Изобретение относится к технологической оснастке для листовой штамповки и может быть использовано для чистовой вырубки деталей из листового материала в машиностроительной, приборостроительной и других отраслях промышленности.
Целью изобретения является повышение точности формы и размеров деталей, получаемых вырубкой, и повышение качества поверхности разделения.
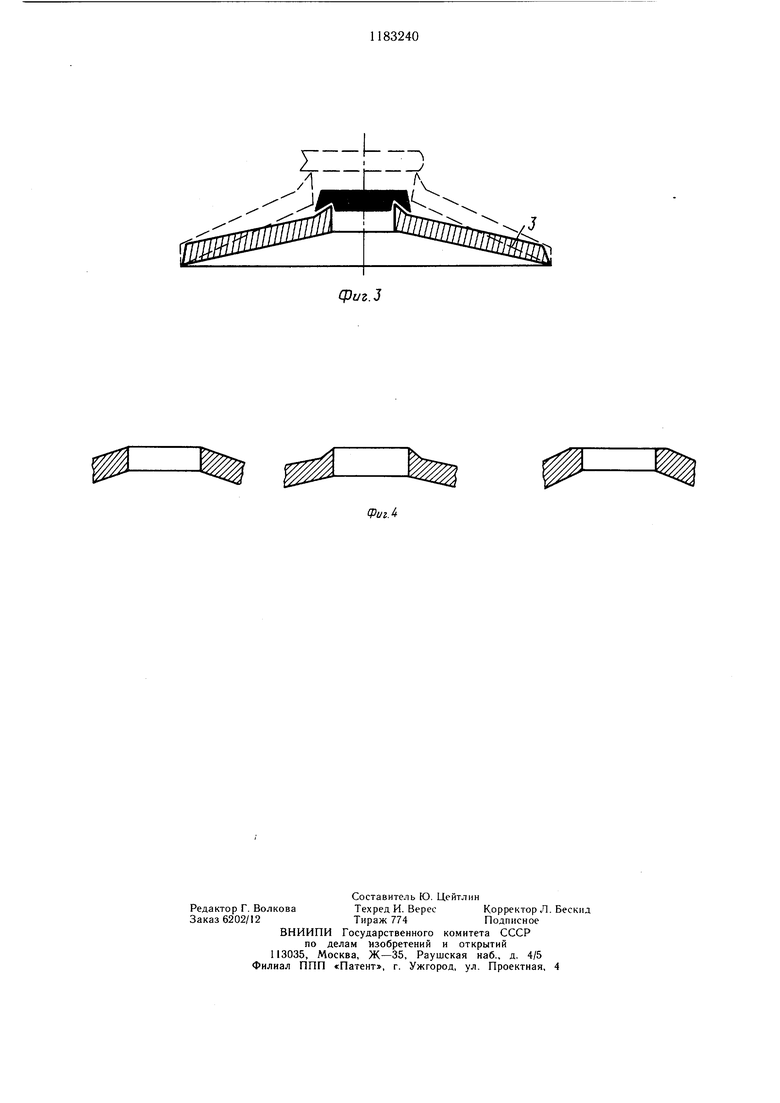
На фиг. 1 показан штамп, обший вид; на фиг. 2 -, пуансон и матрица с калибрующим пояском при калибровке поверхности вйфублен40.й детали; на фиг. 3 - схема деформирозания матрицы; на фиг. 4 - примеры Ъьшол нения рабочих торцов матриц.
Штамп содержит нижнюю плиту 1, на которой расположен матрице держатель 2 с закрепленными в нем матрицей 3 и ограничителем 4 перемещения, ее свободного конца, верхнюю плиту 5, на которой расположен пуансонодержатель 6 с закрепленными на нем- пуансоном 7, прижимом 8 и упругим элементом 9. Матрица 3 выполнена в виде тарельчатой пружины, ее меньшее основание обращено к пуансону 7 и на этом основании расположена режущая кромка. Большее основание матрицы 3 расположено в гнезде, выполненном в матрицедержателе 2. Поперечное сечение гнезда имеет форму и размеры, одинаковые с формой и размерами опорного торца (больщего основания) матрицы 3. На рабочем торце матрицы 3 может быть выполнено клиновидное ребро, ограниченное поверхностью рабочего окна и дополнительной поверхностью, расположенной наклонно к наружной поверхности матрицы 3. При наличии клиновидного ребра режушая кромка расположена на нем.
Плоский участок торцовой поверхности матрицы может быть выполнен с рельефами. Рабочая поверхность окна матрицы может иметь калибрующий поясок. Ограничитель 4 выполнен в виде втулки с наружной резьбой, расположенной соосно с матрицей 3 с возможностью осевого регулировочного перемещения.
