Изобретение предназначено для автоматической дуговой сварки труб с трубной доской.
Известен автомат для дуговой приварки труб к, трубным решеткам, содержащий основание, на котором укреплена с возможностью продольного перемещения каретка, несущая горелку с копиром и механизм фиксации труб 1.
Однако при сварке этим автоматом слишком много времени затрачивается на фиксацию каждой отдельной трубки, что снижает производительность.
Известен автомат для дуговой приварки труб к трубным решеткам, содержащий основание, на направляющих которого установлена каретка с приводом продольного перемещения, несущая сварочную головку, снабженную механизмом ее вращения, фиксации и копирования 2.
Однако при использовании этого автомата механизм фиксации привариваемых трубок не обеспечивает достаточного быстродействия системы, что отрицательно влияет на производительность.
Наиболее близкой к изобретению является установка для непрерывной сварки участков ряда труб с трубной решеткой, содержащая основание с закрепленной на нем направляющей с центрирующим пальцем, несущую горелку каретку, ролики которой размещены на направляющей, привод перемещения каретки и привод вращения горелки 3.
Недостатком известной установки является необходимость центрировать каждую привариваемую трубку в отдельности, за счет чего теряется время и снижается производительность.
Целью изобретения является повыщение производительности при сварке ряда труб в трубную доску.
Поставленная цель достигается тем, что устройство для автоматической дуговой сварки труб с трубной доской, содержащее основание с закрепленной на нем направляющей с центрирующим пальцем, горелку, установленную на каретке с возможностью вращения вокруг оси стыка, ролики которой размещены на направляющей, привод перемещения каретки и привод вращения горелки, снабжено дополнительной горелкой, установленной с возможностью вращения в сторону, противоположную вращению первой горелки, относительно одной оси.
Каждая из горелок размещена на соответствующей вилке с возможностью изменения угла наклона к оси их вращения.
Предлагаемое устройство позволяет существенно повысить производительность за счет применения дополнительной горелки, и возможности вращения обеих горелок во взаимно-противоположных направлениях.
что позволяет осуществлять обварку трубки одновременно с двух сторон.
Установка горелок на вилках, позволяющих изменять угол наклона горелок относительно горизонтали, а вилок, в свою очередь, на ползущках, позволяет быстро и точно настраивать горелки на свариваемый стык. Применение телескопических валов, на которых крепятся ползущки, обеспечивает универсальность устройства и позволяет
0 сваривать трубные доски с различными диаметрами трубок.
Вращение кронщтейнов, удерживающих телескопические валы, обеспечивает копирование заданной формы сварного соединения,
г На чертеже изображено устройство, общий вид.
Устройство состоит из основания 1, на котором на колесах установлена направляющая 2, рабочая поверхность 3 которой выполнена в виде зубчатой рейки. В направляющей 2 закреплены центрирующий палец 4, фиксирующий положение свариваемого ряда трубок 5, установленных в трубной доске 6, и копирные пальцы 7. По направляющей 2 на роликах 8 размещена каретка 9. Один из роликов 10 выполнен в виде шестерни, и через вал 11, шестерни 12 и 13 связан с выходным валом 14 привода 15 перемещения каретки 9. На каретке 9 расположен привод 16 вращения, выходной вал 17 которого через щестерню 18 связан с
0 шестерней 19 вала 20. Кроме того, шестерня 18 через паразитную шестерню 21 сцеплена с шестерней 22 вала 23, телескопически установленного относительно вала 20. На валу 23 размещен кронштейн 24, на котором закреплен упор 25, обеспечивающий
5 выключение привода 16 вращения через микровыключатели 26 (Ml) и 27 (М2), а также упор 28, обеспечивающий работу микровыключателя 29 (МЗ). В кронштейне 24 расположена направляющая 30, которая может перемещаться в горизонтальной плоскости, а положение ее зафиксировано винтом 31. На направляющей 30 жестко закреплен кронштейн 32 с направляющей 33, на которой размещена ползушка 34, фиксируемая винтом 35. На втором конце
ползущки 34 установлена на винте 36 вилка 37, несущая горелку 38. Ослабляя винт 36, можно изменить угол наклона вилки 37, а следовательно, и изменить угол наклона .горелки 38.
