(54) ИНСТРУМЕНТ ДЛЯ НАКАТКИ ЗУБЬЕВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для накатки зубьев | 1980 |
|
SU912370A1 |
| Инструмент для прокатки зубьев | 1976 |
|
SU597484A1 |
| Инструмент для накатки зубьев | 1981 |
|
SU975164A1 |
| Способ сборки инструмента для накатки зубьев | 1977 |
|
SU867497A1 |
| ИНСТРУМЕНТ для НАКАТКИ ЗВЕЗДОЧЕК ЦЕПНЫХПЕРЕДАЧ | 1972 |
|
SU331838A1 |
| Инструмент для прокатки зубьевзВЕздОчЕК цЕпНыХ пЕРЕдАч | 1979 |
|
SU841749A1 |
| Инструмент для обработки бетона | 1986 |
|
SU1386473A1 |
| ЦЕПНАЯ ПЕРЕДАЧА | 2008 |
|
RU2375618C1 |
| ВСЕСОЮЗНАЯ I^'••^rVftnO--^yf'Iifr-u.u/г и^: •:::•:'--^ЩГ" f г г— гп-" ««г;^^ЬБ/ИО^ТКЛ —~~*~~~-™-Xi_ij I | 1971 |
|
SU313599A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ ПРОФИЛЕЙ ТИПА ЗВЕЗДОЧЕК ЦЕПНЫХ ПЕРЕДАЧ | 1991 |
|
RU2018400C1 |
I
Изобретение относится к обработке металлов, а именно к устройствам для изготовления зубьев деталей.
Известен инструмент для накатки звездочек цепных передач, состоящий из соосно расположенных торцовых формующих дисков и размещенного между ними в выемках зубчатого диска. В известном инструменте деформирующий диск выполнен цельным,, стальным 1 .
Однако стойкость такого инструмента крайне мала.
Наиболее близким к предлагаемому-является инструмент для накатки зубьев, состоящий из соосно расположенных формующих дисков, размещенных между дисками в выемках, выполненных на их торцовых поверхностях, посадочного кольца и жестко соединенного с последним твердосплавного венца.
Твердосплавный венец выполнен составным, состоящим из отдельных сегментов 2.
Недостатком известного инструмента для накатки зубьев является его недостаточно высокая стойкость по той причине, что в зазоры, имеющиеся между сегментами твердосплавного венца, возможно зате.кание горячего металла, что приводит к быстрому разрушению инструмента.
Цель изобретения-повышение стойкости и надежности инструмента.
Указанная цель достигается тем, что инструмент снабжен двумя прижимными кольцами, установленными на торцовых поверхностях зубчатого венца и посадочного кольца заподлицо с наружной цилиндрической поверхностью венца и с торцовыми 0 поверхностями посадочного кольца, при этом прижимные кольца жестко соединены с зубчатым диском и с посадочным кольцом, а ширина каждого прижимного кольца не превышает глубины выемки торцового диска.