Штамп работает следующим образом. На матрице 3 размешают заготовку, опускают верхнюю часть штампа, прижим 8 прижимает заготовку к матрице 3, затем
пуансон 7 соприкасается с заготовкой, после чего усилие возрастает от О до величины, необходимой для разделения материала заготовки, и происходит деформирование тарельчатой пружины, служашей матрицей. В процессе деформирования матрицы ее
большее основание сохраняет первоначальные форму и размеры, общая высота матрицы и поперечное сечение меньшего основания уменьшаются, режущая кромка внедряется в материал заготовки. На материал
заготовки, поступающий в рабочее окно матрицы 3, действуют сжимающие усилия, обеспечивающие осуществление чистовой вырубки. Перемещение свободной части матрицы 3 и уменьщение ее высоты происходит до момента ее соприкосновения с ограничителем 4.
0 При дальнейщем нарастании усилий, действующих на материал заготовки, происходит разделение материала, после чего матрица 3 примет исходную форму.
Регулирование положения ограничителя 4 обеспечивается величина прогиба осевого перемещения свободного конца матрицы 3, следствием которого является изменение размеров рабочего окна и вырубаемых деталей.
Испытан опытный образец штампа. В этом штампе матрица изготовлена из стали
0 65С и имеет наружный диаметр 70 мм, рабочее окно диаметром 20,2 мм, полки толщиной 3,4 и 5,5 мм. При двустороннем зазоре между пуансоном и матрицей в исходном положении равном 0,1 мм, и максимальном прогибе матрицы, равном 1,4 мм, вся поверхность среза представляет собой блестящую поверхность. Выполнение матрицы с калибрующим пояском вызывает необходимость получения деталей с разбросом размеров в пределах 0,01 мм.
Предлагаемый штамп позволяет производить чистовую вырубку деталей из листовых материалов.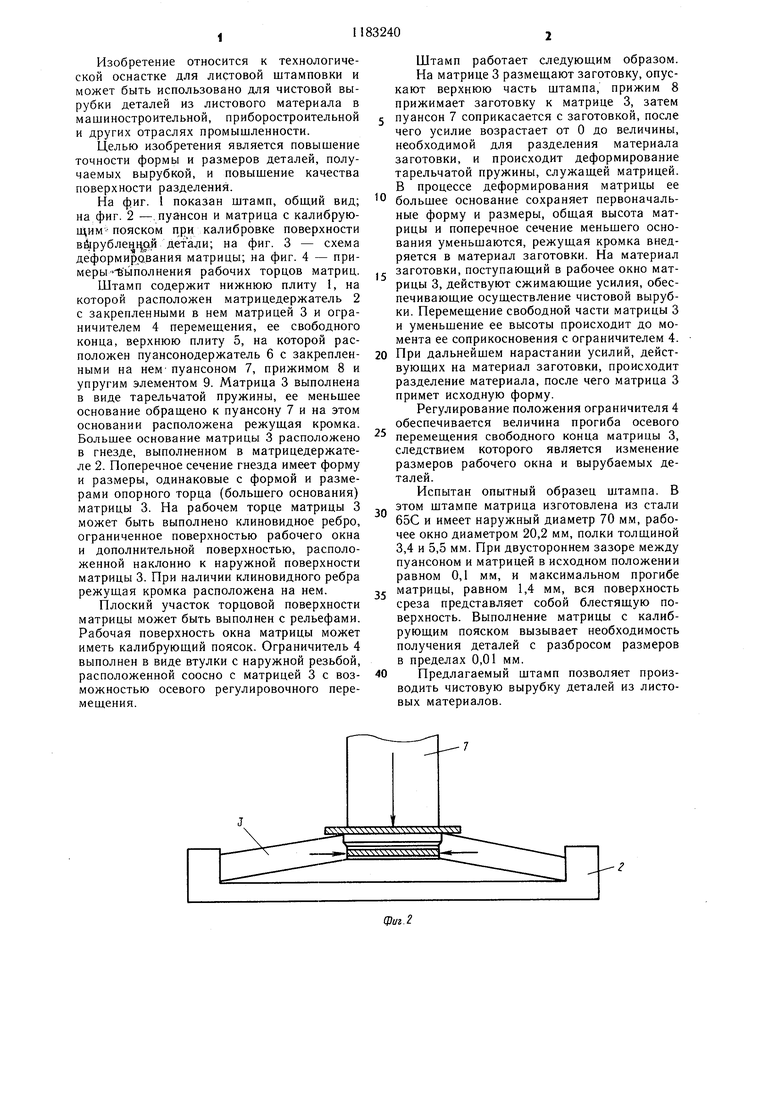
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для чистовой вырубки | 1991 |
|
SU1807907A3 |
| Штамп для чистовой вырубки деталей из листового материала | 1977 |
|
SU725749A1 |
| Вырубной штамп для многопозиционной штамповки | 1989 |
|
SU1787623A1 |
| Штамп для реверсивной пробивки-вырубки деталей | 1985 |
