Изобретение относится к прокатному производству, конкретнее к конструкции рабочего валка, используемого для горячей прокатки стали.
Известна конструкция составного прокатного валка, содержащая бандаж, посаженный на ось с натягом, средства осевой фиксации бандажа в виде гайки с одной его стороны и бурта с дистанционным кольцом с другой. При этом ось связана с дистанционным кольцом с помощью круглых штифтов, установленных по прессовой посадке по окружности бочки, а бандаж связан с дистанционным кольцом посредством выступа, помещенного в паз кольца [1].
Недостатки известной конструкции состоят в сложности монтажа и демонтажа валка, особенно деталей, соединенных по прессовой посадке.
Известен также составной прокатный валок, содержащий ось с бандажом. Бочка закреплена на оси с помощью двух колец: упорного и резьбового. Упорное кольцо оперто на бурт оси посредством гидравлического узла, которое используют при демонтаже валка [2].
Недостатками этого валка является его сложность и низкая надежность, приводящая к ухудшению стойкости.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является составной прокатный валок, содержащий ось с резьбовым участком и буртом, посаженный на ось по скользящей посадке бандаж и средства фиксации бандажа, содержащие гайку, навернутую на резьбовой участок оси. Сопрягаемые участки поверхности бурта оси и бандажа выполнены в виде многогранника [3] - прототип.
Недостатки известного составного валка состоят в том, что при ослаблении затяжки гайки в процессе прокатки не исключен проворот бандажа относительно оси. Это приводит к снижению стойкости валка. Кроме того, навинчивание и свинчивание гайки требует приложения значительного крутящего момента, что затрудняет монтаж и демонтаж составного валка.
