(54) СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ МНОГОГРАННОЙ ФОРМЫ

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки многогранных поверхностей | 1984 |
|
SU1172645A1 |
| Способ обработки деталей с круглыми и многогранными поверхностями | 1989 |
|
SU1650372A1 |
| Способ обработки многогранных поверхностей | 1988 |
|
SU1618503A1 |
| Способ обработки многогранных поверхностей | 1988 |
|
SU1623840A1 |
| Способ обработки многогранных поверхностей | 1980 |
|
SU944790A1 |
| Станок для обработки многогранных изделий | 1980 |
|
SU973243A1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Способ обработки арочных зубьев цилиндрических колес | 1990 |
|
SU1780949A1 |
| Приспособление для обработки квадратных валов | 1940 |
|
SU61230A1 |
| Станок для обработки многогранныхиздЕлий | 1979 |
|
SU810383A2 |
Изобретение относится к обработке металлов резанием и может найти применение при обработке изделий, имеющих в поперечном сечении многогранную форму, например некруглых моментопередающих валов.
Известен способ обработки многогранных изделий, согласно которому обработку осуществляют двумя концентрично расположенными резцовыми головками с количеством режущих зубьев в каждой головке, в ,Q два раза меньшим числа граней изделий. Головки установлены неподвижно относительно друг друга и равномерно вращаются с угловой скоростью, в два раза превыщающей угловую скорость вращения заготовки 1.15
Недостатком этого способа являются ограниченные технологические возможности, так как он позволяет обрабатывать лищь поверхности с четным числом граней, спро- 2о филированных по эллипсу. Этот недостаток обусловлен тем, что резцовые головки устанавливают неподвижно относительно друг друга, а отнощение угловых скоростей головок и заготовки равно двум.
При ином значении этого отнощения одна из головок обрабатывает вогнутые, а вторая - выпуклые грани, что недопустимо.
Целью изобретения является расщирение технологических возможностей способа в направлении обеспечения обработки валов с нечетным числом граней выпуклой и вогнутой формы при сохранении преимуществ, свойственных способу обработки двумя резцовыми головками.
Указанная цель достигается тем, что заготовке и двум концентрично расположенным относительно друг друга внещней и внутренней резцовым головкам сообщают одинаково направленные непрерывные вращательные движения вокруг параллельных осей и относительное движение подачи вдоль оси заготовки, при этом каждой резцовой головке сообщают независимое вращение, а число резцов в каждой головке и отнощение ее угловой скорости к угловой скорости заготовки задают так, чтобы обработанные разными головками грани имели близкую форму.
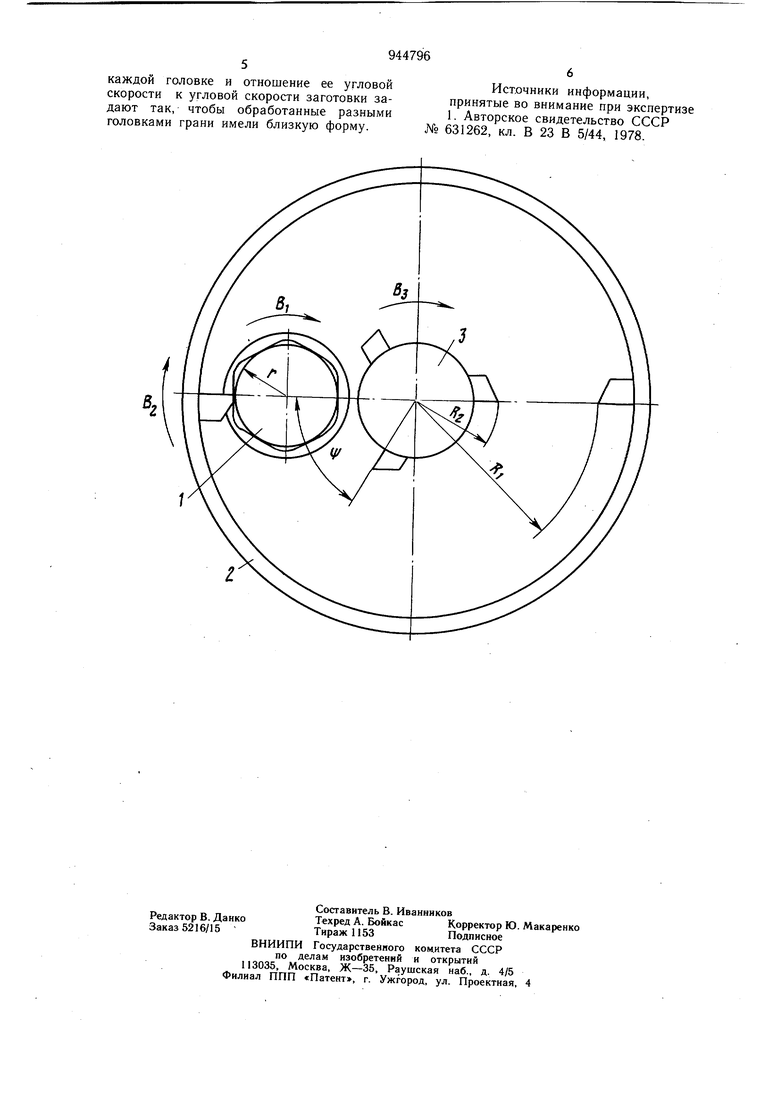
На чертеже представлена схема реализации предлагаемого способа. Для обработки некруглого вала 1 многогранной формы с гранями и радиусом Z вписанной окружности используют две резцовые головки внешнюю 2 радиусом Ri с числом резцов Zj и внутреннюю 3 радиусом Ra с числом резцов Za-. Головки устанавливают концентрично относительно друг друга с возможностью вращения вокруг их общей оси, параллельной оси заготовки 1. Для формообразования поперечного сечения заготовке 1 сообщают вращение Bi вокруг ее оси, а резцовым головкам 2 и 3 - вращательные движения В2 и Вз, каждое из которых определенным соотнощением связано с вращением заготовки Bj. Для формообразования обрабатываемой поверхности по длине резцовым головкам относительно заготовки