Q На телескопическом валу 20 размещен кронштейн 39, на котором аналогично кронштейну 24 размещена полз,ушка 40, несущая вилку 41 с дополнительной горелкой 42, фиксируемую винтом 43.
Колесная тележка 44 служит для пере5 мещения устройства на второй ряд трубок 5 после осушествления сварки первого ряда. Устройство работает следующим образом.
Перед сваркой устройство устанавливают на ряд трубок 5, перемещая его на колесной Тележке 44. Положение устройства над рядом трубок 5 фиксируют центрирующим пальцем 4, устанавливая его в последнюю трубку этого ряда. По сигналу с пульта управления (не показан) на привод 15 через вал 14 и щестерни 12 и 13 вращающий момент передаемся через вал 11 щестерне 12, которая, двигаясь по зубчатой рейке 3, перемещает каретку 9 в исходное положение к первой трубке ряда таким образом, чтобы ось вращения горелок совпадала с осью этой трубки, что обеспечивается упором 28, при соприкосновении его с копирным пальцем над этой трубкой. Горелки 38 и 42 настраивают относительно свариваемой поверхности этой трубки, т. е. устанавливают угол наклона горелок, фиксируя его винтами 36 и 43, и положение ползушек 34 и 40 в соответствующих направляющих в рабочее положение. Приводом 16 горелки вращаются до установления исходного положения, когда упор 25 замыкает микровыключатель 26. Затем процесс сварки осуществляется автоматически. Возбуждается дуга и включается привод 16. При вращении вала 17 вращается через щестерни 18, 19 и вал 20. Кроме того, через щестерни 21 и 22 вращается вал 23. Вращающиеся во взаимно-противоположных направлениях щестерни 19 и .22 заставляют вращаться в тех же направлениях и телескопически установленные валы 20 и 23, которые раз орачивают в том же направлении кронщтейны 24 и 39, а следовательно, и горелки 38 и 42. При вращении горелок происходит обварка
трубки с двух сторон одновременно. Горелки вращаются до тех пор, пока упор 25 не замкнет микровыключатель 27, дающий команду на выключение привода 16, включение схемы управления (не показана) и вклю5 чепие привода 15 перемещения. Схема управления дает команду на вращение вала 17 в обратную сторону, которое происходит до тех пор, пока упор 25 не замкнет микровыключатель 26, после чего привод 16 вращения отключается, и горелки 38 и 42 не займут исходное положение. При включении привода 15 перемещения перемещается каретка 9 до следующей трубки 5 в их ряду, и это перемещение происходит до тех пор, пока упор 28 не коснется копирного
5 пальца 7, соответствующего данной трубке 5 их ряда. При этом упор 28 воздействует на микровыключатель 29, который дает команду на отключение привода 15 перемещения, включение механизма возбуждения
0 дуги (не показан) и включение привода 16 вращения. Возбуждается дуга, после чего процесс повторяется до тех пор, пока все трубки 5 ряда не будут сварены. Затем с помощью тележки 44 устройство переставляют на следующий ряд трубок 5. Таким
5 образом автоматически сваривают все трубки 5 в трубной доске 6.
