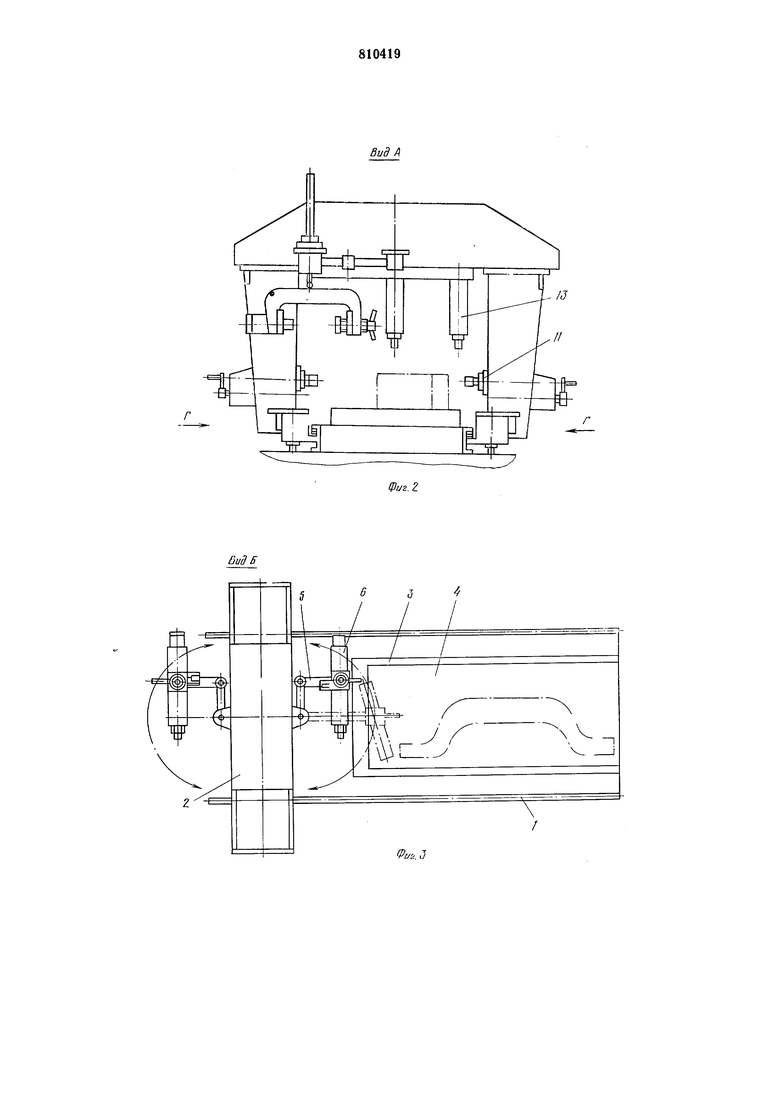
которые могут вертикально и горизонтально перемещаться относительно него. Портал 2 перемещается от электромеханического привода 14 (фиг. 6), где для предотвращения поломки механизма портала предусмотрена предохранительная муфта 15. Приводы перемещения 14 расположены в обеих стойках портала.
Работает стенд следующим образом.
