(54) СТАНОК ДЛЯ ОБРАБОТКИ МНОГОГРАННЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки многогранных изделий | 1979 |
|
SU856662A2 |
| Станок для обработки многогранных изделий | 1976 |
|
SU631262A1 |
| Станок для обработки валов | 1981 |
|
SU986647A2 |
| Станок для обработки валов | 1977 |
|
SU733878A1 |
| Станок для обработки многогранных изделий | 1980 |
|
SU973243A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2070487C1 |
| Зубофрезерный станок | 1983 |
|
SU1096056A1 |
| Зубофрезерный станок для нарезания колес с криволинейными по длине зубьями | 1987 |
|
SU1710228A1 |
| Способ обработки изделий многогранной формы | 1980 |
|
SU944796A1 |
| Устройство для обработки сферических поверхностей | 1980 |
|
SU965597A1 |
Изобретение относится к станкостроению и найдет применение в машиностроении при обработке многогранных поверхностей различных изделий.
По основному авт. св. № 631262 известен станок для обработки многогранных изделий, содержащий шпиндель, кинематически связанный с инструментальным шпинделем, несущим две резцовые головки, сориентированные одна относительно другой так, что вершины их режущих элементов лежат на прямых, проходящих через ось инструментального шпинделя 1.
Недостатком станка является невысокая производительность.
Целью изобретения является повышение производительности и точности обработки.
Это достигается тем, что станок снабжен несколькими шпинделями, несущими заготовки, оси вращения которых установлены между резцовыми головками несимметрично относительно их режущих элементов.
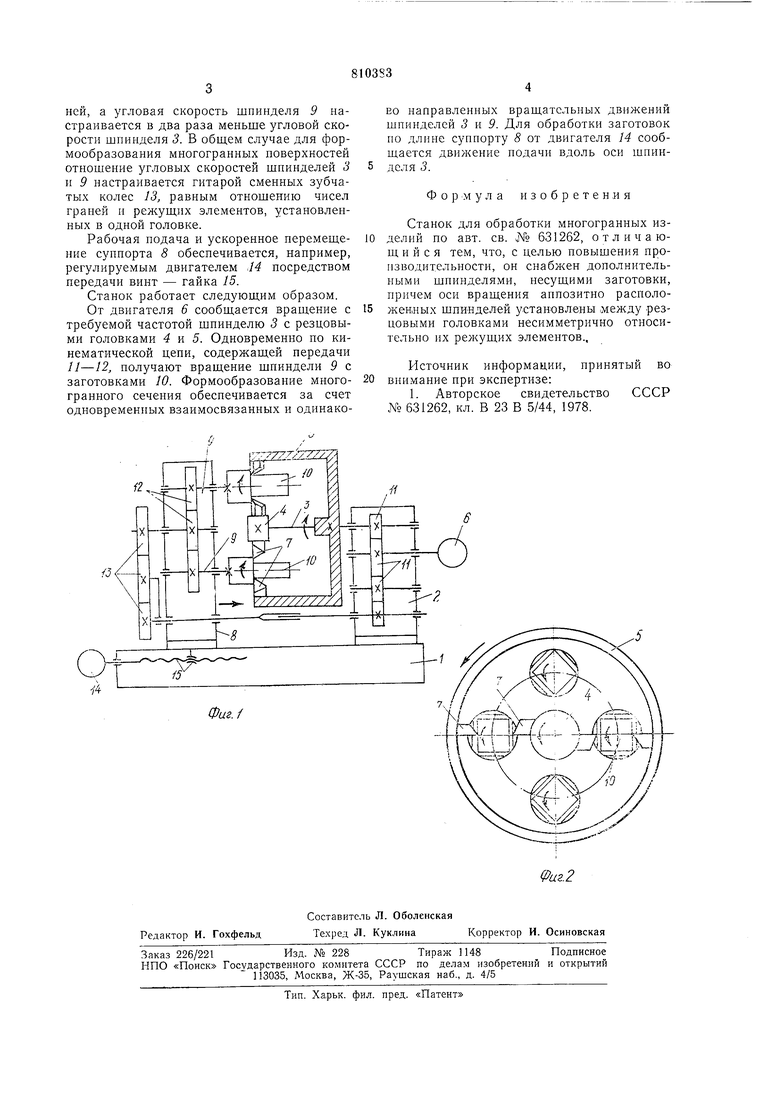
На фиг. 1 изображена кинематическая схема предлагаемого станка; на фиг. 2 - взаимное расположение резцовых головок и заготовок.
На станине / неподвижно установлена шпиндельная бабка 2, несущая инструментальный шпиндель 5 с двумя резцовыми головками 4 и 5. Привод шпинделя 5 выполнен, например, в виде регулируемого двигателя 6.
На из головок 4 н 5 равномерно по окружности установлены режущие элементы 7, причем головки сориентированы так, что вершины режущих элементов расположены на прямых, проходящих через ось вращения щпинделя 3.
На станине 1 смонтирован также суппорт 8, несущий шпиндели 9 с заготовками W. Оси шпинделей 9 установлены параллельно оси шпинделя 5 и на одинаковом от нее расстоянии, не равном полусумме радиусов вершин режущих элементов 7 двух головок.
Каждый из шпинделей 9 связан с инструментальным шпинделем 3 кинематической цепью, содержащей постоянные передачи 11, 12 и гитару сменных зубчатых колес 13 и обеспечивающей одинаковые направления вращений шпинделей 3 и 9.
Соотношение угловых скоростей щпинделей 3 и 9, настраиваемое гитарой сменных зубчатых колес 13, задается в зависимости от количества режущих элементов и обрабатываемых граней. Например, при обработке многогранных изделий с гранями, близкими по форме к плоским, количество режущих элементов на каждой головке должно быть в два раза меньше числа граней, а угловая скорость шпинделя 9 настраивается в два раза меньше угловой скорости шпинделя 3. В общем случае для формообразования многогранных поверхностей отношение угловых скоростей шпинделей 3 и 9 настраивается гитарой сменных зубчатых колес 13, равным отношению чисел граней и режуш,их элементов, установленных в одной головке.
Рабочая подача и ускоренное перемешение суппорта 8 обеспечивается, например, регулируемым двигателем J4 посредством передачи винт - гайка 15.
Станок работает следуюш,им образом.
От двигателя 6 сообщается вращение с требуемой частотой шпинделю 3 с резцовыми головками 4 к 5. Одновременно по кинематической цепи, содержащей передачи 11-12, получают вращение шпиндели 9 с заготовками W. Формообразование многогранного сечения обеспечивается за счет одновременных взаимосвязанных и одинакоЩ7221а322 , /О
во направленных вращательных движений шпинделей 3 и 9. Для обработки заготовок по длине суппорту 8 от двигателя 14 сообщается движение подачи вдоль оси шпинделя 3.
Формула изобретения
Станок для обработки многогранных изделий но авт. св. № 631262, отличающийся тем, что, с целью повышения производительности, он снабжен дополнительными шпинделями, несушими заготовки, причем оси вращения аппозитно расположенных шпинделей установлены между резцовыми головками несимметрично относительно их режущих элементов..
Источник информации, принятый во внимание при экспертизе:
