(54) СПОСОБ УПРАВЛЕНИЯ СОРГЙРОВКОЙ ШТУЧНЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления сортировкой штучных грузов на конвейере | 1987 |
|
SU1475872A1 |
| Устройство для управления сортировкой штучных изделий | 1978 |
|
SU880911A1 |
| Устройство управления сортировкой штучных грузов | 1987 |
|
SU1450891A1 |
| Устройство управления сортировкой лесоматериалов | 1979 |
|
SU856592A1 |
| Устройство для управления сортировкой лесоматериалов | 1980 |
|
SU980867A1 |
| Устройство для управления сортировкой штучных грузов | 1976 |
|
SU647201A1 |
| УСТРОЙСТВО для СОРТИРОВКИ И УКЛАДКИ В НАКОПИТЕЛИБРЕВЕН | 1968 |
|
SU207111A1 |
| УСТРОЙСТВО для УПРАВЛЕНИЯ СОРТИРОВКОЙ ШТУЧНЫХ ГРУЗОВ. | 1971 |
|
SU307962A1 |
| Устройство для управления сортировкой штучных изделий | 1982 |
|
SU1375535A1 |
| Устройство для управления сбрасыванием штучных грузов с конвейера | 1977 |
|
SU666532A1 |
I
Изобретение относится к области управления процессами сортировки на конвейере, например для сортировки деловой древесины, на предприятиях лесной н деревообрабатывающей промышленности.
Известен способ управления сортировкой штучных изделий на конвейере, заключающийся в заказе адресов изделий, фиксации тиктупления каждого изделия на конвейер датчиков начала отсчета н копировании линейных перемещений конвейера 1.
Известен также способ управления сортировкой штучных изделий на конвейере путем заказа адресов изделий, фиксации поступления изделий на конвейер, копировании линейных перемещений конвейера и вьщачи сигнала на сброс изделия по месту заказа адреса, в котором копирование линейных перемещений конвейера осуществляют при прохождении им фиксированной длины и по результатам копирования линейных перемещений проводят кор;ректнровку адресов 2.
Однако известные способы н& обеспечивают высокой точности копирования линейных пер&
|Мещений штучных изделий на конвейере, что приводит к неточной выдаче управляющих сигналов на сортировку. Это обусловлено тем, что конвейер удлиняется в зависимости от его технического состояния (износа бесконечного тягового органа н туеров), распределения массы тягового органа и сортируемых изделий на конвейере, погодных условий и т.д.
Цель изобретения - повышение точности сортировки.
Поставленная цель достигается тем, что линейные перемещения конвейера копируют на участке длины не менее длины сортируемого изделия, после чего по результатам копирования осуществляня корректировку сигнала на сброс.
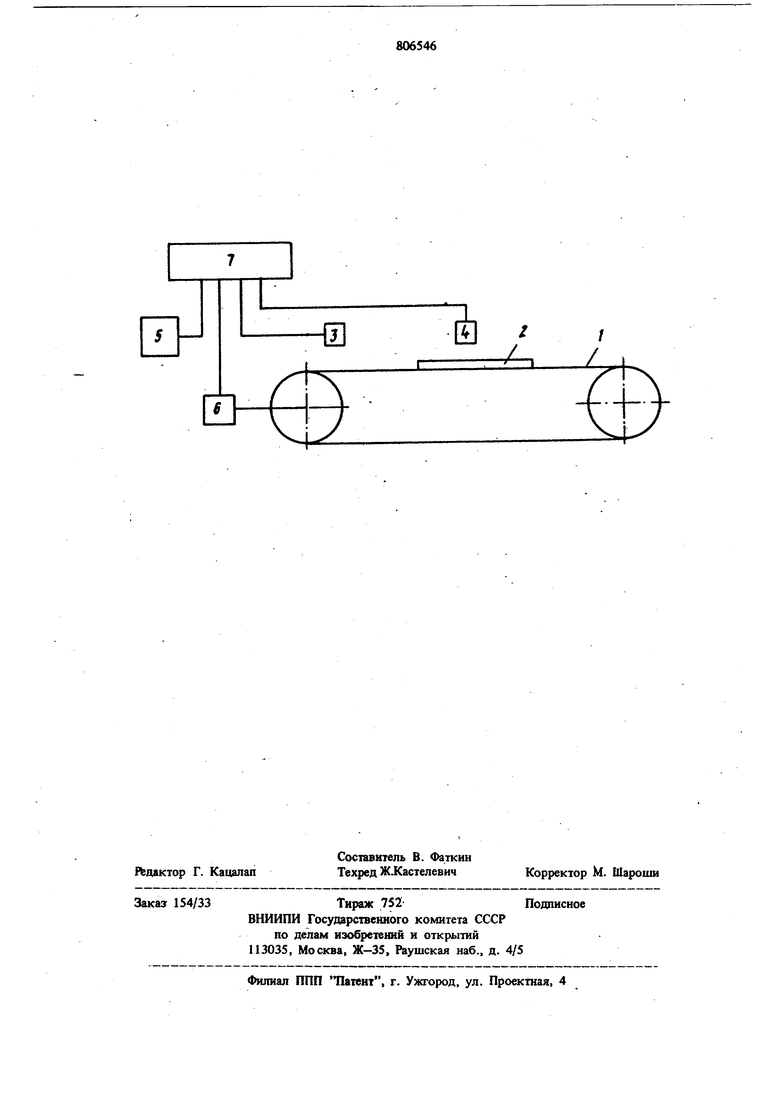
На чертеже изображена блок-схема для реализации способа управления сортировкой штучньрс изделий на конвейере.