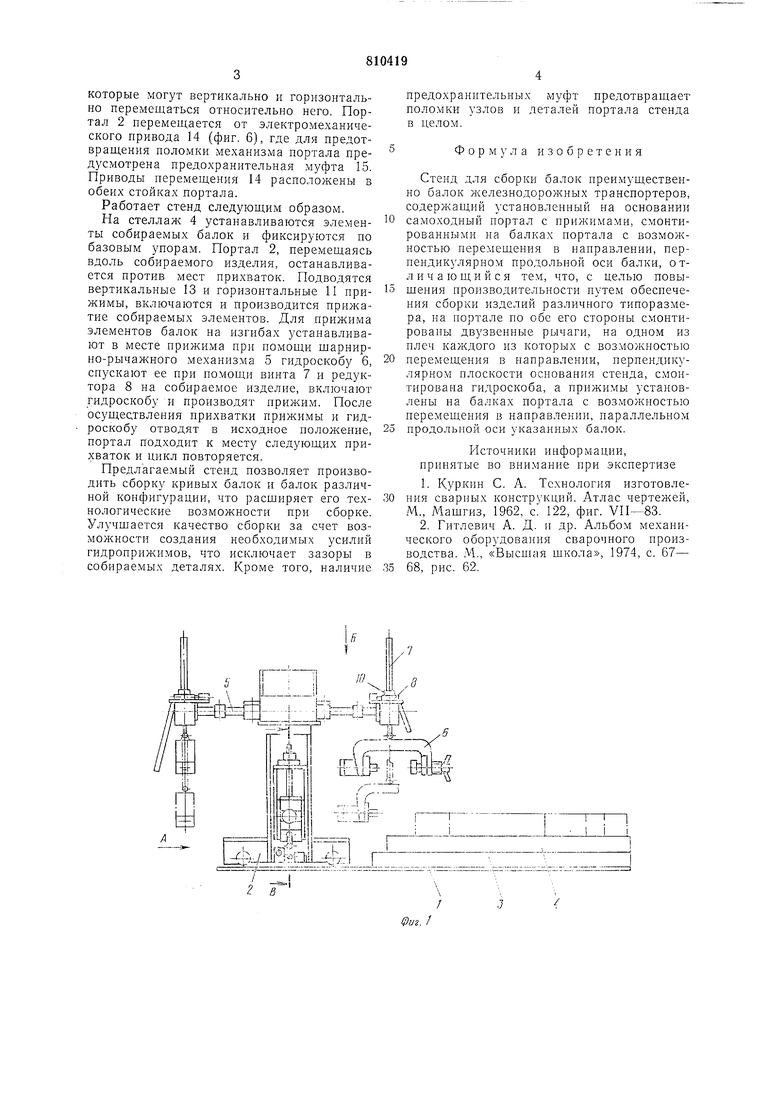
На стеллаж 4 устанавливаются элементы собираемых балок и фиксируются по базовым упорам. Портал 2, перемещаясь вдоль собираемого изделия, останавливается против мест прихваток. Подводятся вертикальные 13 и горизонтальные 11 прижимы, включаются и производится прижатие собираемых элементов. Для прижима элементов балок на изгибах устанавливают в месте прижима при помощи шарнирно-рычажного механизма 5 гидроскобу 6, спускают ее при помощи винта 7 и редуктора 8 на собираемое изделие, включают гидроскобу и производят прижим. После осуществления прихватки прижимы и гидроскобу отводят в исходное положение, портал гГодходит к месту следующих прихваток и цикл повторяется.
Предлагаемый стенд позволяет производить сборку кривых балок и балок различной конфигурации, что расширяет его технологические возможности при сборке. Улучщается качество сборки за счет возможности создапия необходимых усилий гидроприжимов, что исключает зазоры в собираемых деталях. Кроме того, наличие
предохранительных муфт предотвращает поломки узлов и деталей портала стенда в целом.
Формула изобретения
Стенд для сборки балок преимущественно балок железнодорожных транспортеров, содержащий установленный на основании
самоходный портал с прижимами, смонтированными на балках портала с возможностью перемещения в направлении, перпендикулярном продольной оси балки, отличающийся тем, что, с целью повыщения производительности путем обеспечения сборки изделий различного типоразмера, на портале по обе его стороны смонтированы двузвенные рычаги, на одном из плеч каждого из которых с возможностью
перемещения в направлении, перпендикулярном плоскости основания стенда, смонтирована гидроскоба, а прижимы установлены на балках портала с возможностью перемещения в направлении, параллельном
продольной оси указанных балок.
Источники информации, принятые во внимание при экспертизе
1.Куркин С. А. Технология изготовления сварных конструкций. Атлас чертежей,
М., Мащгиз, 1962, с. 122, фиг. VII-83.
