Способы одиопроцессного изготовления канатов из нескольких прядей, расположенных в готовом канате концентрическими слоями, известны.
Предлагаемый способ отличается тем, что для равномерного восприятия нагрузки на канат прядями его слоев пр51дям в отдельных слоях сообщают крутку, последовательно убывающую по направлению от оси к периферии каната. Для выравнивания натяжения в прядях с.тоев каната его свивку осуществляют в калибре с винтовым желобком по шагу каната.
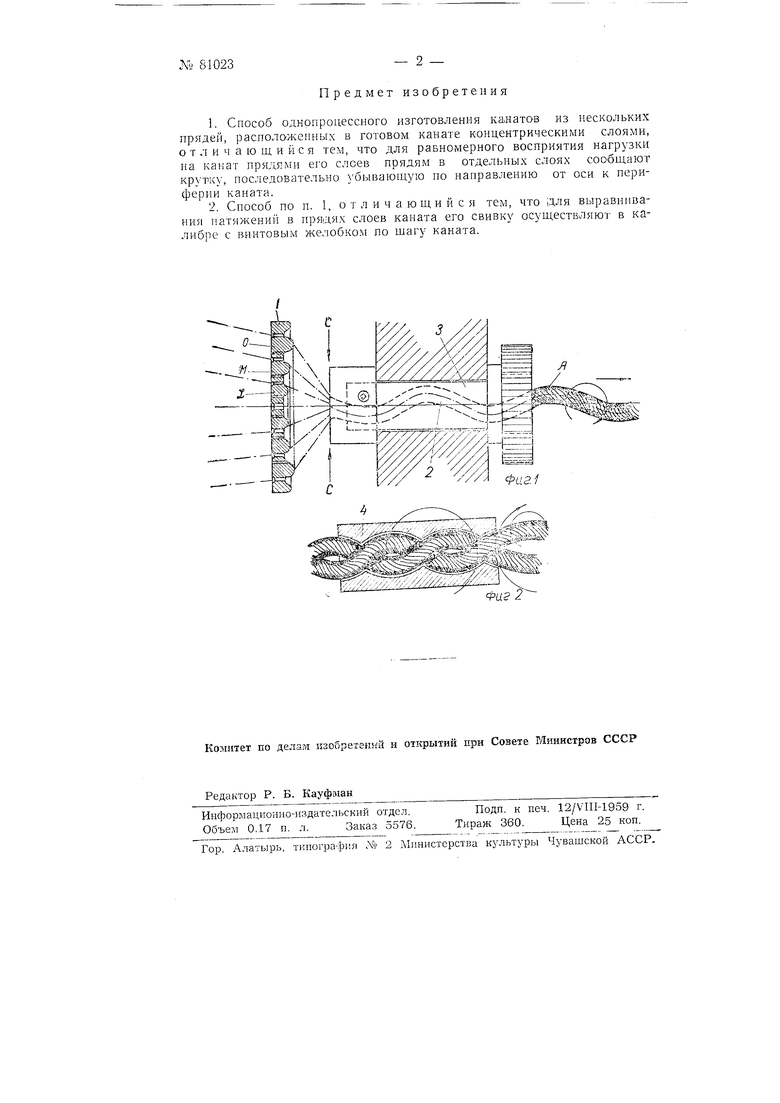
На фиг. 1 показан способ изготовления каната; на фиг. 2-калибр в продольном разрезе. Канатная пряжа или проволока, намотанная па катушки, заправляется в (необходимом количестве, в зависимости 01 назначения каната к его толщины, в рабочий орган канатной мапи-ппл для образовапия прядей. На фиг. 1 у лпнип стрелок С начинается образование пряди А с общим пронессом ук..адки ка;бо.пок. постукаюнщх с регистра / кольцевыми ряда.:н по новпвка м L, М, О в спирал1,ный капа.ч 2 калибра 5. Прядь А можно расс.матривать как цилип;1)ичсское тело, состояние из нескольких слоев каболок. При кручспи.ч пряди наружные каболкп скручиваютс,; сн,ь:;ге, чем внутреннее. в предлагаемоМ способе- д1я ргк четоз крутки принята во Я1Има1Ние средняя величина скручивания, соответствующая ; аждому ряду повивок L, М, О. Каболки в пови1 ках L, ближе расположеппых к оси, получают наибольшую крутку, в повнвках М-среднюю, а в повив-ках О-наи1меньп1ую. Калибр 3 формирует прядь при прохождении ее через спиральный канал, в котором проиеходиг одновре.менная укладка кольцевых рядов каж1дой кабо.ткп на своем участке. Пряди А вытягиваются из калибра через 0(бщнй калибр каиата (фиг. 2) от одного, общего для всех прядей А вытяжного барабана. Cqbopмированные в калибре 5 пряди свиваются в канат, проходя через калибр 4.
Предмет изобретеии:
1.Способ однопроцессного изготовления канатов из нескольких пряден, расположенных в готовом канате концентрическими слоями, о т л и ч а ю щ и и с я тем, что для равномерного восприятия нагрузки на прядями его слоев прядям в отдельных слоях сообщают крутку, последовательно убывающую по направлению от оси к периферии каната.
2.Способ по п. 1, о т л и ч а ющи и с я тем, что Для выравнивания натяжении в прядях слоев каната его свивку осуществляют в калибре с винтовым желобком по шагу каната.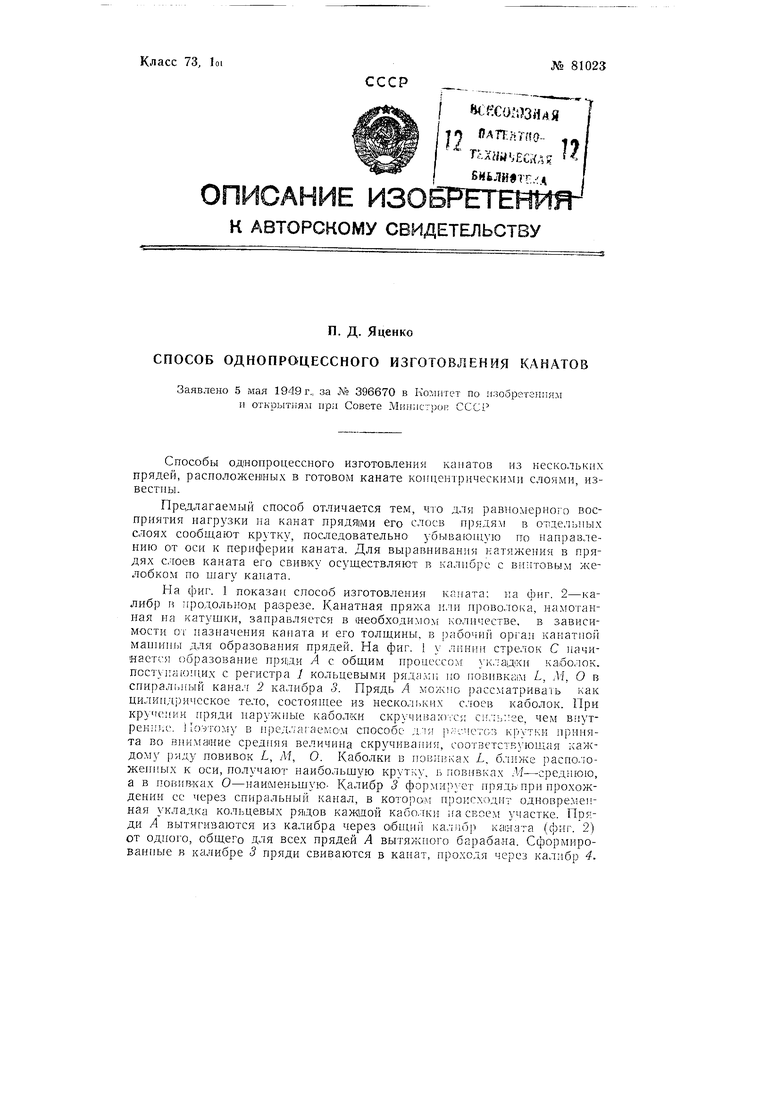
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения каната для обслуживания скважин | 2018 |
|
RU2692267C1 |
| ПРОВОЛОЧНЫЙ КАНАТ | 1993 |
|
RU2041302C1 |
| Канатовьющая машина | 1975 |
|
SU540951A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОГО КАНАТА | 2002 |
|
RU2223354C1 |
| Способ контроля натяжения свиваемых элементов в процессе изготовления каната | 1991 |
|
SU1804519A3 |
| КОМПАКТНЫЙ НЕРАССЛАИВАЮЩИЙСЯ МЕТАЛЛОКОРД | 2003 |
|
RU2263731C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕРАСКРУЧИВАЮЩИХСЯ ВИТЫХ ИЗДЕЛИЙ | 2003 |
|
RU2230144C1 |
| Канатный блок | 1977 |
|
SU742367A1 |
| Проволочный канат | 1988 |
|
SU1705447A1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУЧЕНЫХ ИЗДЕЛИЙ НА СИГАРНОЙ МАШИНЕ РОТОРНОГО ТИПА | 1996 |
|
RU2110633C1 |
Фаг 2