Способ управления сортировкой штучных изделий на кошейере заключается в том, что ш конвейер 1 подают изделие 2, производят фиксацию его поступления датчиком 3 положения, установленным в начале конвейера 1. Вто.3 рой датчик 4 положения установлен в зоне действия конвейера. Кроме того, осуществляют заказ адресов изделий, заключающийся в том, что посредством задатчика 5 адресов задают адрес сортировки изделий 2. Когда конвейер 1 с изделием 2 перемещается на фиксированную длину, зто линейное перемещение копируют посредством датчика 6 углового перемещения, установленного на туере конвейера Г. По результатам копирования линейных перемещений проводят корректировку адресов. Датчики 3, 4, 6 и датчик 5 адресов связаны с вьинслительным устройством 7, управляющи сортировкой. Способ осуществляется следующим образом. Заказанное задатчиком 5 адресов изделие 2 поступает на конвейер 1, где фиксируется датчиком 3 положения, который дает команду вычислительному устройству 7 на начало копирования движения изделия по конвейеру с помощью датчика 6 углового переммцения. Датчик 4 положения регистрирует прохождение мимо него сортируемого изделия 2 известной из заказа длины, отмечает также прохождение конвейером 1 фиксированной длины. Вычислительное устройство 7 измеряет при этом угловое перемещение туера конвейера 1 посредством датчика 6 углового перемещения и по получе}шым результатам корректирует адреса сортируемых изделий 2. При зтой операции корректируется или масщтабный коэффициент, переводящий угловое перемещение туера в линейное перемещение конвейера 1, или расстояние до места сброски сортируемого изделия 2 от датчика 3 положения по формулам; где к - скорректированный масшгабный коэффициент; К - нескорректированный масштабный коэффициент; о - фиксированная длина; ( - угловое перемещение туера при про- хождении конвейером длины 6 j Н-- скорректированное расстояние до ц -то места сброски; нескорректированное расстояние до 4 -го места сброски; (f - угловое перемещение туера до е,-го места сброски. Предлагаемый способ управления сортировкой щтучных изделий на конвейере позволяет повысить точность контроля и управления сортировкой на конвейерах как содносторонней, так и с двухсторонней сброской. Кроме того, он более экономичен, чем известные. Формула изобретения Способ управления сортировкой ппучных изделий на конвейере путем заказа адресов изделий, фиксации пост}шления изделий на конвейер, копировании линейных перемещений конвейера и вьщачи сигнала на сброс изделия по месту 3aka3a адреса, отличающийся тем, что, с целью повышения точности сортировки, линейные перемещения конвейера копируют на участке длины не менее длины сортируемого изделия, после чего по результатам копирования осуществляют корректировку сигнала на сброс. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР N 336236, кл. В 65 G 47/46, 1968. 2.Вильке Г. А. Автоматизация производственных процессов лесопромышленных предприятий. М., Лесная промышленность, 1972, с. 204-208, 210-242 (прототип).
