(54) МНОГОШПИНДБЛЬНЫЙ ПРИВОД ВАЛЬЦОВОЧНОЙ ГОЛОВКИ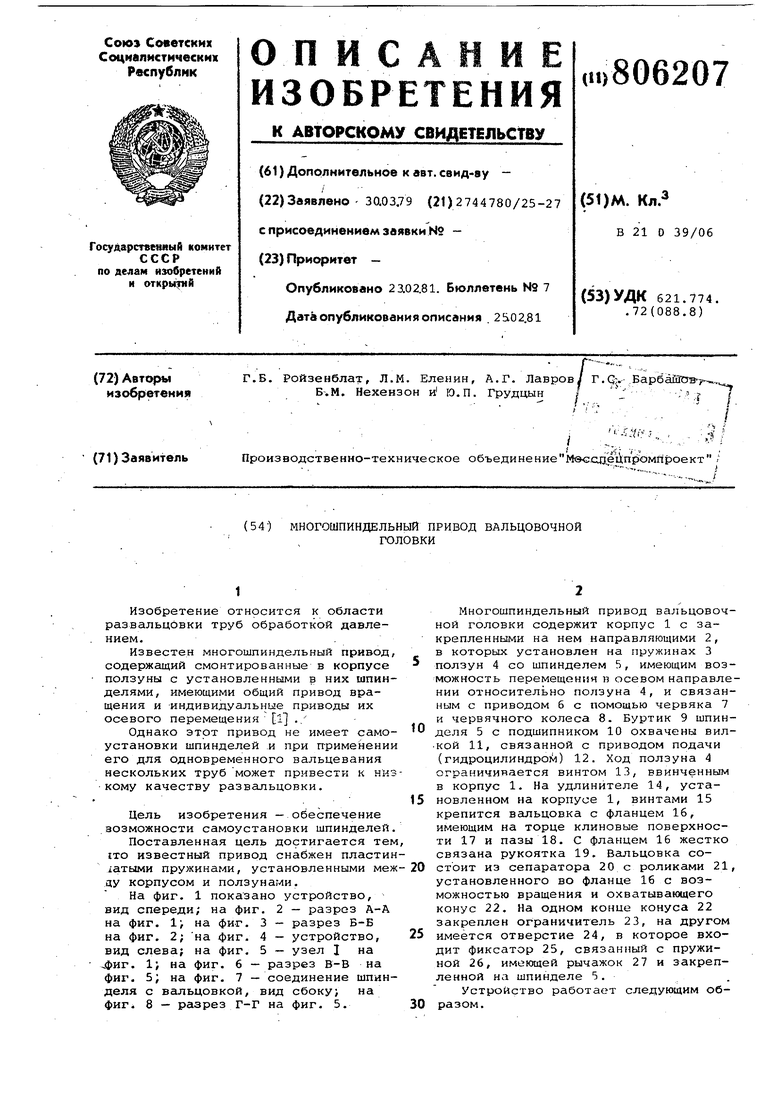
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для развальцовки труб | 1978 |
|
SU749506A1 |
| СТЕНД ДЛЯ ИССЛЕДОВАНИЯ ПРОЦЕССА РАЗВАЛЬЦОВКИ ТЕПЛООБМЕННЫХ ТРУБ С ПОМОЩЬЮ РОЛИКОВОГО ИНСТРУМЕНТА | 2011 |
|
RU2474483C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОДЕРЕВЯННЫХ БАЛОК ИЗ МЕТАЛЛИЧЕСКОГО СЕРДЕЧНИКА И ДВУХ ДЕРЕВЯННЫХ ОБКЛАДОК И ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2354790C2 |
| Устройство для развальцовки труб | 1975 |
|
SU633647A1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ ТЕПЛООБМЕННЫХ АППАРАТОВ И ИНСТРУМЕНТ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2021 |
|
RU2776894C1 |
| Установка для развальцовки труб в коллекторах | 1980 |
|
SU891196A1 |
| Устройство для вальцовки труб | 1980 |
|
SU880572A2 |
| ВАЛЬЦОВКА | 2005 |
|
RU2294258C2 |
| Автомат для формирования резьб в гайках | 1987 |
|
SU1590230A1 |
| Автоматическая линия для обработки длинномерных трубчатых деталей | 1990 |
|
SU1710301A1 |
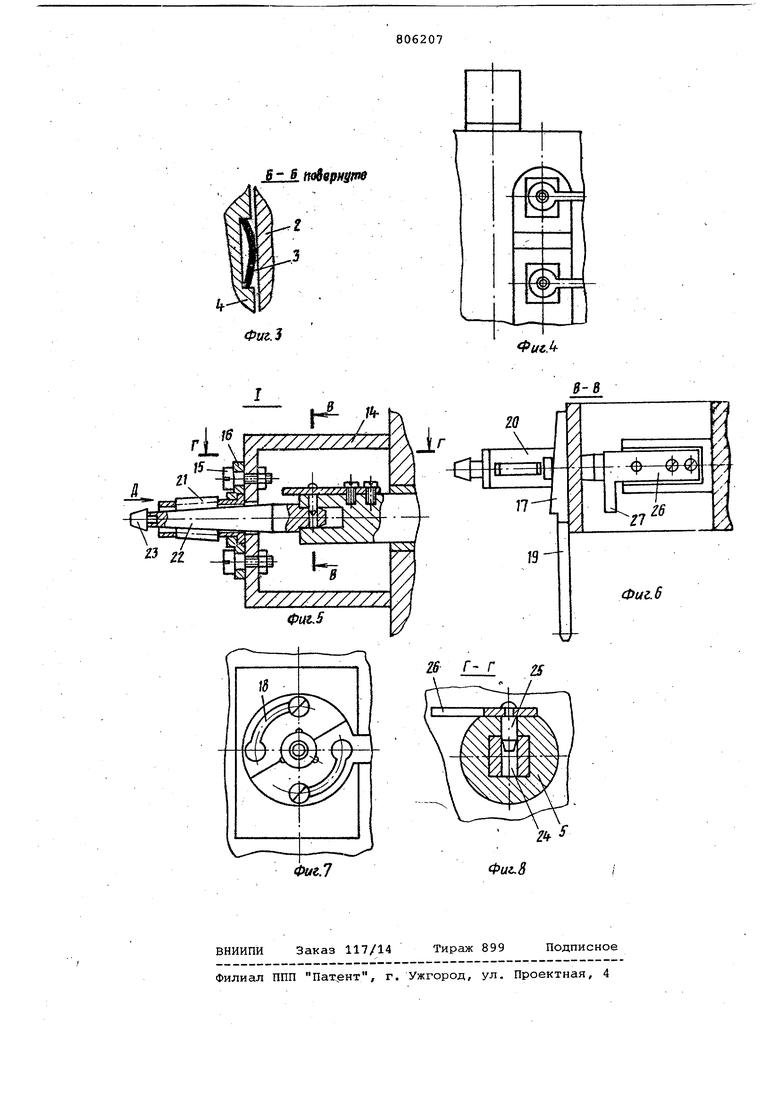
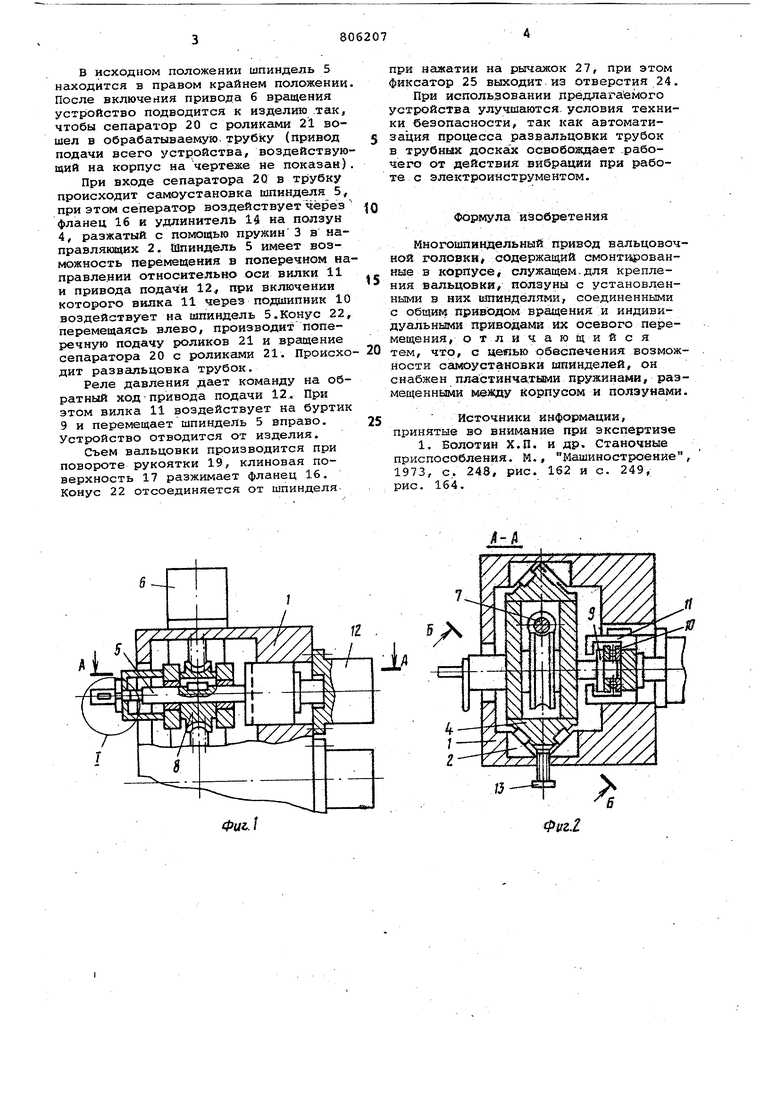
Изобретение относится к области развальцовки труб обработкой давлением.. Известен многошпиндельный привод содержащий смонтированные в корпусе ползуны с установленными в них шпинделями, имеющими общий привод вращения и индивидуальные приводы их осевого перемещения 1 ./ Однако этот привод не имеет само установки шпинделей и при применении его для одновременного вальцевания нескольких труб может привести к низ кому качеству развальцовки. Цель изобретения - обеспечение возможности самоустановки шпинделей Поставленная цель достигается