(54) АВТОМАТ ДЛЯ ДУГОВОЙ ПРИВАРКИ ТРУБ К ТРУБНЫМ РЕШЕТКАМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для дуговой приварки труб к трубным решеткам | 1979 |
|
SU919838A2 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU837680A1 |
| Устройство для автоматической дуговой сварки труб с трубной доской | 1983 |
|
SU1133061A1 |
| Способ автоматической точечной дуговой сварки и автомат для его осуществления | 1990 |
|
SU1797548A3 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ДВУХСТОРОННЕЙ ПРИВАРКИ РЕБЕР ПРЕРЫВИСТЫМ ШВОМ | 1993 |
|
RU2094199C1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU829374A1 |
| Устройство для сборки и сварки шнеков | 1982 |
|
SU1117174A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ КОНВЕКТИВНЫХ СЕКЦИЙ ВОДОГРЕЙНЫХ КОТЛОВ | 2019 |
|
RU2717762C1 |
| УСТРОЙСТВО ДЛЯ ПРИВАРКИ УСИЛИТЕЛЯ К ПЛОСКОМУ ЛИСТУ | 2024 |
|
RU2834726C1 |
1
Изобретение относится к сварке, в частности к устройствам для сварки труб с трубными решетками, и может быть применено .в котлостроении, судостроении и других областях машиностроения.
Известен автомат для дуговой приварки труб к трубным доскам, содержащий основание на направляющих которого установлена подвижная каретка с приводом продольного перемещения и с силовым приводом ограничителя вертикального хода сварочной головки с механизмами для ее врсодения фиксации и копирования 1J.
Недостатком известного автомата является недостаточно точное копирование электродом сварного соединения, особенно при неправильной форме торца трубки, что является причиной трудноисправимых дефектов сварных труб.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому эффекту является ав- томат .для дуговой приварки труб к трубным решеткам, содержащий основания, на направляющих которого установлена приводная каретка с закрепленным на ней с возможностью поворота подпружиненным двуплечим рычагом с направляющими, на которых расположен суппорт со сварочной горелкой и механизмом для фиксации, а также копирный механизм и механизм для подачи сварочной проволоки 2j.
Недостатком автомата является невозможность его применения при приварке с малым шагом трубок длин0ных и изогнутых спиралей к коллектору из-за невозможности размещения поворотной части сварочной горелки между соседними спиралями и центрирования ее относительно оси шва.
5
Цель изобретения - обеспечение возможности сварки в затесненных монтажных условиях и повышение точности установки сварочной горелки в рабочее положение.
0
Цель достигается тем, что автомат снабжен дополнительной кареткой, установленной на направляющих двуплечего рычага,механизм для подачи сварочной проволоки закреплен на
5 вышеупомянутой дополнительной каретке, копирный механизм выполнен в виде пластинчатого шаблона с регулируемым упором, смонтированного с возможностью перемещения на направ0 лянвдих двуплечего рычага и снабженного приводом, при этом регулируемый упор пластинчатого шаблона установлен с возможностью взаимодействия с суппортом сварочной горелки. Кроме того, рабочий конец пластинчатого шаблона выполнен с Г-образным вырезом-ловителем.
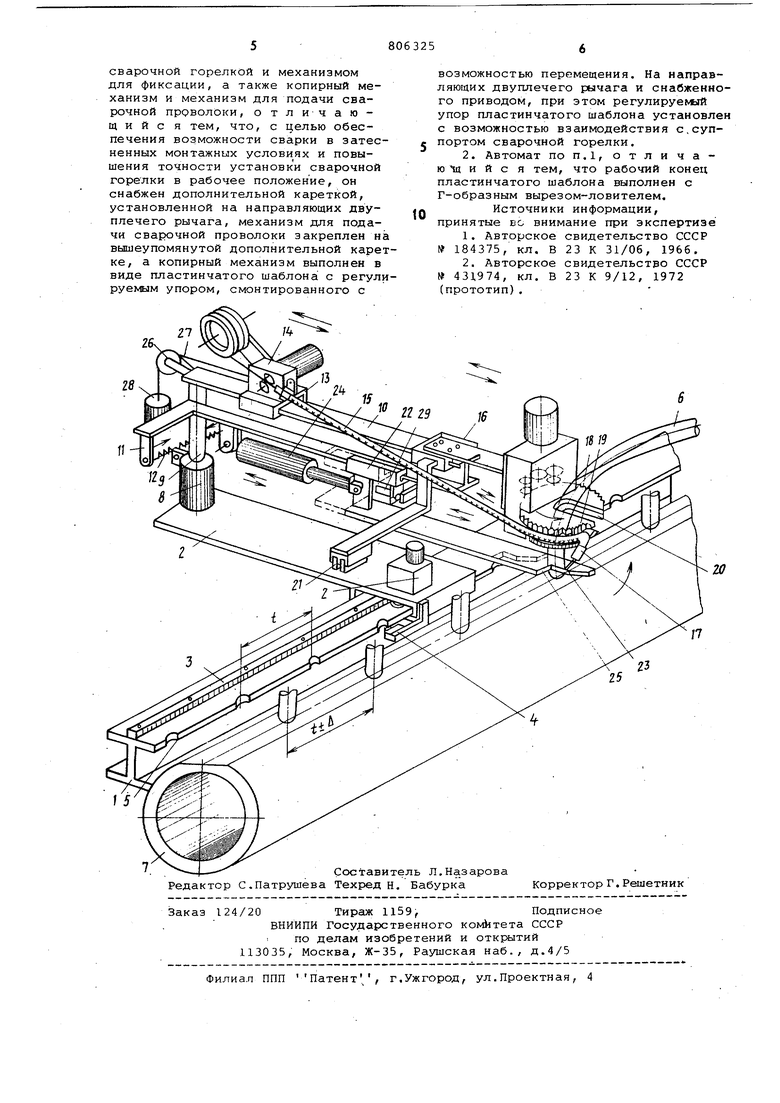
На чертеже представлен автомат, общий вид.