Предлагаемое устройство для автоматической дуговой сварки труб с трубной доской позволяет осуществлять сварку всех
0 трубок без дополнительной наладки, что . повыщает производительность процесса изготовления трубных досок в 1,5-2 раза, так как нет необходимости в центрировании каждой трубки в ряду.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической дуговой сварки труб с трубной доской | 1985 |
|
SU1306674A1 |
| Устройство для электродуговой сварки кольцевых швов вварки труб в трубные доски | 1984 |
|
SU1268352A1 |
| Способ сварки труб с трубной решеткой | 1981 |
|
SU1007881A1 |
| Станок для сборки трубчатых теплообменников | 1977 |
|
SU657890A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| Устройство для автоматической сварки неповоротных кольцевых стыков | 1983 |
|
SU1117169A1 |
| Автомат для дуговой приварки трубК ТРубНыМ РЕшЕТКАМ | 1977 |
|
SU806325A1 |
| Переносное устройство для электродуговой обварки трубок | 1961 |
|
SU140513A1 |
| Двухдуговая головка для сварки кольцевых швов | 1980 |
|
SU925595A1 |
| Устройство для автоматической сварки внутренних кольцевых швов | 1982 |
|
SU1026996A1 |
1. УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ ТРУБ С ТРУБНОЙ ДОСКОЙ, содержащее осно1 вание с закрепленной на нем направляющей с центрирующим пальцем, горелку, установленную на каретке с возможностью вращения вокруг оси стыка, ролики которой размещены на направляющей, привод перемещения каретки и привод вращения горелки, отличающееся тем, что, с целью повыщения производительности, оно снабжено дополнительной горелкой, установленной с возможностью вращения в сторону, противоположную вращению первой горелки, относительно одной оси. 2. Устройство по п. 1, отличающееся тем, что каждая из горелок размещена на соответствующей вилке с возможностью изменения угла наклона к оси их вращения. / 00 со о сь J7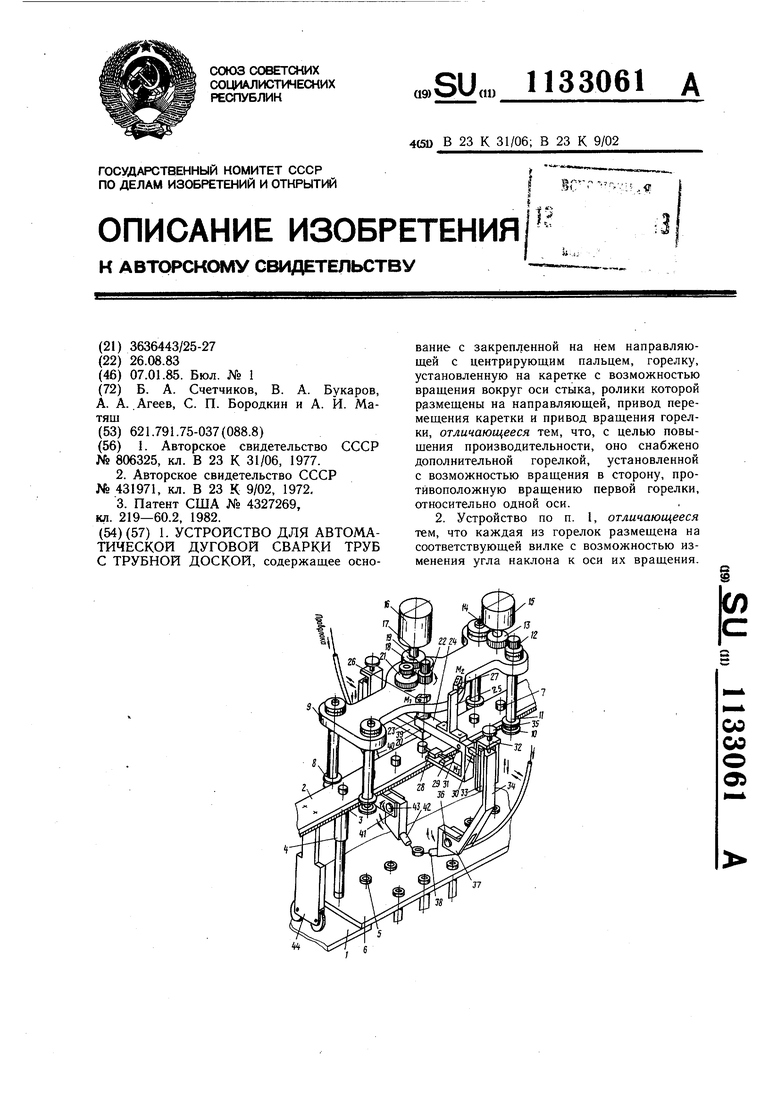
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автомат для дуговой приварки трубК ТРубНыМ РЕшЕТКАМ | 1977 |
|
SU806325A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
