(54) АВТОМАТ ДЛЯ ДУГОВОЙ ПРИВАРКИ ТРУБ , К ТРУБНЫМ РЕЖТКАМ

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для дуговой приварки трубК ТРубНыМ РЕшЕТКАМ | 1977 |
|
SU806325A1 |
| Устройство для автоматической дуговой сварки труб с трубной доской | 1983 |
|
SU1133061A1 |
| Устройство для сборки и сварки шнеков | 1982 |
|
SU1117174A1 |
| Устройство для тепловой обработки металла | 1983 |
|
SU1155404A1 |
| Установка для сварки труб в трубных досках | 1986 |
|
SU1412919A1 |
| Устройство для сварки плоских криволинейных швов | 1980 |
|
SU935240A1 |
| Устройство для сварки плоских криволинейных швов | 1981 |
|
SU998066A2 |
| Устройство для автоматической сварки угловых швов | 1983 |
|
SU1123819A1 |
| Устройство для приварки труб к трубным доскам | 1982 |
|
SU1186444A1 |
| Устройство для сварки | 1985 |
|
SU1279782A1 |
1
Изобретение относится к устройствам для дуговой сварки труб, в частности для приварки труб к трубным решеткам.
По ocHOBHC iy авт. св. № 806325 известен аппарат, который снабжен кареткой, установленной на направляющих двуплечего рычага, механизм подачи проволоки закреплён на упомянутой каретке, а копирный механизм выполнен в виде пластинчатого шаблона с регулируе1 1м упором, вмонтирован на направляющей двуплечего рычага с возможностью перемещения и снабжен приводом, при этом регулируемый упор 18заимодействует с суппортом сварочной горелки. Рабочий конец пластинчатого шаблона выполнен с Г-образным вырезом - ловителем. При работе этого устройства в автоматическом режиме сварочная горелка самоустанавливается относительно приваренной трубы по двум направлениям в горизонтальной плоскости р.
В результате упругих деформаций и отклонений от номинальных размеров изделия нарушается точность установки сварочной горелки по высоте. Это приводит к снижению качества сварки, повьш1ению точности сборки и изготовления деталей изделия, что нецелесообразно, например, при производстве котельного оборудования.
Целью изобретения является расши10рение технологических возможностей аппарата, повьшение качества сварки.
Цель достигается тем, что автомат снабжен вертикальным суппортом с подвижной кареткой, жестко связанным
IS с суппортом сварочной горелки, при этом копиршлй механизм креплен на вертикальном суппорте, подвижная каретка снабжена электромагнитным фиксатором и подпружинена, а рабочий
20 конец пластинчатого шаблона выполнен со скосом нижней кромки.
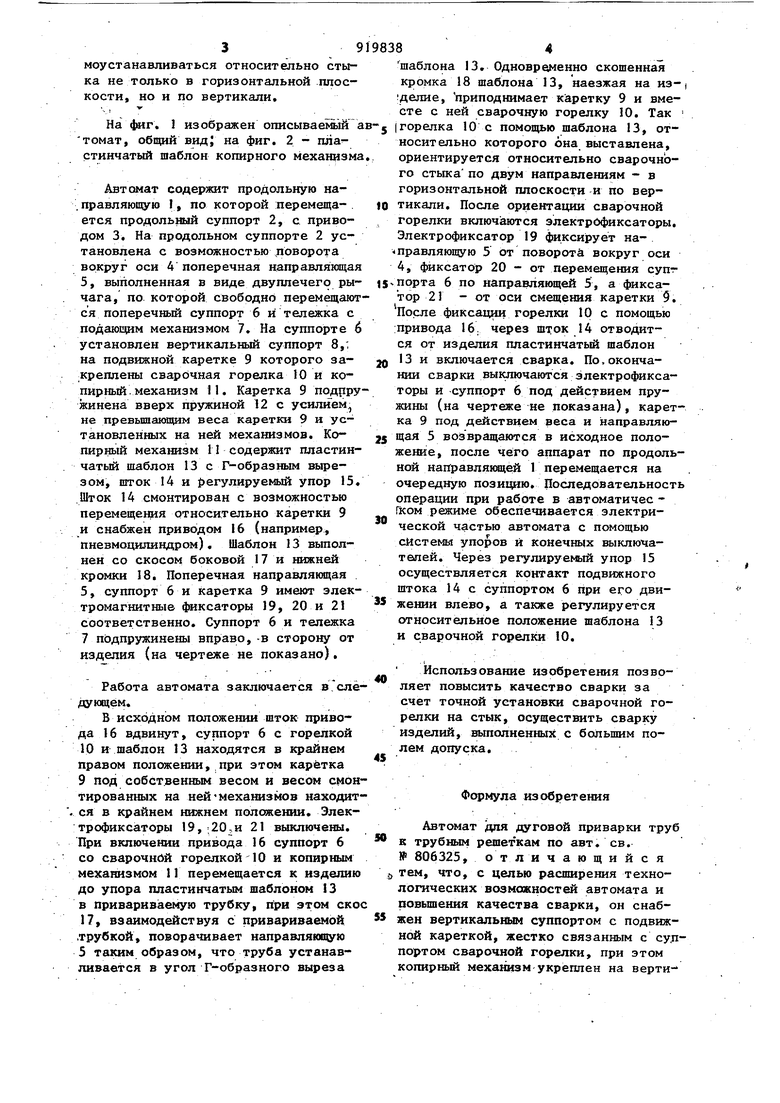
Такое конструктивное решение дает возможность сварочной горелке самоустанавливаться относительно стыка не только в горизонтальной плоскости, но и по вертикали. г, 1 изображен описываемый томат, общий BHflJ на фиг, 2 - дпа стинчатый шаблон копирного механизм Автомат содержит продольную на.правляющую I, по которой перемещается продольный суппорт 2, с приводом 3, На продольном суппорте 2 установлена с возможностью .поворота вокруг оси 4 поперечная направляющая 5, выполненная в виде двуплечего рычага, по которой свободно перемещают ся поперечный суппорт 6 и тележка с подающим механизмом 7, На суппорте 6 установлен вертикальный суппорт 8,; на подвижной каретке 9 которого за.креплены сварочная горелка 10 и копир ный. механизм 11, Каретка 9 подрру жинена вверх пружиной 12 с усилй ем., не превышакяцим веса каретки 9 и установленных на ней механизмов, Копирный механизм 11 содержит пластинчатый шаблон 13 с Г-образным вырезом, шток 14 и { егулируемый упор 15 Шток 14 смонтирован с возможностью перемещения относительно каретки 9 и снабжен приводом 16 (например, пневмоцшшндром) , Шаблон 13 выполнен со скосом боковой 17 и нижней кромки 18, Поперечная направлянщая 5, суппорт 6 и каретка 9 имеют элек тромагнитные фиксаторы 19, 20 и 21 соответственно. Суппорт 6 и тележка 7 подпружинены вправо, -в сторону от изделия (на чертеже не показано). Работа автомата заключается в,сле дующем, В исходном положении шток привода 16 вдвинут, суппорт 6 с горелкой 10 и шаблон 13 находятся в крайнем правом положении, при этом каретка 9 под собственным весом и весом смон тированных на нейМеханизмов находит ся в крайнем нижнем положении, Злектрофиксаторы 19,:20,и 21 выключены. При включении привода 16 суппорт 6 со сварочной горелкой 10 и копирным механизмом 11 перемещается к изделию до упора пластинчатым шаблоном 3 в привариваемую трубку, при этом ско 17, взаимодействуя с привариваемой .трубкой, поворачивает направляющую 5 таким образом, что труба устанавливается в угол Г-образного выреза шаблона 13, Одновременно скошенная кромка 18 шаблона 13, наезжая на из-) делие, приподнимает каретку 9 и вместе с ней сварочную горелку 10, Так (горелка 10 с помощью шаблона 13, относительно которого она выставлена, ориентируется относительно сварочного стыкапо двум направлениям - в горизонтальной плоскости и по вертикали. После ориентации сварочной горелки включаются электрофиксаторы. Электрофиксатор 19 фиксирует направляющую 5 от поворота вокруг оси 4, фиксатор 20 - от перемещения супт порта 6 по направляющей 5, а фиксатор 21 - от оси смещения каретки 9, После фиксации горелки 10 с помощью :привода 16. через шток 14 отводится от изделия пластинчатый шаблон 13 и включается сварка. По.окончании сварки выключаются электрофиксаторы и суппорт 6 под действием пружины (на чертеже не показана), каретка 9 под действием веса и направляющая 5 возвращаются в исходное положение, после чего аппарат по продольной найравляняцей 1 перемещается на очередную позицию. Последовательность операции при работе в автоматичес Гком режиме обеспечивается электрической частью автомата с помощью системы упоров и конечных выключателей. Через регулируемый упор 15 осуществляется контакт подвижного штока 14 с суппортом 6 при его движении влево, а также регулируется относительное положение шаблона 13 и сварочной горелки 10, Использование изобретения позволяет повысить качество сварки за счет точной установки сварочной горелки на стык, осуществить сварку изделий, выполненных с большим полем допуска. Формула изобретения Автомат для дуговой приварки труб к трубным решеткам по авт, св. № 806325, отличающийся тем, что, с целью расширения технологических возможностей автомата и повьш1ения качества сварки, он снабжен вертикальным суппортом с подвижной кареткой, жестко связанным с суппортом сварочной горелки, при этом копирный механизм укреплен на BepTH-
кальном суппорте, подвижная каретка Источники информащт,
снабжена электромагнитным фиксатором принятые во внимание при экспертизе
и подпружинена, а рабочий конец пластинчатого шаблона выполнен cd. скосом нижней -кромки..
I. Авторское свидетельство СССР по заявке № 2454637/25-27,
а кл. В 23 К 31/06, 15.02.77.
IS
(риг-l
