Кэ
ел
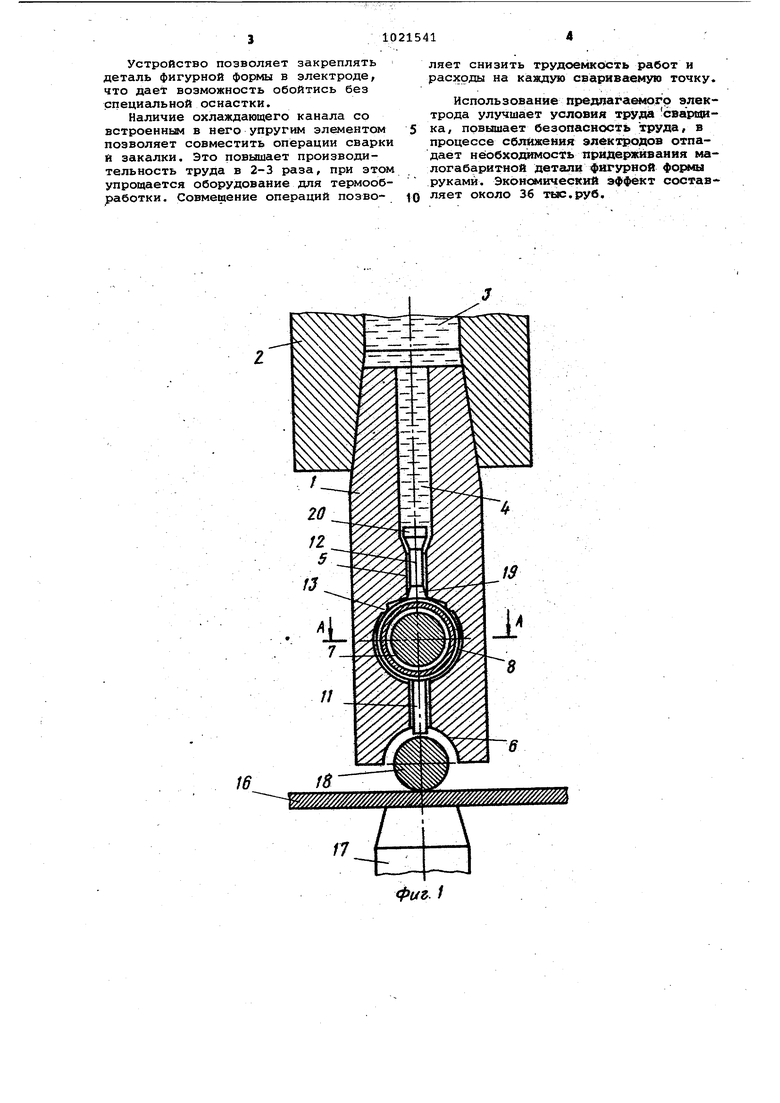
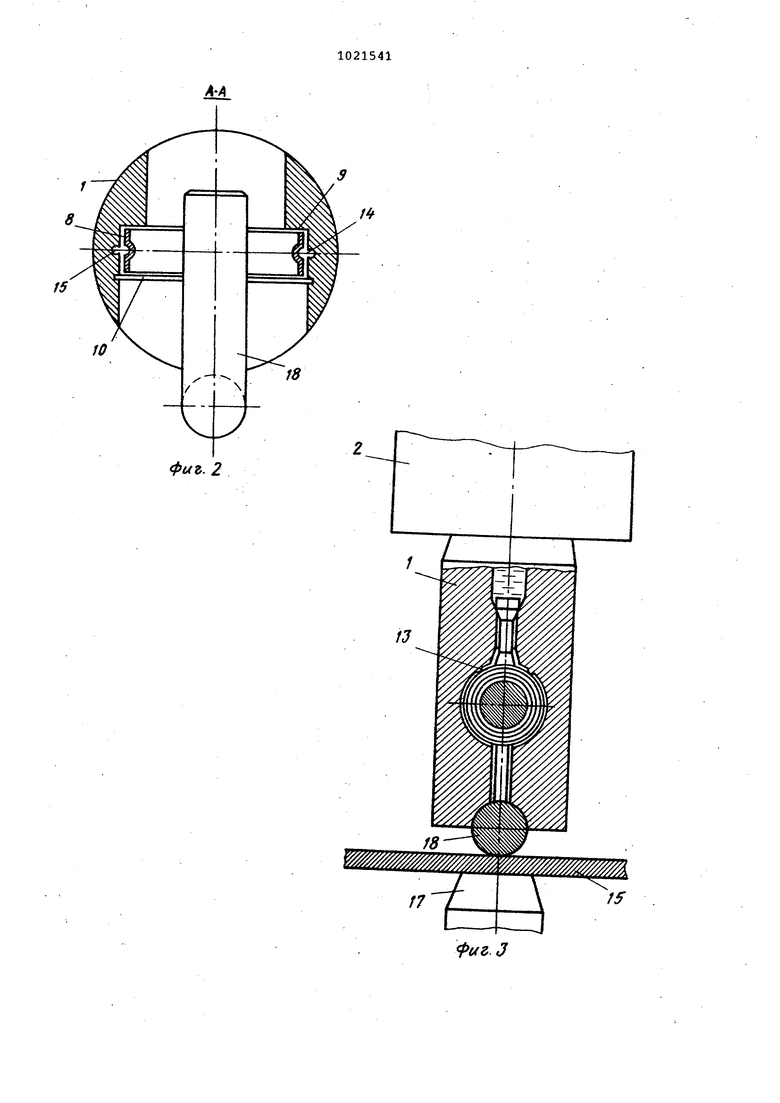
4ib Изобретение относится к сварке, а именно, к сварочным электродам для контактной сварки и может быть использовано в машиностроении, преимущественно при приварке прутков П и С-образной формы к листовым деталям Известен электрод для контактной сваркл, преимущественно прутков П и С-образной формы, содержащий корпус и рабочий стержень с выполненными на его торце углублением и вдоль оси охлаждающимканалом, и систему охлаждения. Этот электрод позволяет осуществлять контактную сварку деталей типа прутков и тонкостенных труб чатых элементов с плоскими листовыми деталями }. Однако ним невозможно осуществить сварку прутков С и П-образной формы к листовым деталям. Для закрепления деталей под сварку и процесса сварки требуется специальное устройство. Кроме того, при сварке термоупрочняемых сталей возникает необходимост в проведении термоупрочняющей обработки сварных швов, выполняемых контактной точечной сваркой. Закалку проводят, как правило, сразу ке после сварки непосредственно в электродах путем охлаждения нагретой детали дозированным количеством воды. Кроме того, конструкция электрода требует отдельной оснастки для проведения операции закалки. Вследствие этого уху.цшаются условия труда сварщика, падает производительность труда. Цель изобретения - повышение производительности путем совмещения операций сварки и закалки и расширения номенклатуры изготавливаемых изделий. Поставленная цель достигается тем, что в электроде для контактной сварки, преимущественно прутков П и С-образной формы, содержащем корпус и рабочий стержень с выполненными на его торце углублением и вдоль оси охлаждающим каналом, и систему охлаж дения, в теле рабочего электрода пер пендикулярно его продольной оси выполнено сквозное поперечное ступенчатое отверстие с