3
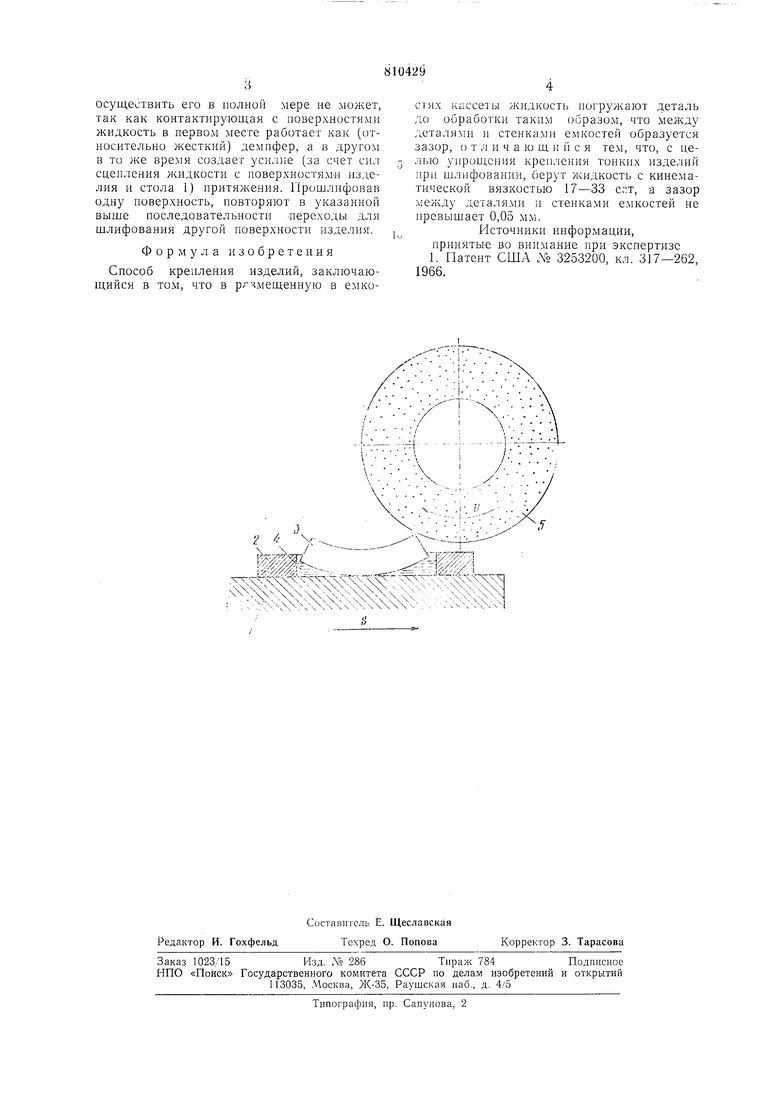
Осуществить его в полной мере не может, так как контактирующая с поверхностями жидкость в первом месте работает как (относительно жесткий) демпфер, а в другом в то же время создает усилие (за счет сил сцепления жидкости с поверхностями изделия и стола 1) притяжения. Прощлифовав одну поверхность, повторяют в указанной выше последовательности переходы для щлифования другой поверхности изделия.
Формула изобретения
Способ крепления изделий, заключающийся в том, что в рг смещенную в емкостях кассеты жидкость ногружают деталь до обработки таким образом, что между деталями и стенками емкостей образуется зазор, отличающийся тем, что, с целью упрощения крепления тонких изделий при щлифовании, берут жидкость с кинематической вязкостью 17-33 ест, а зазор между деталями и стенкам и емкостей не превыщает 0,05 мм.
Источники информации, принятые во внимание нри экспертизе 1. Патент США № 3253200, кл. 317-262, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вварки патрубка в корпус сосуда | 1982 |
|
SU1021545A1 |
| Центробежная установка для объемной обработки деталей | 1986 |
|
SU1399090A1 |
| Устройство для шлифования гнутых брусковых деталей мебели | 1983 |
|
SU1133072A1 |
| Способ шлифования семян и устройство для его осуществления | 1988 |
|
SU1519540A1 |
| Центробежная установка для объемной обработки деталей | 1986 |
|
SU1397258A1 |
| Способ и устройство для центробежно-шпиндельной обработки поверхностей изделий | 2020 |
|
RU2755328C1 |
| Электрод для контактной сварки | 1982 |
|
SU1021541A1 |
| Способ абразивной обработки | 1985 |
|
SU1328178A2 |
| Способ обработки края чашеобразного стеклоизделия | 1981 |
|
SU992166A1 |
| СУППОРТ БЕСЦЕНТРОВО-ШЛИФОВАЛЬНОГО СТАНКА | 1970 |
|
SU261204A1 |
