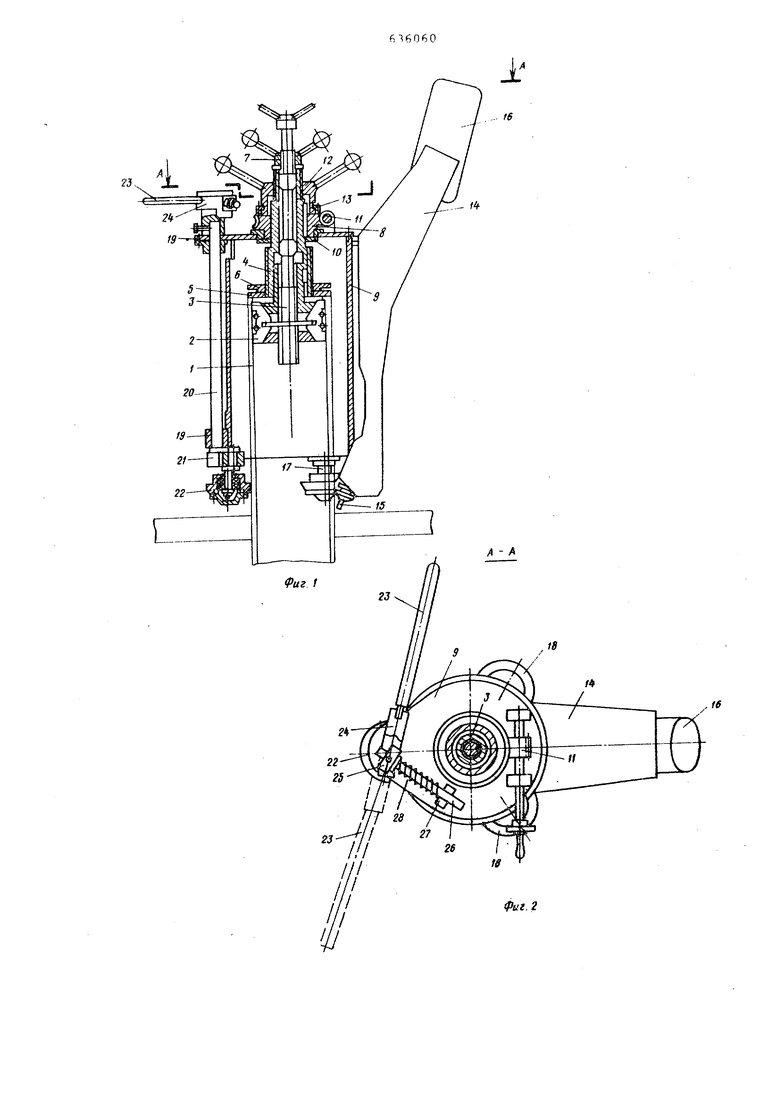
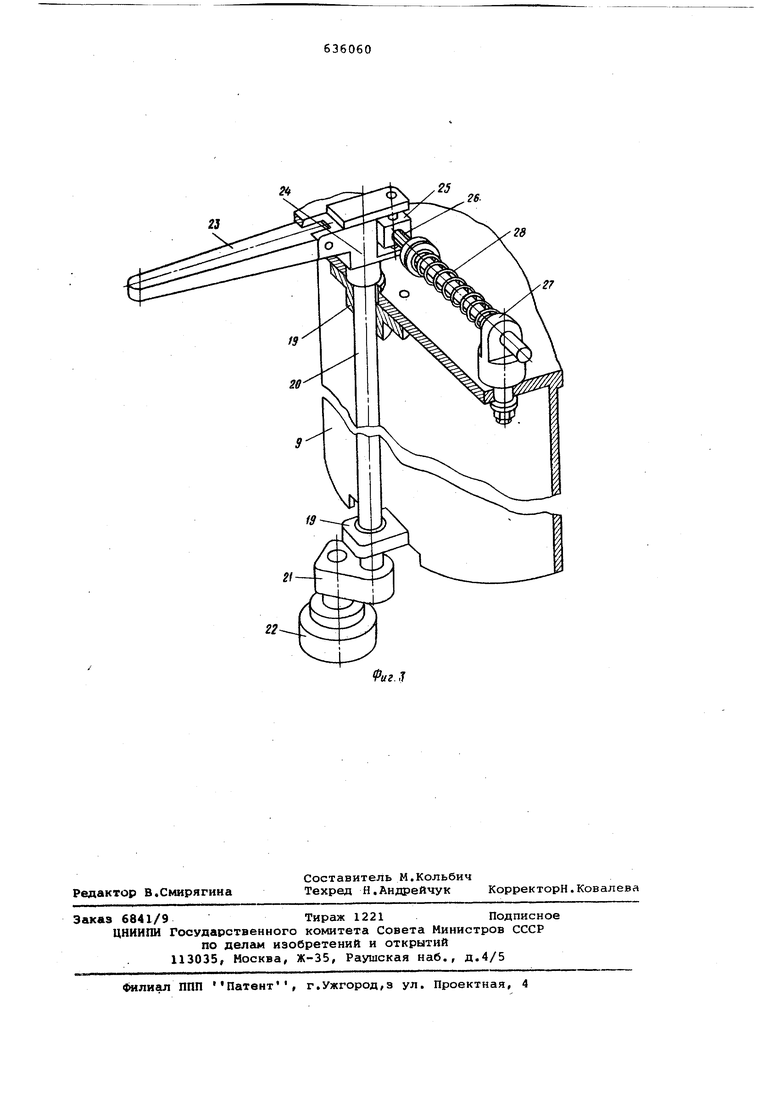
Изобретение относится к оборудованию для обработки труб и может быт использовано для обработки сварных швов, образовавшихся, например, после приварки трактов к схемам канальных атомных реакторов. Известны переносные станки, включа щие установленную с возможностью вращения разжимную оправку, инструментал ную головку и механизм осевого переме щения инструмента l . Эти станки крепятся на трубе на консоли разжимной оправки. При обработке поверхности трубы головка, несущая инструмент, имеет определенную консоль. Консольное закрепление станка и головки приводит к большим вибрациям и поломкам режущего инструмента, что не позволяет обрабатывать участки поверхности трубы, удаленные от ее конца. С целью повышения жесткости конструкции и устранения вибрации при обработке, в описываемом станке голов ка снабжена опорными роликами, по крайней мере, один ролик,подпружинен На фиг,1 представлен общий вид станка; на фиг.2 - разрез А-А фиг.1; на фиг.З - головка с подпружиненным роликом и механизмом его поджима в аксонометрии. Станок включает вставляемую в обрабатываемое изделие 1 разжимную оправку 2, на ытоке 3 которой размещена втулка 4 с регулируемым упором 5 и контргайкой 6. Упор 5 при установке станка на изделие соприкасается с его торцом, фиксируя таким образом осевое положение станка по отношению к изделию, контргайка 7, надетая на шток 3 фиксирует положение втулки 4 относительно штока 3. На втулке 4 закреплено червячное колесо 8, на котором размещена головка 9. Диском 10, установленным на червячном колесе 8, последнее зафиксировано относительно головки 9 в осевом направлении. На головке 9 установлен червяк 11, находящийся постоянно в зацеплении с колесом 8. Снабженная рукояткой гайка 12 через прикрепленную к колесу 8разрезную втулку 13 осуществляет осевую подачу головки 9. На головке 9закреплен суппорт 14, несущий фрезу 15 и ее привод 16. К головке 9 прикреплены эксцентриковые пальцы 17, на которых установлены ролики 18, Пальцы 17 могут неподвижно фиксироваться на головке в нескольких п.оложениях,устанавливая ролики 18 на различных расстояниях .от оси штока 3 в зависимости от диаметра обрабатываемого тракта. К головке 9 неподвижно прикреплены втулки 19/ несущие поворотную ось feO с кривошипом 21, эксцентриковый палец которого несет ролик 22. С прот воположной стороны к оси 20 прикрепле .