Автомат содержит основание 1 с продольными направляющими, на кото рых установлена приводная каретка 1, связанная с зубчатой рейкой 3. На приводной каретке 2 закреплен путевой выключатель 4,взаимодействукщий с лунками 5 на продольных направляквдих основания 1. Расстояние между лунками 5 равно шагу t между приваривае1 ими спиралями б к коллектору 7. На приводной каретке 2 закреплена втулка 8, в которой установлена с возможностью поворота ось 9, жестко связанная с двуплечим рычагом 10, который с помощью кронштейнов 11 (один на чертеже не показан) и двух пружин 12 подпружинен относительно приводной каретки 2 в направлении продольной направляющей основания 1. На направляющих двуплечего рычага 10 смонтирована дополнительная каретка 13, на которой размещен для подачи сварочной проволоки механизм 14 и жестко закреплен конец гибкой сварочной гирлянды 15, которая имеет каналы для подачи сварочной проволоки защитного газа и опленку для сварочного тока ( на чертеже не показаны) .
На направляющих двуплечего рычага 10 установлен суппорт 16, на котором закреплена сварочная горелка 17 с вращающейся зубчатой планшайбЬй 18, На планщайбе 18 соосно с ней закреплен барабан 19 с ребордой причем планшайба 18 и барабан- 19 имеют радиальный паз 20 с шириной большей диаметра привариваемой спирали б. На барабане 19 закреплен второй конец сварочной гирлянды 15, на суппорте 16 закреплен механизм 21 для фиксации, выполненный в виде электромагнита, с возможностью взаимодействия со стальной шлифованной площадкой приводной каретки 2. На направляющих двуплечего рычага 10 установлен копирный механизм 22, выполненный в виде пластинчатого шаблона 23, снабженного силовым приводом 24, например пневматическим цилиндром. Пластинчатый шаблон .23 расположен в плоскости сварки. Рабочий конец пластинчатого шаблона 23 выполнен ,с Г-образным вырезом-ловителем 25. На подпружиненном конце двуплечего рычага 10 размещен блок 26, грузовый канат. 27,прикрепленный к дополнительной каретке 13, и противовес 28.
На пластинчатом шаблоне 23 установлен регулируемый упор 29, с возможностью взаимодействия с выступами суппорта 16 сварочной горелки 17.
Автомат работает следующим образом.
В начальной момент пластинчатый шаблон 23 находится в положении, изображенном пунктирной линией на чертеже, груз 28 через каналы 27 оттягивает дополнитель ную каретку 13, которая через гирлянду 15 оттягивает суппорт 16 до упора 29. Затем начинают перемещать приводную каретку 2 по продольным направляющим основания 1, при этом пластинчатый
5 шаблон 23 и паз 20 зубчатой планшайбы 18 размещают против привариваемой спирали. Точность установки регулируют соответствующей настройкой путевого выключателя 4 относительно лунок 5. Путевой выключатель 4 Дает команду на включение силового привода 24, который перемещает пластинчатый шаблон 23 до соприкосновения выреза-ловителя 25 со спи5 ралью 6.
При соосном расположении зубчатой планшайбы 18 и спирали 6 включают электромагнит механизма 21 для фиксации и фиксируют приводную
Q каретку 2. Силовой привод 24 отводит пластинчатый шаблон 23 от спирали 6 , освобождая зону сварки. Включается механизм подачи сварочной проволоки, сварочная горелка 17 и планшайба 18 вращаются вокруг спирали б со скоростью сварки, горелка 17 сваривает угловой шов, при этом гибкая гирлянда 15 наматывается на барабан 19. После осуществления первого прихода посредством
0 путевого выключателя на планшайбе (на чертеже не показан) осуществляется реверс сварочной горелки 17 и выполняют второй сварочный проход. При реверсе планшайбы 18 гибкая
5 гирлянда 15 сматывается с барабана 19. По окончании смотки вращение барабана прекращается. Противовес 28 посредством, каната 27 натягивает дополнительную каретку 13,и гибкая
Q гирлянда 15 перемещает суппорт 16 до упора 29. в таком положении приводная каретка 2 готова к приварке следующей спирали.
Формула изобретения
на; которых расположен суппорт со
