Изобретение относится к абразивной обработке сложнопрофильных поверхностей, например лопаток паровых турбин, с использованием абразивного упругого инструмента и является усовершенствованием известного устройства по авт. св. № 1258682.
Цель изобретения - повысить качество и производительность шлифования.
Способ абразивной обработки заключается в том, что обрабатываемую деталь, например лопатку турбины, помещают во внутреннюю полость баллона, стенки которого покрыты абразивом. Далее поворачивают одно основание баллона относительно другого на угол, определяемый геометрическими параметрами лопатки, фиксируют основания, герметизуют полость, создают в полости разрежение и сообщают системе движение резания. Угол поворота оснований относительно друг друга в каждом конкретном случае определяют в зависимости от геометрических параметров лопатки. В общем виде угол
поворота р равен arctga й-, где а - угол
закрутки пера лопатки, Н - высота баллона, R - средний радиус кривизны пера лопатки. За счет деформации оболочки при повороте оснований относительно друг друга и деформации оболочки под действием атмосферного давления обеспечивается равномерное и полное прилегание поверхности с абразивным слоем к обрабатываемым поверхностям, при этом эластичная оболочка повторяет форму любой поверхности к которой она прилегает.
В качестве материала оболочки используют эластичные высокомолекулярные соединения, например силиконовые каучуки, сополимеры этилена с пропиленом, полиурета- новые каучуки, сополимеры стирола с бутадиеном, натуральный каучук, а также сшитые и невулканизованные высокомолекулярные соединения.
Выбор материала оболочки определяется как условиями проведения процесса обработки поверхности, так и другими расчетными параметрами.
В качестве абразивного материала используют корунд, карбид бора, синтетический алмаз, электрокорунд, эльбор различных зер- нистостей. Выбор абразивного материала и размера зерен его определяется необходимой чистотой поверхности обрабатываемой детали, производительностью и другими условиями проведения технологического процесса.
Абразив наносят на внутреннюю поверхность оболочки либо в виде сплошного покрытия, либо полосами, нанесенными в меридиональном направлении и т. д.
Форма эластичной оболочки может быть сферическая, цилиндрическая, в виде тороидальной поверхности и тому подобное. Размеры и форма ее в принципе ограничиваются только технологической необходимостью и оснасткой для ее изготовления.
Способ осуществляется следующим образом.
Обрабатываемое изделие, например лопатку турбины, помещают вовнутрь эластич- ной оболочки, прижимают ее к стенке оболочки, покрытой абразивом и закрепляют в таком положении. Далее поворачивают одно основание эластичной оболочки относительно другого на расчетный угол и фиксируют основания в таком положении. Затем полость оболочки герметизируют и перемещают деталь и оболочку относительно друг друга (например, путем вращения оболочки). Сообщив, таким образом, рабочему инструменту движение резания относительно обра5 батываемого изделия, в полости оболочки создают разрежение. При этом, под д.ействием атмосферного давления оболочка дополнительно деформируется, плотно и равномерно охватывает (облегает) обрабатываемую поверхность. Усилие прижатия оболочки к об0 рабатываемой поверхности регулируют степенью разрежения и усилием прижима обрабатываемой поверхности к стенке оболочки с абразивом в период установки детали в полость оболочки и закрепления ее.
5 Обработку ведут с подачей СОЖ в зону обработки.