Техническая задача, решаемая изобретением, состоит в повышении стойкости валка при одновременном упрощении монтажа и демонтажа бандажа.
Поставленная техническая задача решается тем, что в известной конструкции составного прокатного валка, содержащей ось с резьбовым участком и буртом, посаженный на ось бандаж и средства фиксации бандажа, содержащие гайку, навернутую на резьбовой участок оси, согласно изобретению, на торце бандажа, обращенном к бурту, и ответном торце бурта выполнены выемки, образующие два диаметрально расположенных радиальных канала цилиндрической формы, в которые установлены втулки с внутренней резьбой, с пропущенными через втулки винтами, ввернутыми в ось, а гайка содержит радиальное отверстие с резьбой, в которое ввернут фиксирующий винт, при этом конец фиксирующего винта пропущен в цилиндрический канал, выполненный в оси.
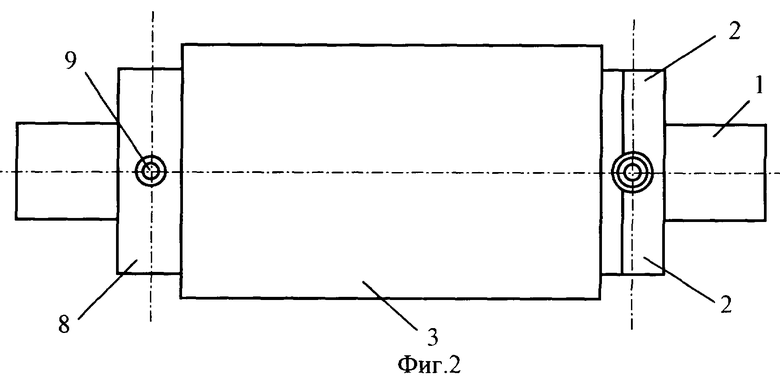
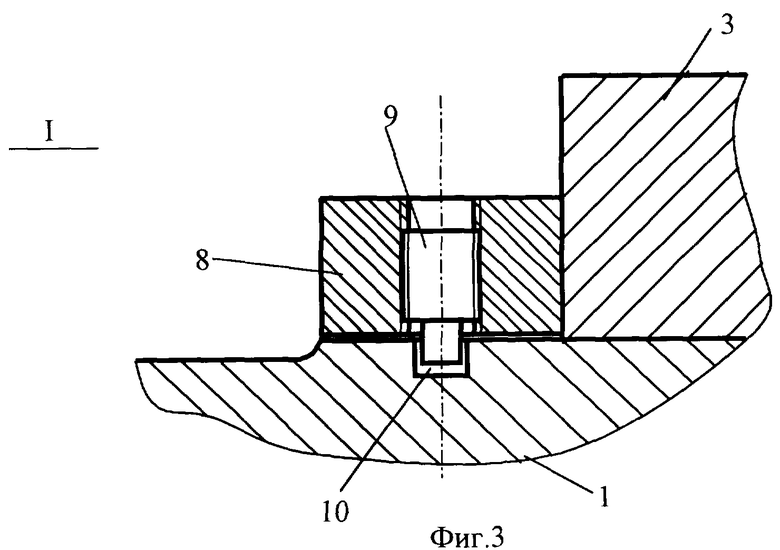
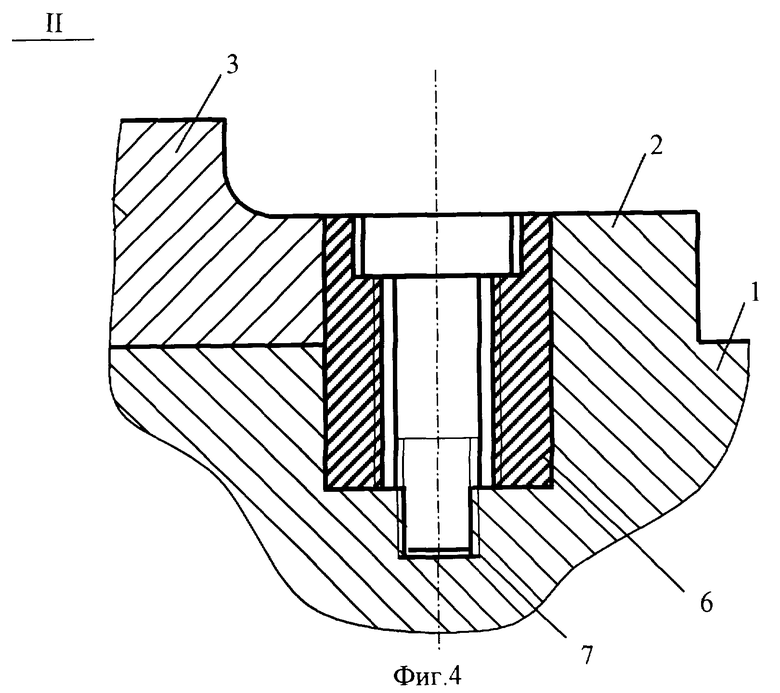
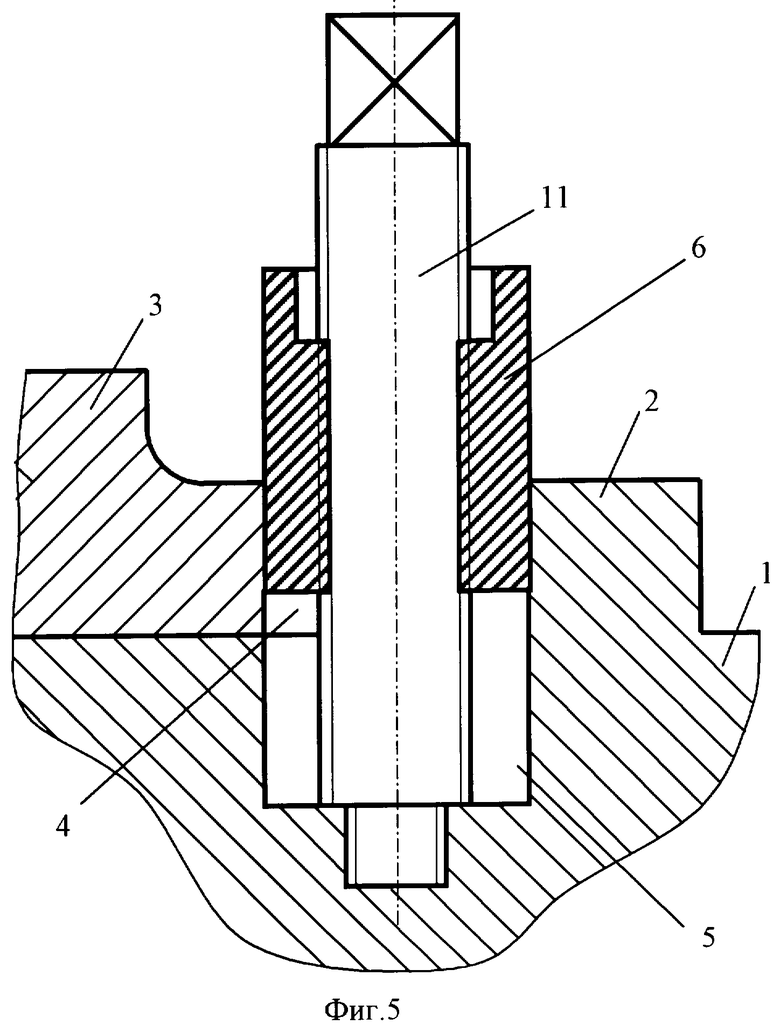
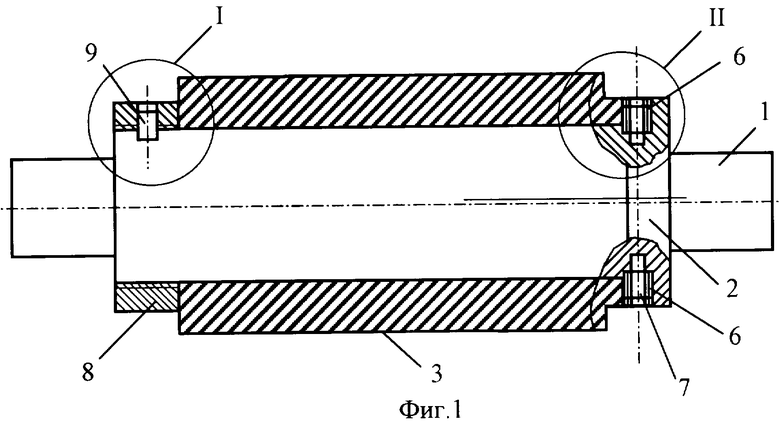
На фиг.1 изображен составной прокатный валок в разрезе, вид спереди; на фиг.2 - то же, вид сверху; на фиг.3 и 4 - участки I и II на фиг.1 в увеличенном масштабе; на фиг.5 - участок II при демонтаже составного прокатного валка.
Составной прокатный валок состоит из оси 1 с резьбовым участком на одном конце и с буртом 2 на другом и бандажа 3, посаженного на ось 1. На торце бандажа 3, обращенном к бурту 2, выполнены выемки 4. В ответном торце бурта 2 выполнены выемки 5. Выемки 4 и 5 образуют два диаметрально расположенных радиальных канала цилиндрической формы, в которые установлены втулки 6 с внутренней резьбой.
