Изобретение относится к области специального станкостроения, преимущественно к станкам фрезерной группы с программным управлением и может быть использовано в машиностроении для изготовления вафельных обечаек.
Известны фрезерные станки подобного назначения, включающие устройство для осевой и круговой подачи обечаек и шарнирные скобы, на концах которых закреплены фрезерные головки и шаровые опоры слежения.
В известных станках из-за сложности размещения нескольких скоб и фрезерных головок трудно решить задачу обработки детали более чем 3 шпинделями одновременно, и что очень существенно, точность обработки ребер ячеек на этих станках часто оказывается недостаточно высокой. Это вызвано тем, что в процессе обработки зоны работы фрезерных головок накладываются друг на друга и у изделия получаются ребра, одна сторона которых обработана одним шпинделем, а другая другим шпинделем. В этом случае погрешность взаимного расположения фрезерных головок и разница в диаметрах фрез непосредственно переносится на толщину данного ребра.
Цель изобретения повышение производительности и точности обработки.
С этой целью в описываемом станке, устройство для осевой и круговой подачи обечаек выполнено в виде установленных с возможностью вертикального перемещения кареток с установленным на них с возможностью поворота кольцевым столом, причем каретки снабжены общим приводом, размещенным соосно с осью поворота стола.
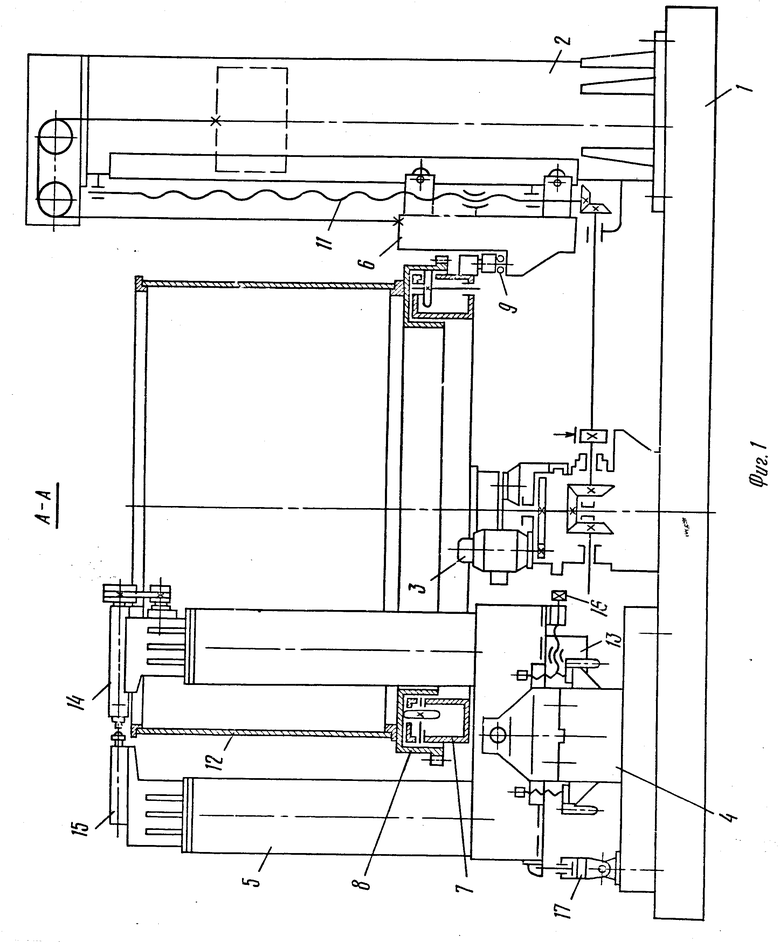
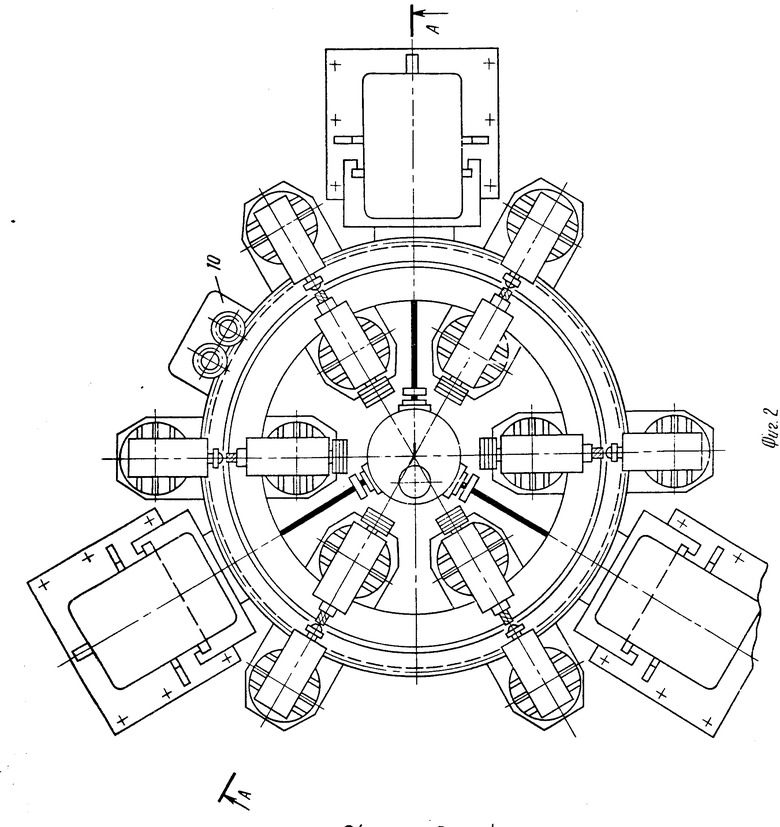
На фиг. 1 представлен общий вид станка спереди; на фиг. 2 разрез А-А на фиг. 1.