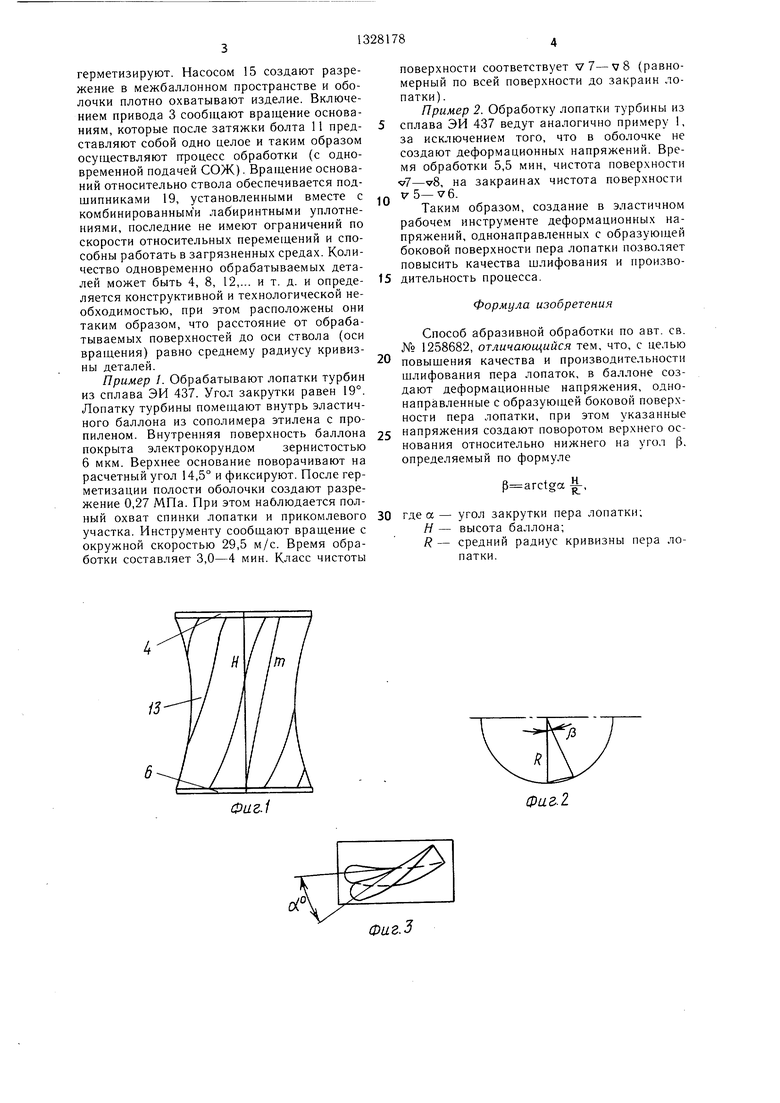
На фиг. 1 изображена схема создания деформационного напряжения в инструменте; на фиг. 2 - то же, вид сверху; на фиг. 3 - обрабатываемая лопатка с углом си
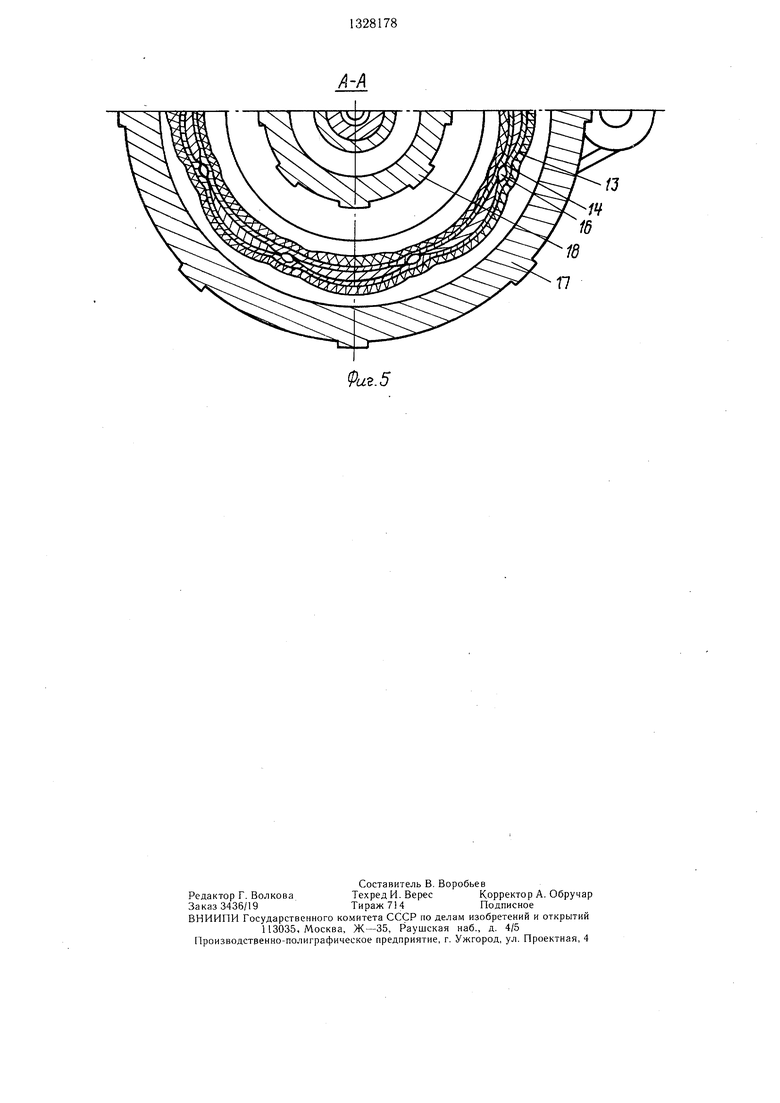
0 закрутки; на фиг. 4 - устройство для реализации предлагаемого способа; на фиг. 5 - сечение А-А на фиг. 4.