на снабженная рукояткой 23 вилка 24, в которой на цапфах установлена поворотная гайка 25. Палец 26, на одном конце которого нарезана резьба, ввинчен 1 гайку 25. Второй конец пальца пропущен через установленный на голов ке 9 поворотный кронштейн 27. На паль це установлена пружина 28, управляющаяся одним концом в кронштейн 27, а другим - в буртик оси 20. Пружина 28 через вилку 24, ось 20 и кривошип 21 прижимает ролик 22 к изделию. При переводе рукоятки 23 в положение, показанное на фиг.2 пунктиром, ролик 22 удаляется от оси тракта, удерживаясь в таком положении пружиной 28. Работает станок следуквдин образом. Станок устанавливают на изделие упором 5 на торец его. Разжимную оправку закрепляют внутри тракта пово ротом рукояток штока 3 и контргайки 7 Поворотом рукоятки 23 ролики22 и 18 поджимаю ся ь тракту.Включением приво да 16 приводится во вращение фреза 15 Поворотом гайки 12 головка 9 с червяч ной парой, суппортом и фрезой смещают ся в осевом направлении по втулке 4, перемещая фрезу к обрабатываемому шву Вращением червяка 11 головка поворачивается вокруг червячного колеса, устанавливая фрезу у подлежащего обработке участка щва. После этого вращением гайки 12 осуществляют врезание и осевую подачу фрезы, а вращением червяка - перемещение фрезы по дуге обрабатываемого участка шва. После выполнения необходимого для обработки шва количества проходов фрезы, последнюю выводят из обрабатываемого шва и привод 16 выключают. При снятии станка рукоятка 23 поворачивается, освобождая ролики 22 и 18 от поджатия к изделию, контргайку 7 отпускают и поворотом рукоятки штока 3 освобождают оправку 2. Формула изобретения 1. Переносный станок для обработки сварных швов, включающий установленную с возможностью вращения разжимную оправку, инструментальную головку и механизм осевого перемещения инструмента, отличающийся тем, что, с целью повышения жесткости конструкции и устранения вибрации при обработке, головка снабжена опорными роликами, по крайней мере один ролик подпружинен. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство СССР. W 78699, кл. В 23 D 21/04, 1948.
sit
22
262д
г
| название | год | авторы | номер документа |
|---|---|---|---|
| Переносный станок для обработки сварных швов | 1977 |
|
SU727338A1 |
| Устройство для зачистки сварных швов | 1989 |
|
SU1691040A1 |
| Прецизионный станок для фрезерования пазов с точным шагом между ними | 1939 |
|
SU55497A1 |
| Переносный фрезерный станок | 1979 |
|
SU806291A1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Полуавтоматический многошпиндельный фрезерный станок для обработки лопаток турбинных и компрессорных дисков | 1947 |
|
SU78549A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |