Изобретение относится к оборудованию для сборки и сварки и может быть использовано в сельскохозяйственном машиностроении, в частности при изготовлении шнеков жаток зерноуборочных комбайнов.
Известно устройство для сборки и сварки шнеков, преимущественно трубы с лентами и ребрами жесткости содержащее установленные на станине переднюю и заднюю бабки со шпинделями для крепления трубы шнека, оди из которых оснащен фиксатором угла поворота последней, и каретки с механизмами ориентации привариваемы лент шнека относительно трубы шнека, приводными суппортами с закреплными на них механизмами поштучной вьщачи ребер жесткости шнека, сварочными головками для приварки лент шнека к трубе шнека, сварочными головками для приварки ребер жесткости к трубе и лентам шнека и механизмами ориентации суппортов l .
Недостатком известного устройства является невозможность автоматической приварки лент по концам трубы шнека, так как фиксация трубы шнека при повороте производится через определенный угол, а шаг ленты колеблется. Кроме того, недостатком устройства является низкое качество сварного соединения лент шнека с трубой, так как сварочная горелка приварки ленты шнека к трубе перемещается прямолинейно, а сты между лентой и трубой представляет собой винтовую линию.
Цель изобретения - повышение качества путем обеспечения автоматической сварки шнеков на их конечных .участках.
Указанная цель достигается тем, что в устройстве для сборки и сварки шнеков, преимущественно трубы с лентами и ребрами жесткости, содержащем установленные на станине переднюю и заднюю бабки со шпинделями для крепления трубы шнека, оди из которых оснащен фиксатором угла поворота последней, и каретки с механизмами ориентации привариваемых лент шнека относительно трубы шнека, приводными суппортами с закрепленными на них механизмами поштучной вьщачи ребер жесткости шнека, сварочными головками для приварки лент шнека к трубе шнека, сварочны742
ми головками для приварки ребер жесткости к трубе и лентам шнека и механизмами ориентации суппортов, каждая каретка снабжена дополнительнътн суппортом, расположенным на каретке со стороны размещения соответствующей бабки, дополнительный суппорт оснащен копирным механизмом, выполненным в виде установленной на дополнительном суппорте стойки с направляюгцим дуговым пазом с центром по оси шпинделей и ползуна, установленного с возможностью перемещения в . указанном пазу стойки, стойка установлена с возможностью наклона, а сварочная головка для приварки ленты шнека к трубе шнека смонтирована на ползуне копирного механизма, один из шпинделей оснащен дополнительным фиксатором угла поворота трубы шнека, а каждая каретка снабжена дополнительным механизмом поворота трубы шнека.
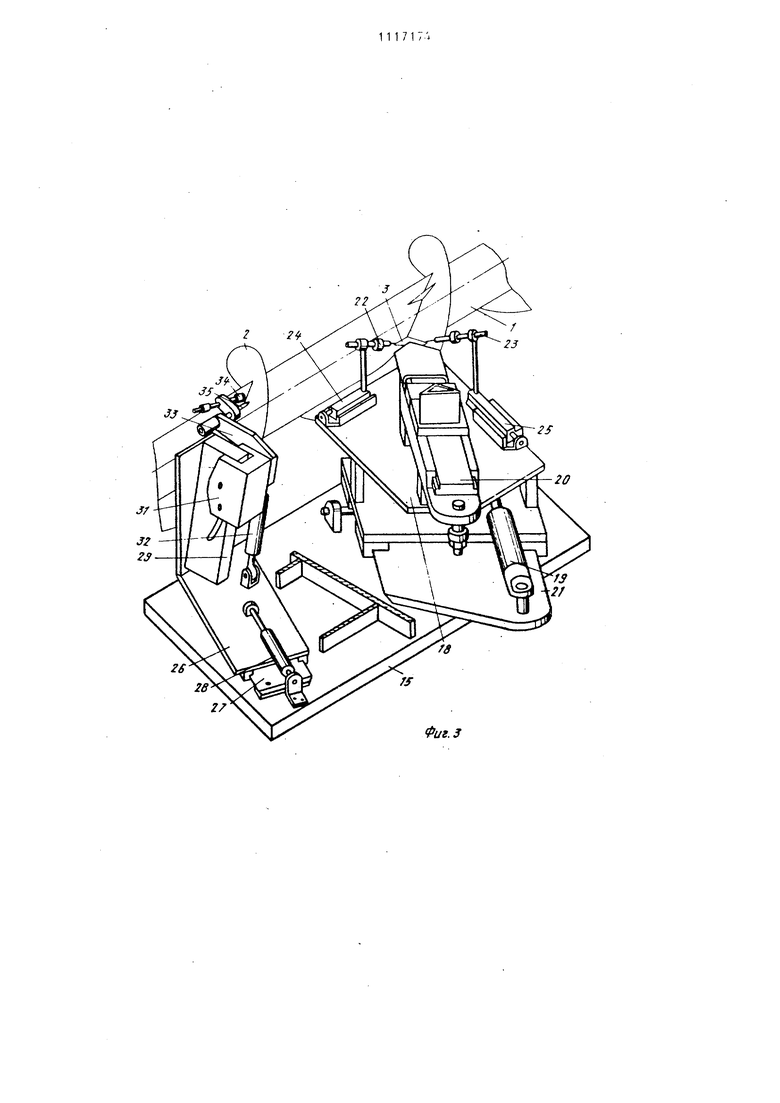
На фиг. 1 изображена кинематическая схема предлагаемого устройства-, на фиг. 2 - каретка, видj на фиг, 3 - то же, без механизма ориентации ленты шнека относительно трубы шнека и нес},тцего его кронштейна; на фиг. 4 - копирный механизм; на фиг. 5 - разрез А-А на фиг. 4-, на фиг. 6 - дополнительный механизм поворота.
Установка для сборки и сварки шнеков, преимущественно труб 1 с лентами 2 и ребрами 3 жесткости, содер5КИТ установленные на станине 4 переднюю 5 и заднюю 6 бабки со шпинделями 7 и 8 с приводами 9 и 10, при этом шпиндель 7 оснащен фиксатором 11 угла поворота трубы 1 шнека с приводом 12. а шпиндель 8 оснащен дополнительным фиксатором 13 угла поворота трубы 1 шнека с приводом 14, и .каретки 15 и 16, каждая с механизмом 17 ориентации привариваемых лент 2 шнека относительно трубы, приводными суппортами 18, с приводом 19 перемещения и закрепленным на суппорте механизмом 20 поштучной выдачи ребер 3 жесткости, с механизмом 21 ориентации приводного суппорта. На приводном суппорте 18 установлены сварочные головки 22 и 23 приварки ребер жесткости к трубе и лентам шнека с приводами 24 и 25.
Каждая каретка 15 и 16 снабжена дополнительным суппортом 26, уста3новленным на направляющей 27 и снаб женным приводом 28, Дополнительный суппорт 26 оснащен копирным механизмом, выполненным в виде стойки 29 с направляющим дуговым пазом 30 с центром на оси шпинделей и ползуна 31, установленного с возможностью перемещения в указанном пазу 30 стой ки 29 от привода 32. На ползуне 31 закреплен кронштейн 33 со сварочной головкой 34 для приварки лент к трубе щнека и копирным щупом 35. Каждая каретка 15 и 16 снабжена механизмом перемещения, включающим соответственно гидррдвигатели 36 и 37 и шестерни 38 и 39, входящие в зацепление с рейками 40 и 41,закрепленными на станине 4, и дополнительным механизмом поворота, выполненным в виде размещенного в нап равляющей 42, закрепленной на карет ке, ползуна 43, соединенного с приводом 44, оснащенного роликом 45. Устройство для сборки и сварки шнеков работает следующим образом. Труба 1 с предварительно надетыми винтовыми лентами, прикрепленными одним концом к средней части тру бы, устанавливается между передней и задней бабками 5 и 6 и с помощью приводов 9 и 10 зажимается шпинделя ми 7 и 8 . Каретки 15 и 16 своими механизмами 17 ориентации лент зажимают винтовые ленты 2. Фиксаторы 11 и 13 с помощью приводов 12 и 14 расфиксируют шпиндели 7 и 8, после чего включаются гидродвигатели 36 и 37, которые с помощью шестерен 38 и 39, входящих в зацепление с рейками 40 и 41, перемещают соответственно каретки 15 и 16 от середины трубы к ее краям. При этом труба 1 вращается с винтовыми лентами 2 за .счет перемещения кареток от действи тангенциальной составляющей усилия, создаваемого механизмами 17 ориентации лент. При повороте трубы шнека на определенный угол шпиндель 7 фиксируе ся от проворота фиксатором 11, таки образом вращение трубы прекращается а растяжение лент 2 будет продолжат ся до тех пор, пока не будут вытянуты с определенным усилием, достаточным для полной выборки зазорав между трубой 1 и лента4и2, которое контролируется в гидросистеме приво да кареток. После этого суппорт 26 744 приводом 28 подается в рабочую зону, щуп 35 входит в контакт с лентой 2. Привод 32 перемещает ползун 31 по пазу 30 головки 34,производит приварку ленты 2 к трубе 1. Благодаря такой конструкции копирного механизма все подвижные точки системы копирования траектории сварочного шва движутся по окружностям, концентрическим с трубой щнека, и одновременно смещаются вдоль оси устройства на расстояние, пропорциональное щагу ленты шнека, а погрешность по шагу компенсируется за счет контакта щупа 35 и ленты 2. После сварки суппорт 26 отходит назад, а привод 32 возвращает ползун 31 в исходное положение, фиксатор 11 расфиксирует шпиндель 7 и сварка последуюпутх участков лент производится аналогично описанному. Когда каретки 15 и 16 перемещаются на расстояние, равное шагу винтовых лент 2, а труба 1 соответственно сделает полный оборот, суппорт 18 оказывается у приваренного конца ленты 2, тогда привод 19 перемещает суппорт 18 в рабочую зону, а механизм 21 ориентации автоматически ориентирует его относительно трубы 1и ленты 2. Механизм 20 поштучной выдачи ребер жесткости подает ребро 3 в зону сварки и прижимает его к трубе 1 и ленте 2, сварочные головки 22 и 23, перемещаемые приводами 24 и 25, производят приварку ребра 3 к трубе 1 и ленте 2 соответственно, после чего суппорт 18, механизм 20 поштучной выдачи ребер жесткости и головки 22 и 23 возвращаются в исходное положение. При достижении механизмом 17 ориентации ленты 2конца трубы 1 шпиндель 8 фиксируется фиксатором 13, далее производится растяжка и приварка конечного участка ленты 2, после чего механизм 17 ориентации ленты расжимается, а в контакт с лентой 2 приводом 44, перемещаюшзим ползун 43 в направляющей 42, вводится ролик 45, обеспечивающий вращение шнека при дальнейшем перемещении кареток 15 и 16 при установке ребер 3 на последнем витке лент 2. Далее фиксатор 13 высвобождает шпиндель 8, а фиксатор 11 продолжает фиксировать шпиндель 7 через заданный угол поворота до окончания процесса. По
J
окончании сварки ребер 3 на последних витках лент 2 все механизмы кареток 15 и 16 и сами каретки возвращаются в исходное положение, одновременно шпиндели 7 и 8 приводамя 9 и 10 соответственно выводится из контакта с трубой 1 и изделие выгружается.
Предлагаемое устройство по сравнению с известным позволяет обеспе7174 .
чить более качественное сварное соединение лент шнека с трубой и ребер жесткости с лентами и трубой шнека, а также обеспечить приварку лент 5 к концам трубы и может быть использовано для. сварки шнеков различных конструкций и типоразмеров, с ребрами жесткости и без них, со встречными и односторонними навивками.


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической приварки ребер жесткости к плоскому полотнищу | 1977 |
|
SU747649A1 |
| УСТРОЙСТВО для АВТОМАТИЧЧЕСКОЙ СВАРКИ | 1971 |
|
SU292746A1 |
| Устройство для автоматической сварки угловых швов | 1983 |
|
SU1123819A1 |
| Устройство для сборки и сварки металлоконструкций | 1985 |
|
SU1286386A1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Автомат для дуговой приварки труб к трубным решеткам | 1979 |
|
SU919838A2 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ДВУХСТОРОННЕЙ ПРИВАРКИ РЕБЕР ПРЕРЫВИСТЫМ ШВОМ | 1993 |
|
RU2094199C1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Автомат для дуговой приварки трубК ТРубНыМ РЕшЕТКАМ | 1977 |
|
SU806325A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1673339A1 |


УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ШНЕКОВ, преимущественно трубы с лентами и ребрами жесткости, содержащее установленные на станине переднкяо и заднюю бабки со шпинделями для крепления трубы шнека, один из которых рснащен фиксатором угла поворота последней, и каретки с механизмами ориентации привариваемых лент шнека относительно трубы шнека, приводными суппортами с закрепленными на них механизмами поштучной выдачи ребер жесткости шнека, сварочными головками для приварки яент шнека к трубе шнека, сварочньми головками для приварки ребер жесткости к трубе и лентам шнека и механизмами ориентации суппортов, о тличающееся тем, что, с целью повьш1ения качества путем обеспечения автоматической сварки шнеков на их конечных участках, каждая каретка снабжена дополнительными суппортом, расположенным на каретке со стороны размещения соответст вующей бабки, дополнительный суппорт оснащен копирным механизмом, выполненным в виде установленной на дополнительном суппорте стойки с направляющим дуговым пазом с центром по оси шпинделей и ползуна, ус(Л тановленного с возможностью перемещения в указанном пазу стойки, стойка установлена с возможностью наклона, а сварочная головка для приварки ленты шнека к трубе шнека смонтирована на ползуне копирного механизма, один из шпинделей оснащен дополнительным фиксатором угла поворота трубы шнека, а казкдая каретка снабжена дополнительным механизмом поворота трубы шнека. 
2в
27
Фиг.З
Фиг. 6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гигростат | 1977 |
|
SU659079A3 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