тем tTO известный привод снабжен пласти жатыми пружинами, установленными меж ду корпусом и ползунами. На фиг. 1 показано устройство, вид спереди; на фиг. 2 - разрез А-А на фиг. Ij на фиг. 3 - разрез Б-Б 4- устройство, на фиг. 2; на фиг 5- узел I на вид слева; на фиг . 1; на фиг. 6 - разрез В-В на фиг. 5; на фиг. 7 - соединение шпин деля с вальцовкой, вид сбоку; на фиг. 8 - разрез Г-Г на фиг. 5. Многошпиндельный привод вальцовочной головки содержит корпус 1 с закрепленными на нем направляющими 2, в которых установлен на пружинах 3 ползун 4 со шпинделем 5, имеющим возможность перемещения н осевом направлении относительно ползуна 4, и связанным с приводом б с помощью червяка 7 и червячного колеса 8. Буртик 9 шпинделя 5 с подшипником 10 охвачены вилкой 11, связанной с приводом подачи (гидроцилиндром) 12. Ход ползуна 4 ограничивается винтом 13, ввинченным в корпус 1. На удлинителе 14, установленном на корпусе 1, винтами 15 крепится вальцовка с фланцем 16, имеющим на торце клиновые поверхности 17 и пазы 18. С фланцем 16 жестко связана рукоятка 19. Вальцовка состоит из сепаратора 20 с роликами 21, установленного во фланце 16 с возможностью вращения и охватывающего конус 22. На одном конце конуса 22 закреплен ограничитель 23, на другом имеется отверстие 24, в которое входит фиксатор 25, связанный с пружиной 26, имеющей рычажок 27 и закрепленной на шпинделе 5. Устройство работает следующим образом.
В исходном положении шпиндель 5 находится в правом крайнем положении. После включения привода б вращения устройство подводится к изделию .так, чтобы сепаратор 20 с роликами 21 вошел в обрабатываемую, трубку (привод подачи всего устройства, воздействующий на корпус на чертеже не показан).