Такое выполнение инструмента обеспечивает жесткую, надежную и работоспособную его конструкцию, что приводит к повышению его стойкости.
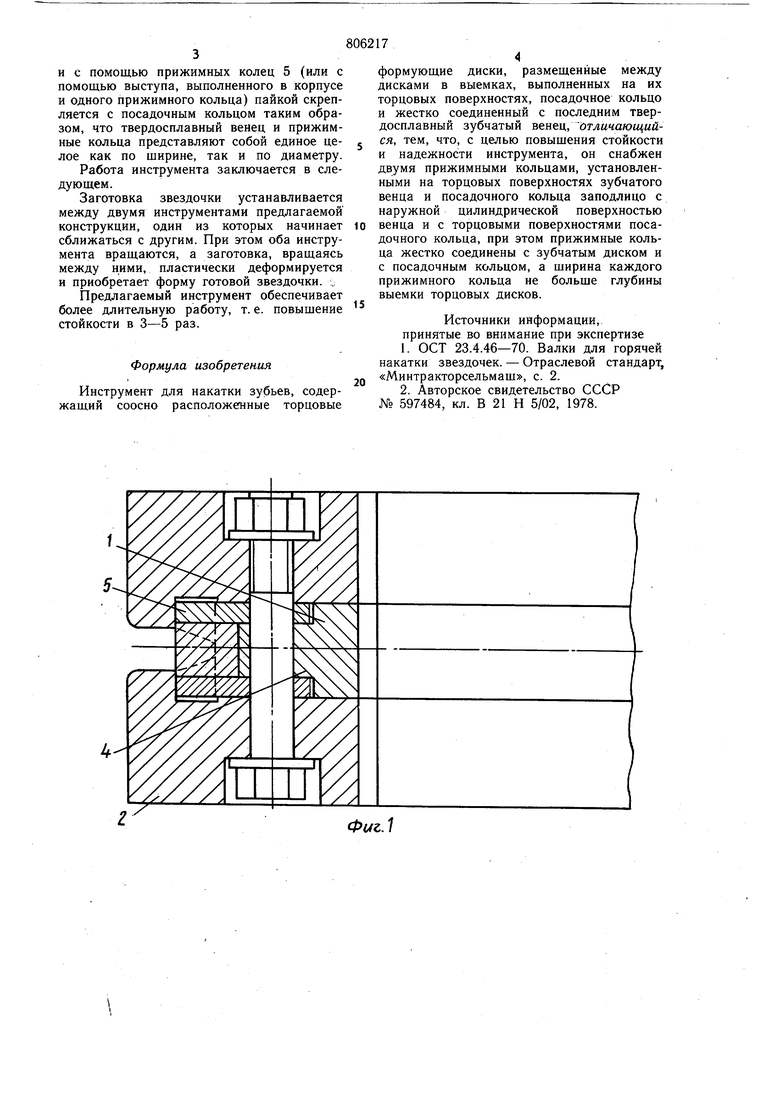
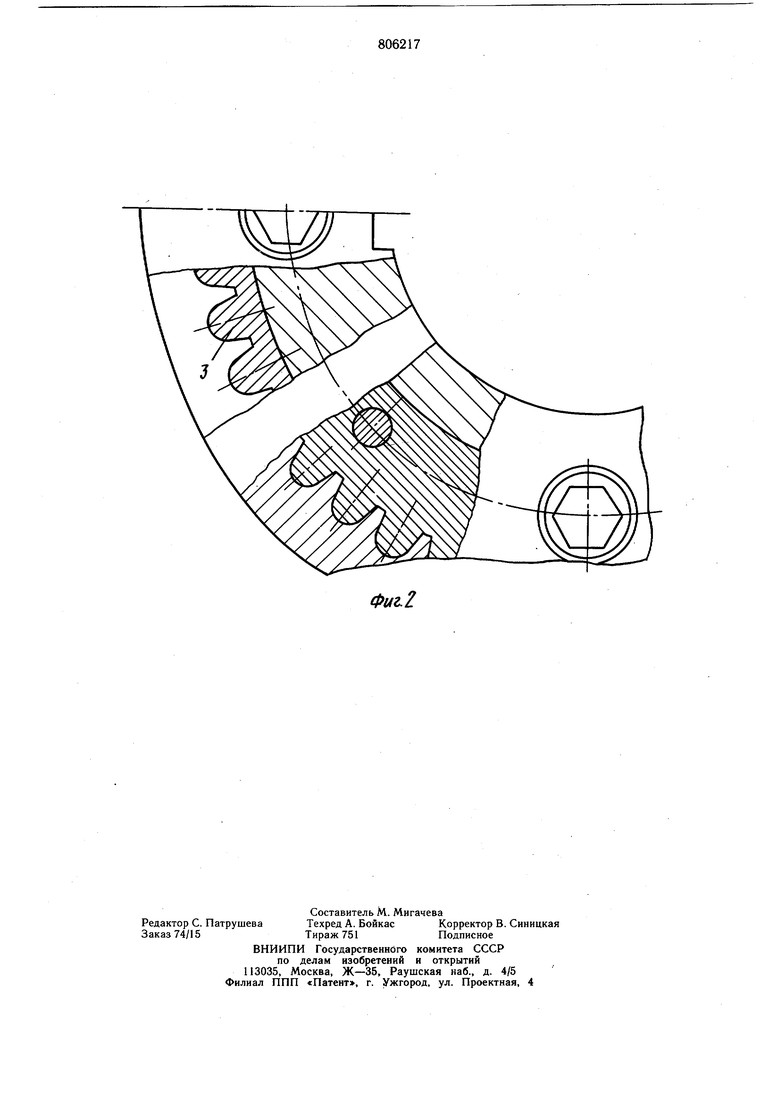
На фиг. 1 схематически изображен инструмент, продольный разрез; на фиг. 2 - то же, вид в плане.
Инструмент .состоит из твердосплавного зубчатого диска I и двух торцовых формующих дисков 2. Твердосплавный венец 3 устанавливается на посадочное кольцо 4 и с помощью прижимных колец 5 (или с помощью выступа, выполненного в корпусе и одного прижимного кольца) пайкой скрепляется с посадочным кольцом таким образом, что твердосплавный венец и прижимные кольца представляют собой единое целое как по щирине, так и по диаметру. Работа инструмента заключается в следующем. Заготовка звездочки устанавливается между двумя инструментами предлагаемой конструкции, один из которых начинает сближаться с другим. При этом оба инструмента вращаются, а заготовка, вращаясь между ними, пластически деформируется и приобретает форму готовой звездочки. , Предлагаемый инструмент обеспечивает более длительную работу, т. е. повыщение стойкости в 3-5 раз. Формула изобретения Инструмент для накатки зубьев, содержащий соосно расположенные торцовые
Фиг..1 формующие диски, размещенные между дисками в выемках, выполненных на их торцовых поверхностях, посадочное кольцо и жестко соединенный с последним твердосплавный зубчатый венец, отличающийся, тем, что, с целью повыщения стойкости и надежности инструмента, он снабжен двумя прижимными кольцами, установленными на торцовых поверхностях зубчатого венца и посадочного кольца заподлицо с наружной цилиндрической поверхностью венца и с торцовыми поверхностями посадочного кольца, при этом прижимные кольца жестко соединены с зубчатым диском и с посадочным кольцом, а щирина каждого прижимного кольца не больще глубины выемки торцовых дисков. Источники информации, принятые во внимание при экспертизе 1.ОСТ 23.4.46-70. Валки для горячей накатки звездочек. - Отраслевой стандарт, «Минтракторсельмащ, с. 2. 2.Авторское свидетельство СССР № 597484, кл. В 21 Н 5/02, 1978.
Фиг. 2