|
SU1286321A1 |
| Штамп для чистовой вырубки | 1989 |
|
SU1706753A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| ШТАМП ДЛЯ ВЫРУБКИ И ПРОБИВКИ ОТВЕРСТИЙ (ВАРИАНТЫ) | 2008 |
|
RU2387513C2 |
| Устройство для пробивки-вырубки деталей или отверстий | 1983 |
|
SU1159689A1 |
| Штамп для изготовления втулок из листового материала | 1975 |
|
SU564053A1 |
| Штамп совмещенного действия | 1987 |
|
SU1459770A1 |
1. ШТАМП ДЛЯ РАЗДЕЛЕНИЯ ЛИСТОВОГО МАТЕРИАЛА, содержащий штамповочные инструменты в виде пуансона и матрицы, один из которых выполнен в виде тарельчатой пружины, оснащенной режущей кромкой, размещенные в разных частях штампа пуансонодержатель и матрицедержатель с гнездом для размещения опорной части матрицы, имеющим поперечное сечение одинаковое по форме и размерам с опорным торцом матрицы, отличающийся тем, что, с целью повышения точности формы и размеров деталей, получаемых вырубкой, и повышения качества поверхности разделения, в виде тарельчатой пружины выполнена матрица и ее меньшее основание обращено в сторону пуансона. 2.Штамп по п. 1, отличающийся тем, что на рабочем торце матрицы выполнено клиновидное ребро, ограниченное поверхностью рабочего окна матрицы и дополнительной поверхностью, расположенной наклонно к наружной поверхности, а режущая кромка расположена на этом ребре. 3.Штамп по п. 1, отличающийся тем, что он снабжен ограничителем перемещения свободной части тарельчатой пружины, вы€ полненным в виде втулки с наружной резьбой (Л расположенным с возможностью регулировочного перемещения в матрицедержателе со стороны опорного торца матрицы, соосно с ней. 00 00 1C 4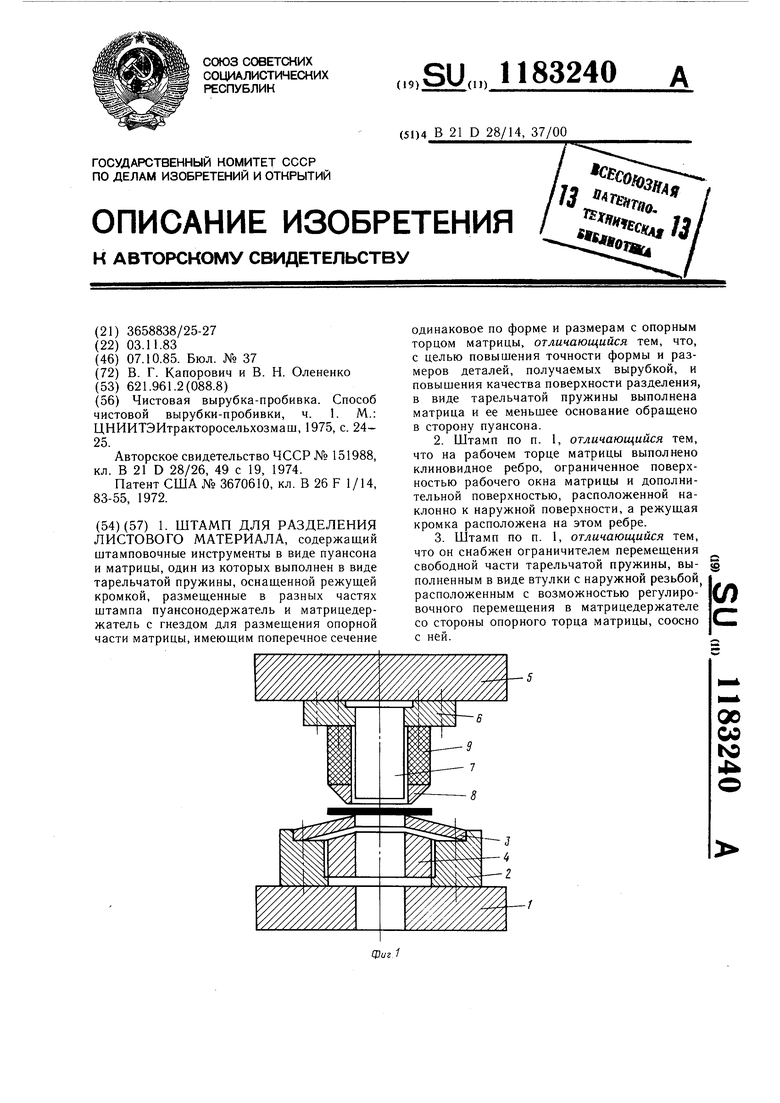
| Чистовая вырубка-пробивка | |||
| Способ чистовой вырубки-пробивки, ч | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| М.: ЦНИИТЭИтракторосельхозмаш, 1975, с | |||
| Слуховой прибор | 1925 |
|
SU2425A1 |
| Способ обнаружения многократных ошибок при передаче кодов | 1960 |
|
SU151988A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Патент США № 3670610, кл | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
