1
Изобретение относится к управлению процессами сортировки штучных грузов на конвейере и может быть использовано для сортировки круглых лесоматериалов на предприятиях лесной и деревообрабатывающей промышленности.
Целью изобретения является повышение точности сортировки.
На чертеже представлена схема устройства для осуществления способа. Согласно предлагаемому способу управления сортировкой штучных грузов на конвейере, включающему задание адреса груза, фиксацию момента поступления груза на конвейер, копирование линейных перемещений конвейера на участке фиксированной длины для определения масштабных коэффициентов и выдачу сигнала на сброс изделия по месту заказа адреса, масштабные коэффициенты определяют при движении конвейера последовательно по отрезкам его тягового органа, длина каждого из которых не меньше участка фиксированной длины, а расстояние, пройденное изделием от момента фиксации поступления его на конвейер, определяют по формуле
п ,-К„ i i
где 1Н- расстояние, пройденное изделием от начала отсчета до места сброски;
я, - количество импульсов, отсчитанных генератором импульсов за время нахождения изделия на конвейере при прохождении ,-го отрезка тягового органа участка фиксированной длины;
К, - масштабный коэффициент t-ro отрезка тягового органа;
т - номер последнего для данного отрезка тягового органа, который зарегистрирован на участке фиксированной длины.
4
01
ос j to
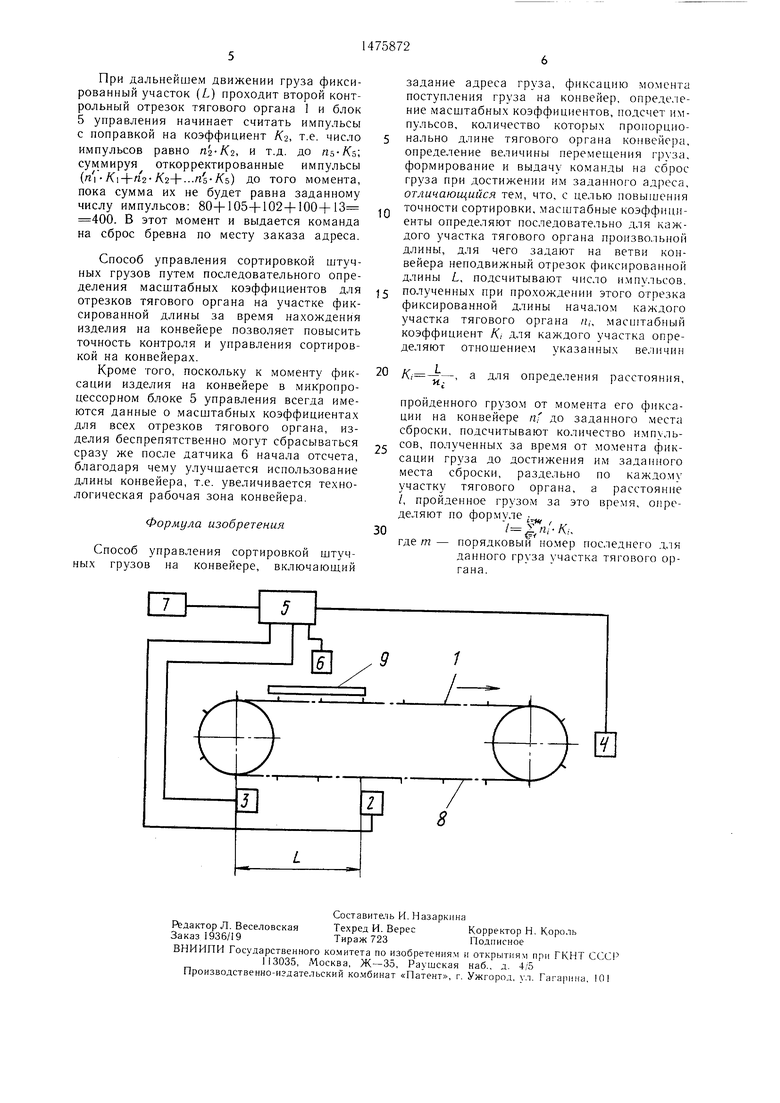
На чертеже изображена блок-схема для реализации способа управления сортировкой штучных грузов.
Способ управления сортировкой штучных грузов на конвейере 1 реализуется с помощью системы управления, включающей датчики 2 и 3 положения, генератор 4 импульсов, связанный с ведущим туером и вырабатывающий импульсы синхронно вращению туера. Указанные элементы соединены с микропроцессорным блоком 5 управления, с которым также соединены установленный в начале конвейера датчик 6 начала отсчета и пульт 7 управления.
Способ управления сортировкой штучных грузов осуществляют следующим образом.
После начала движения конвейера 1 фиксируют прохождение первой траверсой 8 тягового органа датчика 2 (первая траверса - ближайшая к датчику). Одновременно генератор 4 импульсов отсчитывает количество импульсов за период прохождения этой траверсой расстояния / - участка фиксированной длины между датчиками 2 и 3. Для этого после отсчета заранее заданного числа импульсов выдается сигнал на подготовку к срабатыванию датчика 3 - второго датчика участка фиксированной длины - при подходе к нему траверсы, зафиксированной датчиком 2, причем заранее заданное число импульсов должно быть таким, чтобы сигнал на подготовку датчика 3 поступил после того, как траверса, идущая впереди зафиксированной траверсы, прошла датчик 3.
При прохождении зафиксированной траверсы мимо датчика 3 последний выдает сигнал блоку 5 управления на регистрацию количества импульсов за период прохождения этой траверсой участка фиксированной длины, т.е. расстояния L (величина L задается, исходя из допустимой ошибки в определении расстояния от начала отсчета до места сброски, как правило, наиболее удаленного).
Затем посредством блока 5 управления определяют масштабный коэффициент для отрезка тягового органа, прошедшего участок фиксированной длины, по формуле
К-1 - А- п ,
где К. - масштабный коэффициент;
L - расстояние между датчиками 2 и 3 - участок фиксированной длины;
п - количество импульсов, отсчитанные генератором импульсов за период прохождения траверсой участка фиксированной длины. После того, как фиксированная траверса прошла участок между датчиками 2 и 3, датчик 2 автоматически фиксирует следующую проходящую мимо него траверсу, и процесс повторяется, т.е. определяется масштабный
коэффициент для следующего отрезка тягового органа и так последовательно для всех отрезков тягового органа по его контуру.
В другом случае фиксировать отрезки тягового органа, проходящего участок установленной длины L, можно не по траверсам, а по магнитным меткам, закрепляемым на тяговом органе конвейера на определенном расстоянии друг от друга. При поступлении изделия на конвейер способ управления сортировкой осуществляют следующим образом.
Датчик 6 начала отсчета фиксирует поступление изделия 9 на конвейер 1, одновременно при помощи блока 5 управления начинают отсчет пройденного изделием расстояния по формуле
«-W
/ 2 га,- /С, i
0 где п, - количество импульсов, отсчитанных генератором импульсов за время нахождения груза на конвейере при прохождении i-ного отрезка тягового органа фиксированного участка длины (L); масштабный коэффициент ,-го отрезка тягового органа; номер последнего для данного груза отрезка тягового органа, который прошел (проходит) участок фиксированной длины перед сброской груза к месту заданного адреса.
5 К,т -
0
5
0
5
0
5
Когда / становится равным расстоянию до заданного места сброски /«,, микропроцессорный блок 5 управления дает команду на сброс груза. Разделение во временном интервале процесса определения масштабных коэффициентов отрезков тягового органа конвейера и определение (контроль) расстояния, пройденного изделием от момента начала отсчета до места сброски, выполняется условно, фактически эти процессы происходят одновременно.
Пример. Сортировка грузов.
При поступлении груза, например бревна, на конвейер оператор, визуально оценив его качество, с пульта 7 управления осуществляет заказ адреса места сброски, например в третий лесонакопитель, расположенный, например, на расстоянии 18 м от датчика 6 начала отсчета, что гоставляет 400 импульсов. Масштабный коэффициент отрезка тягового органа конвейера К уже известен (этот отрезок уже прошел участок фиксированной длины между датчиками 2 и 3). При прохождении груза через датчик 6 отсчета микропроцессорный блок 5 управления начинает отсчет импульсов, выдаваемых генератором 4 импульсов с поправкой на коэффициент К, т.е. число импульсов равно n l /Ci.
При дальнейшем движении груза фиксированный участок (L) проходит второй контрольный отрезок тягового органа 1 и блок 5 управления начинает считать импульсы с поправкой на коэффициент Ki т.е. число импульсов равно n z-Kz, и т.д. до п$-Ks , суммируя откорректированные импульсы (n i-K +n2-K2+...n s-Ks) до того момента, пока сумма их не будет равна заданному числу импульсов: 80+105+102+100+13 400. В этот момент и выдается команда на сброс бревна по месту заказа адреса.
