Изобретение относится к сварке, в частности к вспомогательному оборудованию для сборочно-сварочных работ и может быть использовано при сборке под сварку изделий коробчатой формы, имеющих боковые стенки и криволинейные днища из листового материала.
Целью изобретения является повышение производительности путем обеспечения прижима деталей при перемещении портала вдоль изделия, расширение технологических возможностей и улучшение качества сборки под сварку путем обеспечения прижима деталей сложной формы.
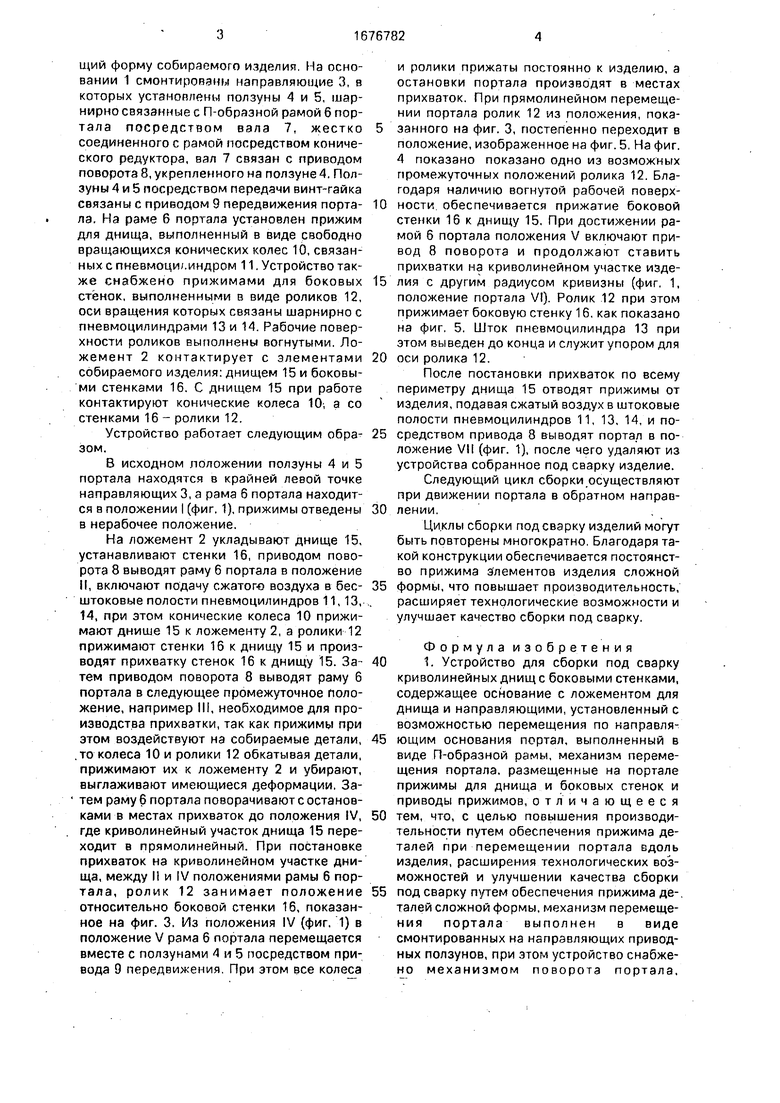
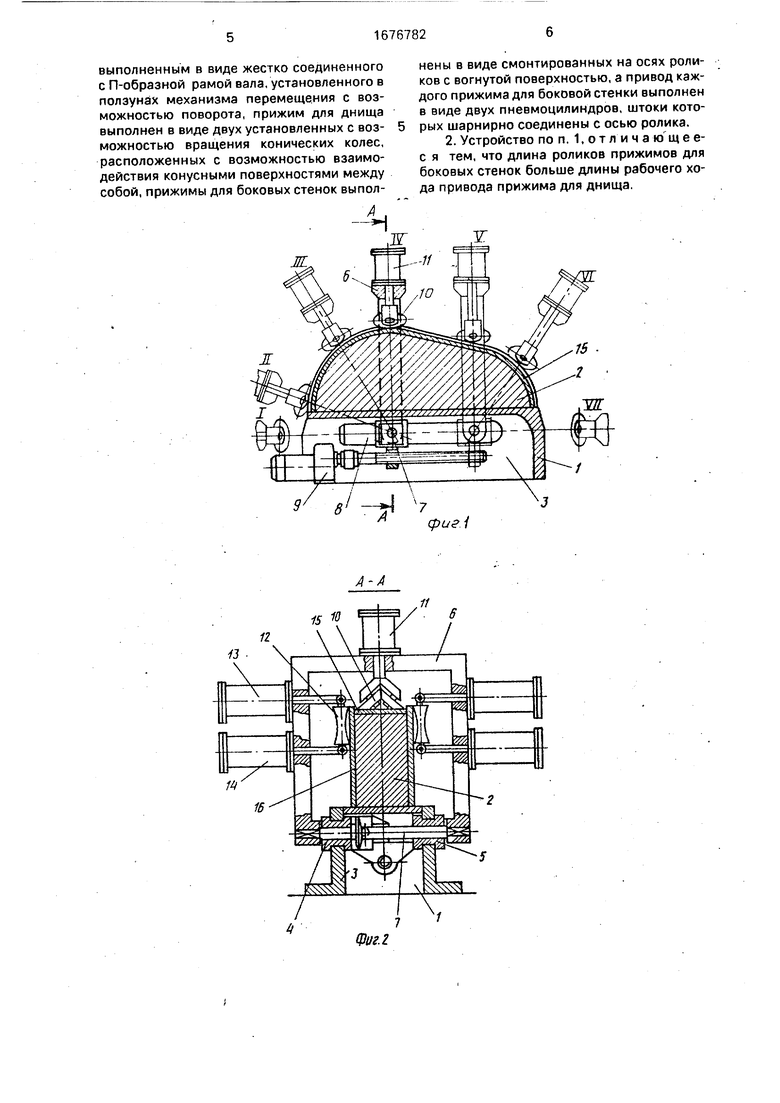
На фиг. 1 схематически изображено ус- . тройство, продольный разрез, (портал - в одном из возможных положений; тонкими линиями с римскими цифрами I и VII показаны крайние (исходные) положения портала, тонкими линиями с римскими цифрами II, III, V, VI - промежуточные положения портала в процессе сборки); на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3, 4 и 5 - положение ролика прижима для боковой стенки при максимальной, промежуточной и минимальной высотах боковой стенки соответственно.
Устройство содержит основание 1, на котором установлен ложемент 2, повторяющий форму собираемого изделия. На основании 1 смонтированы направляющие 3, в которых установлены ползуны 4 и 5, шар- нирно связанные с П-образной рамой 6 портала посредством вала 7, жестко соединенного с рамой посредством конического редуктора, вал 1 связан с приводом поворота 8, укрепленного на ползуне 4. Ползуны 4 и 5 посредством передачи винт-гайка связаны с приводом 9 передвижения портала. На раме 6 портала установлен прижим для днища, выполненный в виде свободно вращающихся конических колес 10, связанных с пневмоци/.индром 11. Устройство также снабжено прижимами для боковых стенок, выполненными в виде роликов 12, оси вращения которых связаны шарнирно с пневмоцилиндрами 13 и 14. Рабочие поверхности роликов выполнены вогнутыми. Ложемент 2 контактирует с элементами собираемого изделия: днищем 15 и боковыми стенками 16. С днищем 15 при работе контактируют конические колеса 10, а со стенками 16 - ролики 12.
Устройство работает следующим образом.
