на ось I тгкже по свободной посадке. Наиболее оптимальным профилем разностенных колец является разноосная форма, образованная на базе правильного треугольника (фиг. 3), так как она обеспечивает постоянную соосность сопрягаемых деталей и создает более благоприятные условия работы на кручение. Возможными вариантами выполнения соединительных элементов могут быть кольца циклоидальной (перициклоидной, гипоциклоидной) формы поперечного сечения, эллипсоидной, в виде многоугольника со скруглениями в углах, круга без одного или двух сегментов. Сборку валка осуществляют следующим образом. Ось 1 устанавливают в вертикальном положении, опускают втулку 6 до упора в бурт 2, имеющий лыски, и поочередно одевают разностенные кольца 5 и бандажи 3. После набора бандажей на резьбовую часть оси закручивают гайку 7, прижимающую бандажи, кольца и втулку один к другому и бурту на оси. Демонтаж валков производится в обратном порядке. Составной прокатный валок предлагаемой конструкции работает следующим образом. Крутящий момент от оси 1 к бандажу 3 передается при помощи втулки 6, посаженной на бурт с лысками на оси, и соединительных элементов, закладываемых в профильные пазы бандажей и втулки 6. Передача крутящего момента от втулки к бандажам осуществляется за счет того, что пазы втулки и кольца 5 имеют некруглую форму. Выполнение соединительных элементов в виде профильных колец соответственно пазу бандажей позволяет создать благоприятные условия для работы на кручение и тем самым повысить стойкость калибров, позволяет передавать больщий крутящий момент, повыщая тем самым несущую способность валка, повысить фиксацию бандажей от проворота. Предлагаемое изобретение обладает повышенной стойкостью оси за счет повыщения ее усталостной прочности, повыщенной стойкости бандажей за счет повыщения плавности передачи крутящего момента, а также более высокой надежностью фиксации бандажей от проворота. Кроме того, изобретение позволяет производить быструю сборку и разборку, использовать многократно ось и бандажные калибры. Формула изобретения Составной прокатный валок, содержащий ось с буртом, установленные на ней с зазором и в стык между собой бандажи с профильной наружной поверхностью и их соединительные элементы, отличающийся тем, что, с целью повыщения несущей способности валка, соединительные элементы выполнены в виде разностенных колец с цилиндрической внутренней и профильной наружной поверхностями, под которые в торцах соседних бандажей выполнены профильные паза. Источники информации, принятые во внимание при экспертизе 1. Патент СССР № 240559, кл. В 21 В 27/02. 1966. 2. Авторское свидетельство СССР № 485793, кл. В 21 В 27/02, 1974.