выступами, пересекающееся с охлаждающим каналом, и кольцевой желоб на уровне поперечно го отверстия, при система охлаждения выполнена в виде упругого желобовидного кольца, расположенног в поперечном отверстии, штифта,жест ко закрепленного на упругом желобовидном кольце и размещенного в продольном охлаждающем канале со сторо ны рабочего торца и запорной иглы двойного действия, размещенной такж в продольном охлаждающем канале про тивоположно штифту. На фиг.1 изображено устройство, .разрез; на фиг.2 - разрез А-А на фиг.1; на фиг.З и 4 - вид устройства в процессе сварки. Электрод 1 вьапоэтнен в виде цилиндрического стержня и установлен в корпусе 2 со стороны системы 3 охлаждения , при этом часть системы охлаждения электродержателя расположена внутри электрода 1 и выполнена в виде цилиндра 4. Вдоль ocjk электрода 1 выполнен сквозной охлаждающий канал 5. Он соединяет рабочую поверхность 6 . электрода 1 с системой 4 охлаждения. На боковой поверхности электрода выполнено сквозное поперечное отверстие 7, которое пересекается с охлаждающим каналом 5. Внутри поперечного сквозного отверстия 7 расположен упругий элемент, который выполнен в виде желобовидного кольца 8 (фиг.2, закрепленного в отверстие 7с помощью упорного бурта 9 и кольца 10. На желобовидном кольце 8 со стороны рабочей поверхности б (фиг.1) жестко закреплен штифт 11, а со стороны системы 4 охлаждения закреплена запорная игла 12 двойного действия. 8отверстии 7 со стороны иглы 12 выполнены рабочие упоры 13 в количестве 4-х штук, которые расположены по разные сторбны относительно желоба 14 и канала 5. В отверстии 7 на поверхности электрода 1 выполнен также желоб 15. Электрод работает следующим образом. Свариваемые детали, например,листовую деталь 16 укладывают на нижний электрод 17, привариваемый пруток 18 П-образной формы вставляют в отверстие 7 и осуществляют цикл