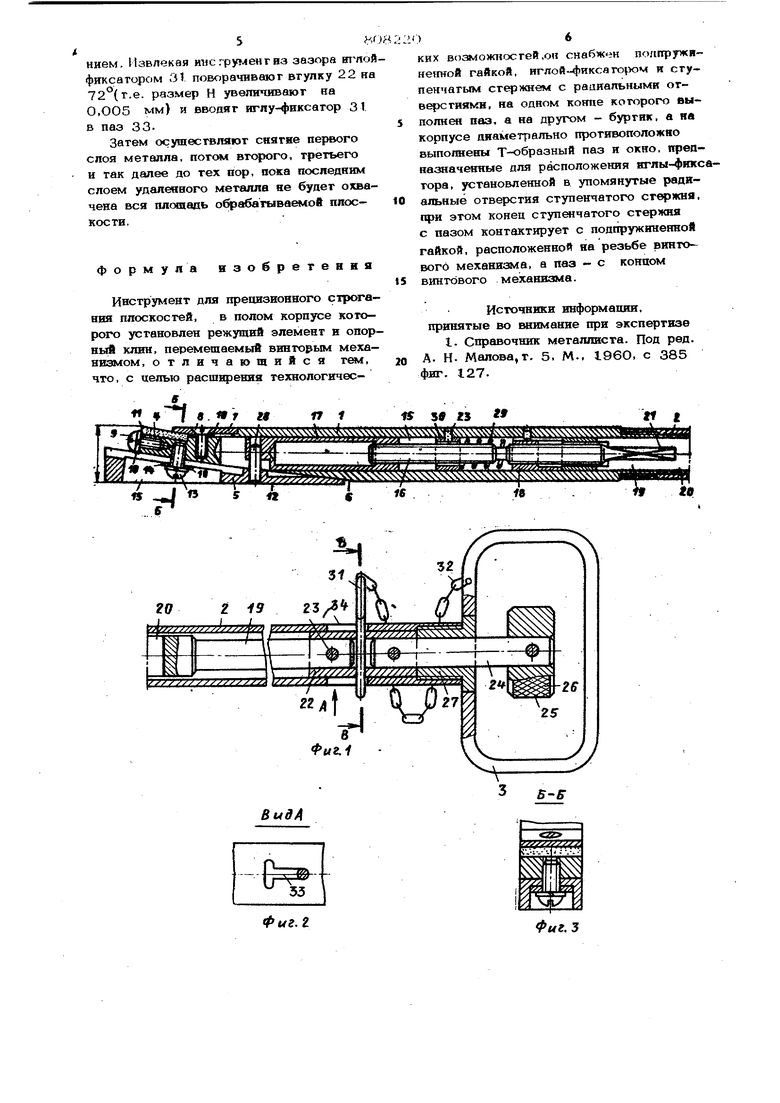
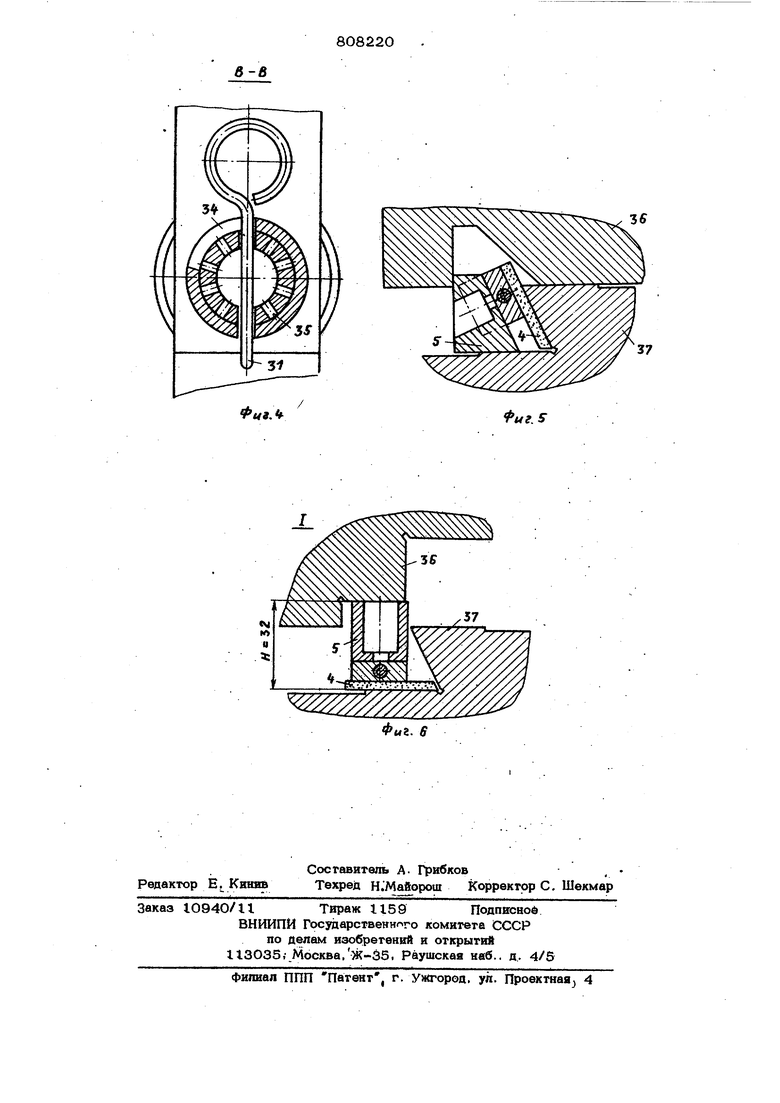
-(54) ИНСТРУМЕНТ ДЛЯ ПРЕЦИЗИОННОГО СТРОГАНИЯ ПЛОСКОСТЕЙ 8О ный КЛИН 5 имеет уклон 1:10 т.е.: продольное перемещение его по плоскости 6 на I мм приводит к изменению разме.ра Н между режущей кромкой 11 и опорной плоскости 12 опорного клина 5 на О, I мм. Крепится опорный клин 5 к корпусу I посредством винта 13, под головку которого уложены пружинная шайба 1О и прямоугольная пластинка 14. Головка винта 13не выступает за плоскость 12. Привод микроперемещений клина расположен в соосных отверстиях 15 корпуса I и включает винтовой .механизм, содержащий дифференциальный-винт 16, подвижную резьбовую втулку 17 с резьбой СМ8Х1,5, гайку 18 с резьбой М8x1,25 (разница в шагах резьб 0,25мм Ступенчатый стержень 19 выполнен с пазом 20, в который введен квадратный хвостовик 21 винтового механизма. Ступенчатый стержень 19 может быть выполнен из двух частей, соединенных втул кой 22 двумя штифтами 23. На конце 24 ступенчатого стержня 19 выполнен буртик 25, выполненный в виде втулки с сетчатой накаткой 26, расположенной Внутри рукоятки 3- При контактировании втулки 22 с торцом втулки 27, принадлежащей. рукоятке 3. размер между буртиком 25 и втулкой 27 равен 10 мм, т при продольном сдвиге буртика 25 (без его вращения) на 10 мм размер Н уменьшается на I мм, что необходимо при холостых ходах инструмента. При вр щении буртижа 25 вращается ступенчатый стержень 19 и винт 16, один обо рот которого вызывает продольное пере мещение подвижной резьбовой втулки 17 на 0,25 мм, В концевое отверстие втулки 17 введен штифт 28, запрессованный в jonppHOM клине 5. Постоянство размера Н обеспечивается тем,.что сдвиги опорного клина 5 (от трения с обрабатываемыми плоскостями) предотвращены приводом, т как втулка 22 своим торцом упираетсй в торец втулки 27- Пружина 29 размещ на внутри корпуса I и одним концом упи рается в гайку 18, другим - в неподвижное резьбовое кольцо .30, заштифто ванное с корпусом I. Игла-фиксатор 31 закреплена цепочкой 32 к рукоятке 3В корпусе I выполнены диаметрально 11ротивоположно Т-образный паз 33 (фиг.2) и прямоугольное окно 34, а так же десять