сообщают также прямолинейное движение подачи вдоль их осей. Одной из головок осуществляют предварительную, а второй - окончательную обработку многогранной поверхности. Значение отношения угловых скоростей каждой из головок и заготовки задают, исходя из формы граней изделий. Например, при обработке выпуклых граней отнощение Кг угловых скоростей внутренней головки и заготовки должно быть меньше значения выражения 1 + V 1 отношение KI угловых скоростей внешней головки и заготовки - меньше значения выражения - -irНастраиваемые значения этих отношений Ki и Кг угловых скоростей, а также радиус резцовой головки, осуществляющей окончательную обработку, определяют на математическом этапе технологической подготовки, исходя из уравнения профиля обрабатываемых граней. Радиус второй Головки определяют из соотнощения Ri-R2 2г. Для выполнения условия деления и обработки изделия с гранями одинаковой ширины отношение К угловых скоростей каждой резцовой головки и заготовки должно удовлетворять условию К g-V- где р - целое число, задающее последовательность обработки граней и показывающее, через сколько граней осуществляется обработка соседними резцами головки. Например, при р 1 грани обрабатываются последовательно, а при р 2 - через две, т. е. если первый резец головки обрабатывает первую грань, то второй резец - третью и т. д. В этой связи во внещней головке равномерно по окружности радиусом Ri устанавливают Zi резцов, причем Zi т -рр-рВо внутренней головое окружности радиусом R2 устанавливают Za резцов, причем z . Скорость перемещения резцов относительно обрабатываемой заготовки для внутренней головки равна сумме, а для внешней - разности их окружных скоростей, т. е. для внешней головки Vi 2ri.R|-n| - ndnj, для внутренней головки V2 2K-R2 n2 + tdnj , где пз, П, П2 - частоты вращений соответственно заготовки, внешней и внутренней резцовых головок; d - диаметр заготовки. Учитывая, что -0 Ki, К2, RI R2 -f 2г и приравнивая зн ачения Vj и V2 к допустимой скорости резания V, находят расчетные значения частоты вращения заготовки nj; 1 T7tlR + 2T)R7 2271 2 2 При обработке настраивают частоту вращения заготовки, равную или близкую к меньщему из ее расчетных значений и Пз-. Значение скорости резания, а также подачи принимают по нормативам режимов резания. Предложенный способ обработки многогранных поверхностей двумя одновременно работающими резцовыми головками имеет по сравнению с известным более широкие технологические возможности, так как обеспечивает обработку изделий как с четным, так и нечетным числом граней. Благодаря независимым и отдельно настраиваемым вращательным движениям двух резцовых головок обеспечивается возможностью обрабатывать грани различной формы, что недостижимо при известном способе. Формула изобретения Способ обработки изделий многогранной формы двумя концентрично расположенными внешней и внутренней резцовыми головками, по которому резцовым головкам и заготовке сообщают одинаково направленные равномерные вращательные движения вокруг параллельных осей и относительное движение подачи вдоль оси заготовки, отличающийся тем, что, с целью расширения технологических возможностей, каждой резцовой головке сообщают независимое вращение, а число резцов в
каждой головке и отношение ее угловой скорости к угловой скорости заготовки задают так, чтобы обработанные разными головками грани имели близкую форму.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 631262, кл. В 23 В 5/44, 1978.