2.Гитлевич А. Д. и др. Альбом механического оборудования сварочного производства. М., «Высщая щкола, 1974, с. 67-
68, рис. 62.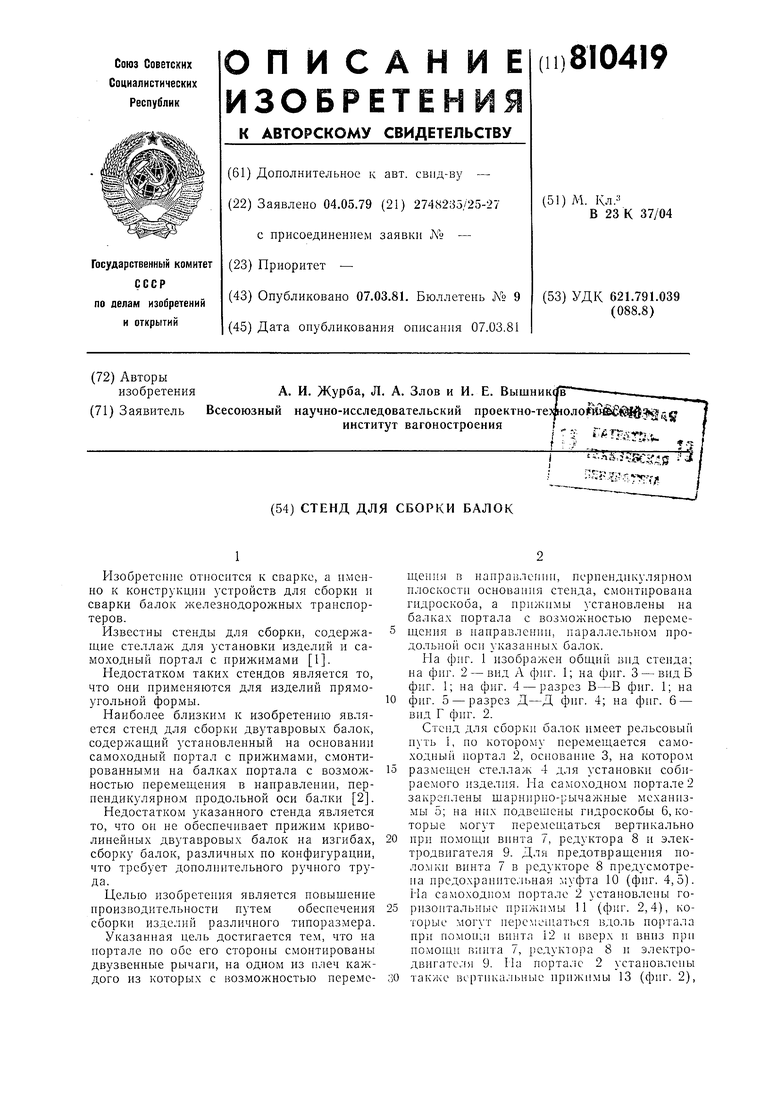
| название | год | авторы | номер документа |
|---|---|---|---|
| Портал для сборки под сварку балок коробчатого сечения | 1980 |
|
SU984781A1 |
| Стенд для сборки под сварку изделий | 1980 |
|
SU863282A1 |
| Установка для сборки двутавровых балок | 1991 |
|
SU1773627A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВЫХ СТЕН ГРУЗОВЫХ ВАГОНОВ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2575112C2 |
| Портал для сборки балок коробчатого сечения | 1974 |
|
SU511172A1 |
| Устройство для сборки и сварки балок | 1977 |
|
SU659336A1 |
| Устройство для сборки под сварку криволинейных днищ с боковыми стенками | 1989 |
|
SU1676782A1 |
| Устройство для сборки под сварку | 1989 |
|
SU1729722A1 |
| СТЕНД ДЛЯ СБОРКИ И СВАРКИ РАМЫ ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2017 |
|
RU2680114C1 |
| Портал для сборки под сварку балок коробчатого сечения | 1977 |
|
SU737179A1 |
Г 6 3
В-в
Ft