В исходном положении ползуны 4 и 5 портала находятся в крайней левой точке направляющих 3, а рама 6 портала находится в положении I (фиг, 1), прижимы отведены в нерабочее положение.
На ложемент 2 укладывают днище 15, устанавливают стенки 16, приводом поворота 8 выводят раму 6 портала в положение II, включают подачу сжатого воздуха в бес- штоковые полости пневмоцилиндров 11,13, 14, при этом конические колеса 10 прижимают днише 15 к ложементу 2, а ролики 12 прижимают стенки 16 к днищу 15 и производят прихватку стенок 16 к днищу 15. Затем приводом поворота 8 выводят раму 6 портала в следующее промежуточное положение, например III, необходимое для производства прихватки, так как прижиму при этом воздействуют на собираемые детали, .то колеса 10 и ролики 12 обкатывая детали, прижимают их к ложементу 2 и убирают, выглаживают имеющиеся деформации. За- тем раму 6 портала поворачивают с остановками в местах прихваток до положения IV, где криволинейный участок днища 15 переходит в прямолинейный. При постановке прихваток на криволинейном участке днища, между И и IV положениями рамы 6 портала, ролик 12 занимает положение относительно боковой стенки 16, показанное на фиг. 3. Из положения IV (фиг. 1) в положение V рама 6 портала перемещается вместе с ползунами 4 и 5 посредством привода 9 передвижения. При этом все колеса
и ролики прижаты постоянно к изделию, а остановки портала производят в местах прихваток. При прямолинейном перемещении портала ролик 12 из положения, показанного на фиг. 3, постепенно переходит в положение, изображенное на фиг. 5. На фиг. 4 показано показано одно из возможных промежуточных положений ролика 12. Благодаря наличию вогнутой рабочей поверхности обеспечивается прижатие боковой стенки 16 к днищу 15. При достижении рамой 6 портала положения V включают привод 8 поворота и продолжают ставить прихватки на криволинейном участке изделия с другим радиусом кривизны (фиг. 1, положение портала VI). Ролик 12 при этом прижимает боковую стенку 16. как показано на фиг. 5. Шток пневмоцилиндра 13 при этом выведен до конца и служит упором для
оси ролика 12.