Станок включает плиту 1, на которой смонтированы три неподвижные стойки 2, привод 3 и суппорта 4 со скобами 5. Количество скоб устанавливают исходя из конструктивных особенностей обрабатываемой детали. Число скоб может быть 3,4,6,8,9 и т.д.
Углы расстановки скоб определяются схемой размещения ячеек на поверхности обечайки.
Стойки 2 имеют подвижные каретки 6, на которые тремя лапами опирается основание 7 поворотного стола 8. Лапы имеют плавающие шариковые опоры 9, исключающие заклинивание кареток из-за непараллельности стоек. Фиксация основания 7 в горизонтальной плоскости осуществляется двумя фиксаторами. В одной опоре установлен цилиндрический фиксатор, а в другой опоре ромбический (на черт.не обозначены).
Поворотная планшайба стола 8 имеет зубчатый венец и приводится во вращение безлюфтовым редуктором 10 (см. фиг. 2).
Ходовые винты 11 стоек связаны между собой общим приводом 3.
На столе 8 с помощью приспособления устанавливают и закрепляют заготовку вафельной обечайки 12.
Вокруг поворотного стола расставлены установочные суппорта 4 шарнирных скоб 5. Причем, как видно на фиг. 1, кольцевой стол 8 помещен между плечами скоб с зазором, допускающим радиальное смещение скоб при настройке станка на тот или иной диаметр обечайки.
Шарнирные скобы 5 уравновешены грузом 13.
На концах плеч скоб смонтированы фрезерные головки 14 и шаровые опоры слежения 15.
Поджим шаровой опоры к поверхности обечайки производится с помощью смещения груза 13 в горизонтальной плоскости винтом 16. Для возврата скоб в вертикальное положение, необходимое при установке обрабатываемой детали 12 в зазоре между плечами скоб, служит пневмоцилиндр 17.
Станок работает следующим образом. Поворотный стол поднимают в крайнее верхнее положение и на него устанавливают и закрепляют заготовку вафельной обечайки. Затем стол с заготовкой опускают в крайнее нижнее положение. Выверяют зазоры между торцами фрез и шаровыми опорами. Далее стол выводится в нулевое положение по углу и по высоте, включают непоказанную на чертеже систему программного управления и начинают обработку детали с осевого перемещения фрезерных головок. Этим перемещением производится врезание фрез в металл заготовки. Сочетанием двух программируемых движений по координатам Х и Y обрабатывают одновременно, например, шесть первых ячеек. Далее фрезы отходят от детали. Детали смещают для обработки следующих ячеек. Вновь производят врезание, обработка продолжается по программе до завершения всего цикла обработки.
Если на обечайке имеется ячейка, отличающаяся от остальных по форме, то по команде от системы ПУ шпиндель соответствующей фрезерной головки отключается, а по окончании обработки всех нормальных ячеек производится доработка оригинальных ячеек одним шпинделем по дополнительной программе.
Станок может обрабатывать ячейки как на внутренней, так и на наружной поверхности обечайки. Перенастройку станка осуществляют взаимной перестановкой фрезерных головок и шаровых опор.
Диапазон диаметров обрабатываемых обечаек на станке определяется шириной кольцевого стола. В случае необходимости станок может быть снабжен комплектом кольцевых столов, который обеспечит возможность обработки на одном станке различных обечаек в широком диапазоне диаметров.
Предлагаемая компоновка станка, обеспечивающая возможность установки обрабатываемой детали с вертикальным расположением оси, позволит спланировать процесс обработки ячеек обечайки таким образом, что ребра ячеек будут обрабатываться только одним шпинделем данной зоны. Поэтому ребра ячеек могут быть обработаны с более жестким допуском, чем на станках горизонтальной компоновки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ГОРИЗОНТАЛЬНЫЙ ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2465104C1 |
| СТАНОК ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2461450C1 |
| МЕТАЛЛООБРАБАТЫВАЮЩИЙ СТАНОК | 2009 |
|
RU2397049C1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1986 |
|
SU1490819A1 |
| МНОГОШПИНДЕЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК | 2003 |
|
RU2235004C1 |
| Фрезерный станок | 1986 |
|
SU1380875A2 |
| Фрезерный станок | 1978 |
|
SU764870A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 2003 |
|
RU2241577C1 |
| Фрезерный станок | 1977 |
|
SU666006A1 |
| Фрезерный станок | 1976 |
|
SU560706A1 |
МНОГОШПИНДЕЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК для обработки вафельных обечаек, включающий устройство для осевой и круговой подачи обечаек и шарнирные скобы, на концах которых закреплены фрезерные головки и шаровые опоры слежения, отличающийся тем, что, с целью повышения производительности и точности обработки, устройство для осевой и круговой подачи обечаек выполнено в виде установленных с возможностью вертикального перемещения кареток с установленным на них с возможностью поворота кольцевым столом, причем, каретки снабжены общим приводом, размещенным соосно с осью поворота стола.
МНОГОШПИНДЕЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК для обработки вафельных обечаек, включающий устройство для осевой и круговой подачи обечаек и шарнирные скобы, на концах которых закреплены фрезерные головки и шаровые опоры слежения, отличающийся тем, что, с целью повышения производительности и точности обработки, устройство для осевой и круговой подачи обечаек выполнено в виде установленных с возможностью вертикального перемещения кареток с установленным на них с возможностью поворота кольцевым столом, причем, каретки снабжены общим приводом, размещенным соосно с осью поворота стола.
| Авторское свидетельство СССР N 509353, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