отверстий 35, размещенные радиально через каждые 36°, в которых расположена игла-фиксатор 31 с определенным зазором. Игла-фиксатор 31 {предотвращает самопроизвольные повор 4 ы втулки 22, а значит, сдвшИ опорного лина 5 и изменения размера {. При мак-имальной величине зазора между иглойиксатором 31 и стенкой паза 33, равной0,1 мм, случайный поворот ступенчатого стержня 19 (например, от случай ного задевания.рукой на буртик 25 при рабочем ходе инструмента) вызовет изменение, размера Н на несущественную величину О,О000.4 мм. Инструмент работает следующим образом. Перед осуществлением холэстого хода пальцами руки нажимают на буртик 25. пружина 29 сжимается и затем поворачивают буртик 25, вводя иглу-фикса-тор 31 в одну из боковых выемок Т-образного паза 33, этим размер Н уменьшаю т на I мм и сохраняют таковым до начала осуществления рабочего хода. Технологические возможности инструмента могут быть расширены путем замены, опорного клина 5 и режущего ле- мента 4. Меняя опорный клин 5 можно настроить инструмен-т на определенный размер Н. При обработке труднодоступных плоскостей п|рнмен5Пот опорный клин 5х трапецеидального поперечного сечения вместо прямоугольного (фиг.5). Замена пластинок необходима. На фиг. 6 показан инструмент с удлиненным режущим элементом 4, имеющим скошенный торец. В качестве копирной пов хностн 36 используется имитатородна из плоскостей технологической детали, а именно станины, прошедшей обработку операциями прецизионного строгания. Подготовка к работе заключается в установке детали 37, обрабатываемой плоскостью, на требуемом расстоянии от копирной плоскости 36 с последующим Закреплением детали 37 в установленном положении. При наличии у обрабатываемой детали 37 нескольких плоскостей, подлежащих обработке, для повышения производитель-ности -труда путем .сокращения переустановок детали предпочтительнее использование имитатора. Настройку для снятия первого слоя металла осуществляют, вращая буртик 25 против часовой стрелки до тех пор, пока инструмент не будет в зазоре вдоль всей обрабатываемой плоскости проходить свободно. Двигад, инструмент в зазоре вдоль обрабатываемой плоскости, вращают буртик 25 по часовой стрелке до тех пор, пока в какой-либо зоне обрабатываемой плоскости инструмент не будетпродвигатьсяс треsннием. Извлекая Ш1сгру1- еигиз зазора ф{1ксатором 31 повсфачиваюг втулку 22 на 72°(г.