При входе сепаратора 2Q в трубку происходит самоустановка ишинделя 5, при этом сеператор воздействует через фланец 16 и удлинитель 14 на ползун 4, разжатый с помощью пружин3 в направляющих 2. Шпиндель 5 имеет возможность перемещения в поперечном направле.нии относительно оси вилки 11 и привода подачи i2 при включении которого вилка 11 через подшипник 10 воздействует на шпиндель 5.Конус 22, перемещаясь влево, производит поперечную подачу роликов 21 и вращение сепаратора 20 с роликами 21. происходит развальцовка трубок.
Реле давления дает команду на обратный ход привода подачи 12, При этом вилка 11 воздействует на буртик 9 и перемещает шпиндель 5 вправо. Устройство отводится от изделия.
Съем вальцовки производится при повороте рукоятки 19, клиновая поверхность 17 разжимает фланец 16. Конус 22 отсоединяется от шпинделя
AL/
Фui.
при нажатии на рычажок 27, при этом фиксатор 25 выходит из отверстия 24.
При использовании предлах-аемого устройства улучшаются, условия техники безопасности, так как автоматизация процесса развальцовки трубок в трубных досках освобождает рабочего от действия вибрации при работе с электроинструментом.
формула изобретения
Многошпиндельный привод вальцовочной головки, содержащий смонти ованные в корпусе, служащем.для крепления вальцовки, ползуны с установленными в них шгшнделпми, соединенными с общим приводом вращения и индивидуальными ириводамй их осевого перемещения, о ТЛИЧ а Ю 1ЦИ и с я тем, что, с цепью обеспечения возможности самоустановки шпинделей, он снабжен пластинчатыми пружинами, размещенными мещ{у корпусом н ползунами.
Источники информации, принятые во внимание при экспертизе
Фкг2