Через осевые отверстия во втулках 6 пропущены винты 7, которые ввернуты в ось 2. При этом диаметр винтов 7 меньше осевых отверстий во втулках 6.
На резьбовой участок оси 1 навернута гайка 8. В гайке 8 выполнено радиальное отверстие 9 с резьбой, в которое ввернут фиксирующий винт 9. Конец фиксирующего винта 9 пропущен в цилиндрический канал 10, выполненный в оси 1.
При демонтаже составного прокатного валка в осевое отверстие втулки 6 с внутренней резьбой ввернута шпилька 11 с лысками под ключ.
Монтаж составного прокатного валка производят следующим образом.
Ось 1 с буртом 2 устанавливают вертикально резьбовым участком вверх. Бандаж 3, нагретый до температуры 250°С, садят на ось 1 и охлаждают до температуры окружающей среды.
Затем по месту разъема бандажа 3 и ответного торца бурта 2 сверлят два диаметрально расположенных цилиндрических канала, часть которого расположена в бандаже 3, а другая часть - в бурте 2 и оси 1. В этих же отверстиях коаксиально сверлят отверстия меньшего диаметра в оси 1 и нарезают резьбу. В цилиндрические каналы вкладывают втулки 6, которые закрепляют винтами 7, ввернутыми в ось 1.
Гайку 8 с радиальным отверстием с резьбой 9 наворачивают на резьбовой участок оси 1, затягивают и размечают на оси 1 центр радиального отверстия гайки 8. После этого гайку 8 сворачивают и сверлят канал 10 в оси 1. Затем гайку 8 снова наворачивают и в отверстие 9 с резьбой заворачивают фиксирующий винт 9, конец которого опускается в канал 10. Таким образом, монтаж составного прокатного валка осуществляется без применения специальных средств и прессового оборудования, что упрощает его проведение.