сварки. В начальный момент сближения электродов штифт 11 упирается в деталь 18, Через штифт 11 усилие передается на кольцо 8, которое упирается в упоры 13, кольцо деформируется и конус 19 иглы 12 открывает доступ охлаждающей жидкости из системы 4 охлаждения, которая по желобам 14 и 15 и нижней части канала 5 поступает к свариваемым деталям 18 и 16. При дальнейшем деформировании кольца конус 20 иглы 12 перекрывает канал 5 и доступ охлаждающей жидкости прекращается,производится сварка. После окончания сварки электрод поднимается, упругий элемент кольца 8 под действием упругих сил возвращается в исходное положение, т.е. конус 20 иглы 12 поднят, а конус 19 перекрывает канал 5. В момент перехода конусов 20 и 19 в исходное положение канал 5 открыт и охлаждающая жидкость ( вода )поступает к свариваемым деталям 18 и 16 по желобам 14 и 15 и нижней части канала 5. Происходит процесс закалки. Далее процесс повторяется.
Устройство позволяет закреплять деталь фигурной формы в электроде, что дает возможность обойтись без СПециёшьной оснастки.
Наличие охлаждающего канала со встроенньм в него упругим элементом позволяет совместить операции сварки и закалки. Это повышает производительность труда в 2-3 раза, при этом упрощается оборудование для термообработки. Совмещение операций позволяет снизить трудоемкость работ и расходы на каждую свариваемую точку.
Использование предлагаемого электрода улучшает условия труда свгфидака, повышает безопасность труда, в процессе сближения элекофодов отпадает нёобходамость придерживания малогабаритной детали фигурной формы руками. Экономический эффект составляет около 36 тью.руб.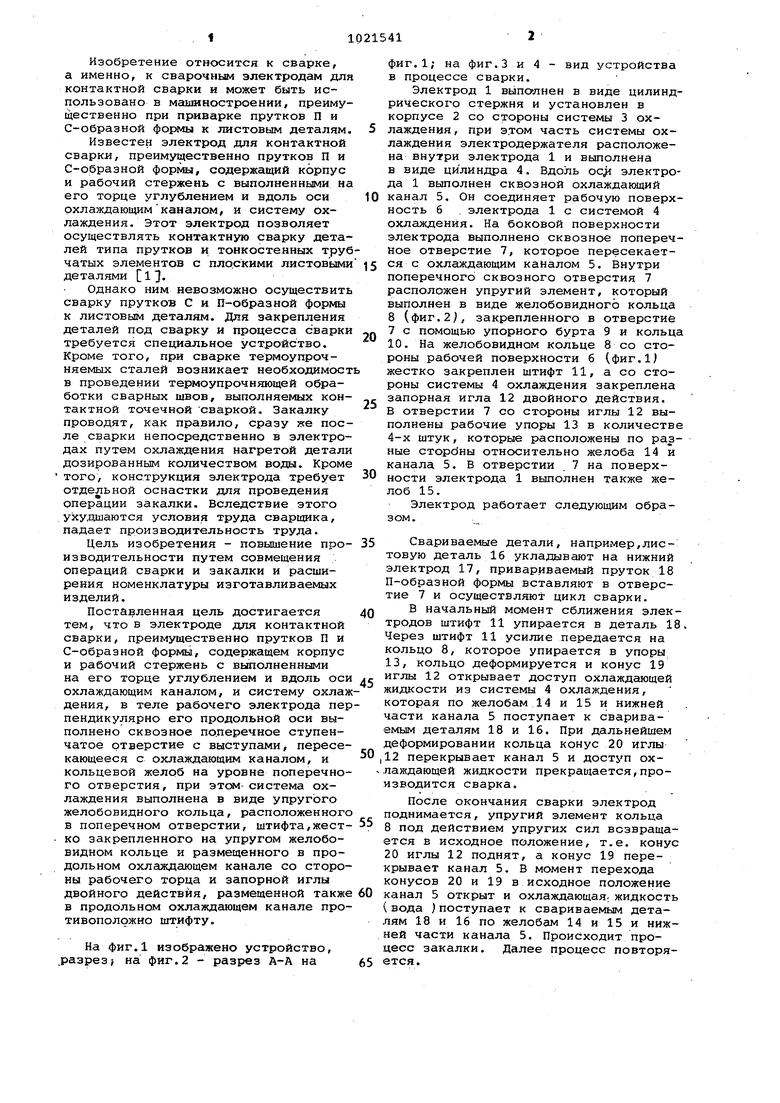
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1996 |
|
RU2100161C1 |
| Горелка для дуговой сварки в среде защитных газов | 1981 |
|
SU1031671A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1997 |