После постановки прихваток по всему периметру днища 15 отводят прижимы от изделия, подавая сжатый воздух в штоковые полости пневмоцилиндров 11, 13, 14, и посредством привода 8 выводят портал в положение VII (фиг. 1), после чего удаляют из устройства собранное под сварку изделие. Следующий цикл сборки осуществляют при движении портала в обратном направлении.
Циклы сборки под сварку изделий могут быть повторены многократно. Благодаря такой конструкции обеспечивается постоянство прижима Элементов изделия сложной
формы, что повышает производительность, расширяет технологические возможности и улучшает качество сборки под сварку.
Формула изобретения
1. Устройство для сборки под сварку
криволинейных днищ с боковыми стенками, содержащее основание с ложементом для днища и направляющими, установленный с возможностью перемещения по направляющим основания портал, выполненный в виде П-образной рамы, механизм перемещения портала, размещенные на портале прижимы для днища и боковых стенок и приводы прижимов, отличающееся
тем, что, с целью повышения производительности путем обеспечения прижима деталей при перемещении портала вдоль изделия, расширения технологических возможностей и улучшении качества сборки
под сварку путем обеспечения прижима деталей сложной формы, механизм перемещения портала выполнен в виде смонтированных на направляющих приводных ползунов, при этом устройство снабжено механизмом поворота портала,
выполненным в виде жестко соединенного с П-образной рамой вала, установленного в ползунах механизма перемещения с возможностью поворота, прижим для днища выполнен в виде двух установленных с возможностью вращения конических колес, расположенных с возможностью взаимодействия конусными поверхностями между собой, прижимы для боковых стенок выполйены в виде смонтированных на осях роликов с вогнутой поверхностью, а привод каждого прижима для боковой стенки выполнен в виде двух пневмоцилиндров, штоки которых шарнирно соединены с осью ролика.
2. Устройство по п. 1, от л и ч а юще е- с я тем, что длина роликов прижимов для боковых стенок больше длины рабочего хода привода прижима для днища.
| название | год | авторы | номер документа |
|---|---|---|---|
| Портал для сборки под сварку балок коробчатого сечения | 1980 |
|
SU984781A1 |
| Устройство для сборки,вальцовки и сварки кузовов шахтных вагонеток | 1985 |
|
SU1306676A1 |
| Устройство для сборки под сварку листовых металлоконструкций | 1983 |
|
SU1136918A1 |
| Стенд для сборки под сварку изделий | 1980 |
|
SU863282A1 |
| Машина для шовной электрической сварки | 1986 |
|
SU1397223A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ ИЗДЕЛИЙ КОРОБЧАТОЙ ФОРМЫ | 2011 |
|
RU2464145C1 |
| Устройство для сборки под сварку и сварки двутавровых балок | 1980 |
|
SU897454A1 |
| Устройство для сборки металлоконструкций | 1978 |
|
SU764914A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| УСТРОЙСТВО ДЛЯ ПРИХВАТКИ ГОФРОСТЕНОК К РАМКЕ КРЫШКИ И ДНИЩУ КОРПУСОВ ТРАНСФОРМАТОРОВ | 2011 |
|
RU2467856C1 |
Изобретение относится к сварке и может быть использовано при сборке под сварку изделий коробчатой формы, имеющих боковые стенки и криволинейные днища из чистового материала. Цель изобретения - повышение производительности путем обеспечения прижима деталей при перемещении портала вдоль изделия, расширение технологических возможностей и улучшение качества сборки под сварку путем обеспечения прижима деталей сложной формы. На ложемент 2 укладывают днище 15, устанавливают боковые стенки, выводят раму 6 портала в положение II, подают сжатый воздух в пневмоцилиндр 11 и цилиндры боковых прижимов и производят прихватку стенок к днищу 15. С помощью привода поворота 8 переводят портал в положения II и IV, производя прихватки. Затем вместе с ползунами перемещают раму с помощью привода 9 в положение V. Из положения V в положение VI рама вновь перемещается приводом поворота. После постановки прихваток по всему периметру днища 15 прижимы отводят, а портал выводят в положение VII. после чего удаляют из устройства собранное изделие. Изобретение обеспечивает постоянство прижима элементов изделия сложной формы. 1 з.п. ф-лы, 5 ил.
Ж.
11
13
фиг1
Фиг. г
фиг.З
фие.4
12
фиг. 5
| Гитлевич А.Д | |||
| и Этингоф А.А., Механи- | |||
| зация и автоматизация сварочного производства, М,: Машиностроение, 1979, с | |||
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| Нефтяной конвертер | 1922 |
|
SU64A1 |