При эксплуатации в клети составной прокатный валок вращают за ось 1. Момент вращения через торец бурта 2 и пару втулок 6, помещенных в пазы 4 и 5, передается на бандаж 3, который деформирует прокат. Винты 7 удерживают втулки 6 в двух радиально расположенных каналах цилиндрической формы. Гайка 8 удерживает бандаж 3 от осевого смещения, а фиксирующий винт 9, концевая часть которого находится в канале 10, удерживает гайку 8 от поворота. За счет этого исключается смещение и проворот бандажа 3 относительно оси 1 и увеличивается стойкость валка.
Для демонтажа составного прокатного валка выворачивают винты 7. Затем в резьбовое внутреннее отверстие втулки 8 заворачивают шпильку 11. При вращении шпильки 14 ее конец упирается в дно радиального канала цилиндрической формы, после чего происходит подъем втулки 6 и ее извлечение. Осевой натяг бандажа 3 ослабевает. Затем выворачивают фиксирующий винт 9 до выхода его конца из паза 10 и производят свинчивание гайки 8. Затем бандаж 3 сдвигают в осевом направлении по оси 1 в сторону резьбового участка.
Демонтаж составного прокатного валка также осуществляется без применения специальных средств и прессового оборудования, что упрощает его проведение.
Технико-экономические преимущества предложенного устройства состоят в том, что оно исключает возможность смещения и проворота бандажа относительно оси. За счет этого повышается стойкость составного прокатного валка. Помимо этого, для монтажа и демонтажа не требуется применения специальных средств, что упрощает проведение этих операций. В качестве базового объекта принято устройство-прототип. Применение предложенной конструкции обеспечит снижение расходного коэффициента валков на 10-15%.
Литературные источники, использованные при составлении описания изобретения
1. Заявка Японии №60-54211, МПК В 21 В 27/02, 1985 г.
2. Заявка Японии №59-1009, МПК В 21 В 27/02, 1984 г.
3. Авт.свид. СССР №1488046, МПК В 21 В 27/02, 1989 г. - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2006 |
|
RU2333054C1 |
| Составной валок | 1981 |
|
SU990355A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2005 |
|
RU2283708C1 |
| Составной прокатный валок | 1986 |
|
SU1366252A1 |
| СОСТАВНОЙ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ ПРОКАТНЫЙ ВАЛОК | 2006 |
|
RU2308332C1 |
| Составной прокатный валок | 1979 |
|
SU806180A1 |
| СОСТАВНОЙ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ ВАЛОК | 2012 |
|
RU2518836C1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2001 |
|
RU2201822C2 |
| Составной прокатный валок | 1990 |
|
SU1731313A1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2226134C2 |
Изобретение относится к прокатному производству, конкретнее к конструкции рабочего валка, используемого для горячей прокатки стали. Техническая задача, решаемая изобретением, состоит в повышении стойкости валка при одновременном упрощении монтажа и демонтажа бандажа. Составной прокатный валок содержит ось с резьбовым участком и буртом, посаженный на ось бандаж и средства фиксации бандажа, содержащие гайку, навернутую на резьбовой участок оси. На торце бандажа, обращенном к бурту, и ответном торце бурта выполнены выемки, образующие два диаметрально расположенных радиальных канала цилиндрической формы, в которые установлены втулки с внутренней резьбой, с пропущенными через втулки винтами, ввернутыми в ось. Гайка содержит радиальное отверстие с резьбой, в которое ввернут фиксирующий винт, при этом конец фиксирующего винта пропущен в цилиндрический канал, выполненный в оси. Изобретение обеспечивает исключение возможности смещения и проворота бандажа относительно оси. 5 ил.
Составной прокатный валок, содержащий ось с резьбовым участком и буртом, посаженный на ось бандаж и средства фиксации бандажа, содержащие гайку, навернутую на резьбовой участок оси, отличающийся тем, что на торце бандажа, обращенном к бурту, и ответном торце бурта выполнены выемки, образующие два диаметрально расположенных радиальных канала цилиндрической формы, в которые установлены втулки с внутренней резьбой, с пропущенными через втулки винтами, ввернутыми в ось, а гайка содержит радиальное отверстие с резьбой, в которое ввернут фиксирующий винт, при этом конец фиксирующего винта пропущен в цилиндрический канал, выполненный в оси.
| Составной прокатный валок | 1986 |
|
SU1488046A1 |
| Валок трубопрокатного стана | 1972 |
|
SU438453A1 |
| ПРОКАТНЫЙ ВАЛОК | 1993 |
|
RU2106920C1 |
| Устройство для подъема затонувших объектов | 1982 |
|
SU1066890A1 |