Способ управления сортировкой штучных грузов путем последовательного определения масштабных коэффициентов для отрезков тягового органа на участке фиксированной длины за время нахождения изделия на конвейере позволяет повысить точность контроля и управления сортировкой на конвейерах.
Кроме того, поскольку к моменту фиксации изделия на конвейере в микропроцессорном блоке 5 управления всегда имеются данные о масштабных коэффициентах для всех отрезков тягового органа, изделия беспрепятственно могут сбрасываться сразу же после датчика 6 начала отсчета, благодаря чему улучшается использование длины конвейера, т.е. увеличивается технологическая рабочая зона конвейера.
Формула изобретения
Способ управления сортировкой штучных грузов на конвейере, включающий
задание адреса груза, фиксацию момента поступления груза на конвейер, определение масштабных коэффициентов, подсчет импульсов, количество которых пропорционально длине тягового органа конвейера, определение величины перемещения груза, формирование и выдачу команды на сброс груза при достижении им заданного адреса, отличающийся тем, что, с целью повышения точности сортировки, масштабные коэффициенты определяют последовательно для каждого участка тягового органа произвольной длины, для чего задают на ветви конвейера неподвижный отрезок фиксированной длины L, подсчитывают число импульсов.
полученных при прохождении этого отрезка фиксированной длины началом каждого участка тягового органа /г,-, масштабный коэффициент /С, для каждого участка определяют отношением указанных величин
0 К, - -, а для определения расстояния,
Ис
пройденного грузом от момента его фиксации на конвейере п до заданного места сброски, подсчитывают количество импуль- ,- сов, полученных за время от момента фиксации груза до достижения им заданного места сброски, раздельно по каждому участку тягового органа, а расстояние /, пройденное грузом за это время, определяют по формуле
0/ 5Х-К„
где m - порядковый номер последнего для
данного груза участка тягового органа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления сортировкойшТучНыХ издЕлий | 1978 |
|
SU806546A1 |
| Устройство управления сортировкой штучных грузов | 1987 |
|
SU1450891A1 |
| Устройство для управления сортировкой лесоматериалов | 1990 |
|
SU1765805A1 |
| СПОСОБ ОТМЕРА ДЛИН СОРТИМЕНТОВ ПРИ РАСКРЯЖЕВКЕ ХЛЫСТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2005591C1 |
| Подвесной толкающий сортировочныйКОНВЕйЕР для шТучНыХ гРузОВ | 1979 |
|
SU814487A1 |
| УСТАНОВКА ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ СОРТИРОВКИ ШТУЧНЫХ ГРУЗОВ | 1964 |
|
SU166601A1 |
| Устройство для сортировки лесоматериалов | 1986 |
|
SU1419965A1 |
| Устройство для управления сортировкой штучных изделий | 1978 |
|
SU880911A1 |
| Устройство для сбрасывания лесоматериалов с ленточного конвейера | 1988 |
|
SU1518245A1 |
| Устройство для разгрузки штучных грузов с ленточного конвейера | 1983 |
|
SU1165624A1 |
Изобретение относится к сортировке штучных грузов на конвейере и может быть использовано на предприятиях лесной и деревообрабатывающей промышленности. Цель - повышение точности сортировки. Для этого после поступления груза на конвейер и заказа адреса места его сброски на ветви конвейера задают неподвижный отрезок фиксированной длины L и подсчитывают число импульсов NI, полученных при прохожденииэтого отрезка L началом каждого участка тягового органа. Для каждого участка последовательно определяют масштабный коэффициент KI по отношению L/N1. Подсчитывают кол-во NI импульсов, полученных за время от момента фиксации груза до достижения им заданного места сброски раздельно по каждому участку тягового органа. Затем определяют пройденное за это время грузом расстояние L по формуле: L=Σ NI.KI, где M - порядковый номер последнего для данного груза участка тягового органа. Когда величина L становится равной расстоянию до заданного места сброски LM, осуществляют сброс груза. 1 ил.
| Способ управления сортировкойшТучНыХ издЕлий | 1978 |
|
SU806546A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для управления сортировкой штучных изделий | 1978 |
|
SU880911A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