|
RU2115524C1 |
| Устройство для контактной сварки | 2016 |
|
RU2667933C2 |
| СВАРОЧНАЯ ГОЛОВКА ДЛЯ ЭЛЕКТРИЧЕСКОЙ СВАРКИ СОПРОТИВЛЕНИЕМ С ЭЛЕКТРОДАМИ, РАСПОЛОЖЕННЫМИ С ОДНОЙ СТОРОНЫ | 2018 |
|
RU2741430C1 |
| Электрод для контактной точечной сварки | 1979 |
|
SU880663A1 |
| Электрод и электрододержатель для контактной точечной сварки | 2015 |
|
RU2607395C2 |
| Устройство для выравнивания давления на электродах многоточечной контактной машины для рельефной сварки | 1989 |
|
SU1673344A2 |
| КОНТАКТНАЯ ТРУБА ДЛЯ СВАРОЧНОЙ ГОРЕЛКИ | 2009 |
|
RU2465999C2 |
| Электрододержатель для контактной точечной сварки | 2016 |
|
RU2626259C1 |
ЭЛЕКТРОД ДЛЯ КОНТАКТНОЙ СВАРКИ, преимущественно прутков П и С-Цэбраэной формы, содержащий корпус и рабочий стержень с выполненными на его торце углублением и вдоль оси охлаждающим каналом, и систему охлаждения , отличающийся тем, что, с целью повышения производительности путем совмещения операций сварки и закалки и Е эсширения номенклатуры изготавливаемых изделий, в теле рабочего электрода перпендикулярно его продольной оси выполнено сквозное поперечное ступенчатое отверстие с выступами, пересекающееся с охлаждающим каналом, и кольцевой желоб на уровне поперечного отверстия, а система охлаждения выполнена в виде упругого желобовндного кольца, расположенного в поперечном отверстии, штифта, жестко закрепленного на упругом желобовидном кольце и размещенного в продольном охлаждающем канале со стороны рабочего торца, и запорной иглы двойного действия, размещенной также в продольном охлаждающем канале противоположно штифту. сл
/7
фиг 4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Липа М | |||
| , Голасек Л | |||
| Контактная рельефная сварка | |||
| Киев, Техцика, 1971, с | |||
| Способ получения продукта конденсации бетанафтола с формальдегидом | 1923 |
|
SU131A1 |