е. размер Н уввпичиваюг на 0,О05 мм) и вводят игпу-фиксатор 31 в паз 33. Затем осуществляют снягне первого слоя металла, потом второго, третьего и так далее до тех пор, пока последним слоем удал«1вого металла не будет охвачена вся плошапь о абатываемой плос- кости. формула взобретення HHCTpykieHT для прецизионного строгания плоскостей, в полом корпусе которого установлен режущий элемент и опор ный клин, перемешаемый винторьо« механизмом, отличающийся тем, что, с целью расширения технологичес ПГ 9.1 г ких возможностей, снабжен поппружннеттой гайкой, игяой-фиксятчэ юм и ступенчатым стержнем с рааиапьнымк отверстиями, на одном конце которого выполнен паз, а на другом - буртик, а на корпусе диаметрально противоположно выполнены Т-образный паз и окно, предназначенные для расположения иглы-фиксатора, установленной в упомянутые радиальные отверстия ступенчатого стержня, при этом конец ступенчатого стержня с пазом контактирует с подпружиненной гайкой, расположенной на резьбе винтового механизма, а паз - с концом винтового механизма. Источники информации, принятые во внимание при экспертизе I. Справочник металлиста. Под ред. А. Н. Малова,т. 5, М., I960, с 385 фж-. 127.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоместное делительное устройство | 1980 |
|
SU918024A1 |
| Головка строгальная | 1984 |
|
SU1172654A1 |
| РУЧНОЙ РУБАНОК | 2003 |
|
RU2248878C1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044627C1 |
| РУБАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ | 2000 |
|
RU2182535C1 |
| Ручной инструмент ударного действия | 1982 |
|
SU1024262A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Способ строгания границы двух поверхностей заготовки и тисы для осуществления способа | 2020 |
|
RU2748546C1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044628C1 |
| Устройство для определения положения инструмента дрели относительно плоскости обрабатываемой детали | 1983 |
|
SU1114494A1 |
Фиг.1
Фиг.З
fl4г,
fug.f