Устройство состоит из платформы 1, на которой крепится ствол 2 и привод 3 вращения верхнего 4, среднего 5 и нижнего 6
5 оснований, основы 7 с узлами крепления и фиксации обрабатываемых деталей замкового типа держателями 8, наружного 9 и внутреннего 10 опорных колец, стягивающего болта 11, которым верхняя часть ствола 12 крепится к нижней 2, двух эластичных (на ружной 13 и внутренней 14) оболочек,, покрытых абразивом, средства для создания и регулирования разрежения (вакуумный насос 15), соединенного с межбаллонным замкнутым пространством через отверстие в
с стволе 2, и устройства для подвода СОЖ в полость 16 обработки.
Устройство работает следующим образом.
Обрабатываемое изделие устанавливают
в узлах крепления - держателях 8. Далее
соединяют верхнюю часть ствола 12 с нижней
0 2. При этом выступы 17 наружного опорного кольца 9 и выступы 18 внутреннего кольца 10 входят в пазы среднего основания 5 и нижнего 6. Затем верхнюю часть ствола 12 поворачивают на расчетный угол и фиксируют в этом положении. Болтом 11
5 верхнюю 12 и нижнюю 2 части ствола стягивают, при этом уплотнения между верхни.м основанием и остальными двумя сжимаются и тем самым межбаллонное пространство
герметизируют. Насосом 15 создают разрежение в межбаллонном пространстве и оболочки плотно охватывают изделие. Включением привода 3 сообщают вращение основаниям, которые после затяжки болта 11 представляют собой одно целое и таким образом осуществляют п роцесс обработки (с одновременной подачей СОЖ). Вращение оснований относительно ствола обеспечивается под- щипниками 19, установленными вместе с комбинированным и лабиринтными уплотнениями, последние не имеют ограничений по скорости относительных перемещений и способны работать в загрязненных средах. Количество одновременно обрабатываемых деталей может быть 4, 8, 12,... и т. д. и определяется конструктивной и технологической необходимостью, при этом расположены они таким образом, что расстояние от обрабатываемых поверхностей до оси ствола (оси вращения) равно среднему радиусу кривизны деталей.
Пример 1. Обрабатывают лопатки турбин из сплава ЭЙ 437. Угол закрутки равен 19°. Лопатку турбины помещают внутрь эластичного баллона из сополимера этилена с пропиленом. Внутренняя поверхность баллона покрыта электрокорундом зернистостью 6 мкм. Верхнее основание поворачивают на расчетный угол 14,5° и фиксируют. После герметизации полости оболочки создают разрежение 0,27 МПа. При этом наблюдается полный охват спинки лопатки и прикомлевого участка. Инструменту сообщают вращение с окружной скоростью 29,5 м/с. Время обработки составляет 3,0-4 мин. Класс чистоты
0
поверхности соответствует v7-v8 (равномерный по всей поверхности до закраин лопатки).
Пример 2. Обработку лопатки турбины из сплава ЭЙ 437 ведут аналогично примеру 1, за исключением того, что в оболочке не создают деформационных напряжений. Время обработки 5,5 мин, чистота поверхности ,77-v8, на закраинах чистота поверхности t75-v6.
Таким образом, создание в эластичном рабочем инструменте деформационных напряжений, однонаправленных с образующей боковой поверхности пера лопатки позволяет повысить качества шлифования и произво- 5 дительность процесса.
Формула изобретения
Способ абразивной обработки по авт. св. № 1258682, отличающийся тем, что, с целью
0 повыщения качества и производительности щлифования пера лопаток, в баллоне создают деформационные напряжения, однонаправленные с образующей боковой поверхности пера лопатки, при этом указанные
5 напряжения создают поворотом верхнего основания относительно нижнего на угол (3. определяемый по формуле
P arctga -У-,
где а Я- R
угол закрутки пера лопатки; - высота баллона; средний радиус кривизны пера лопатки.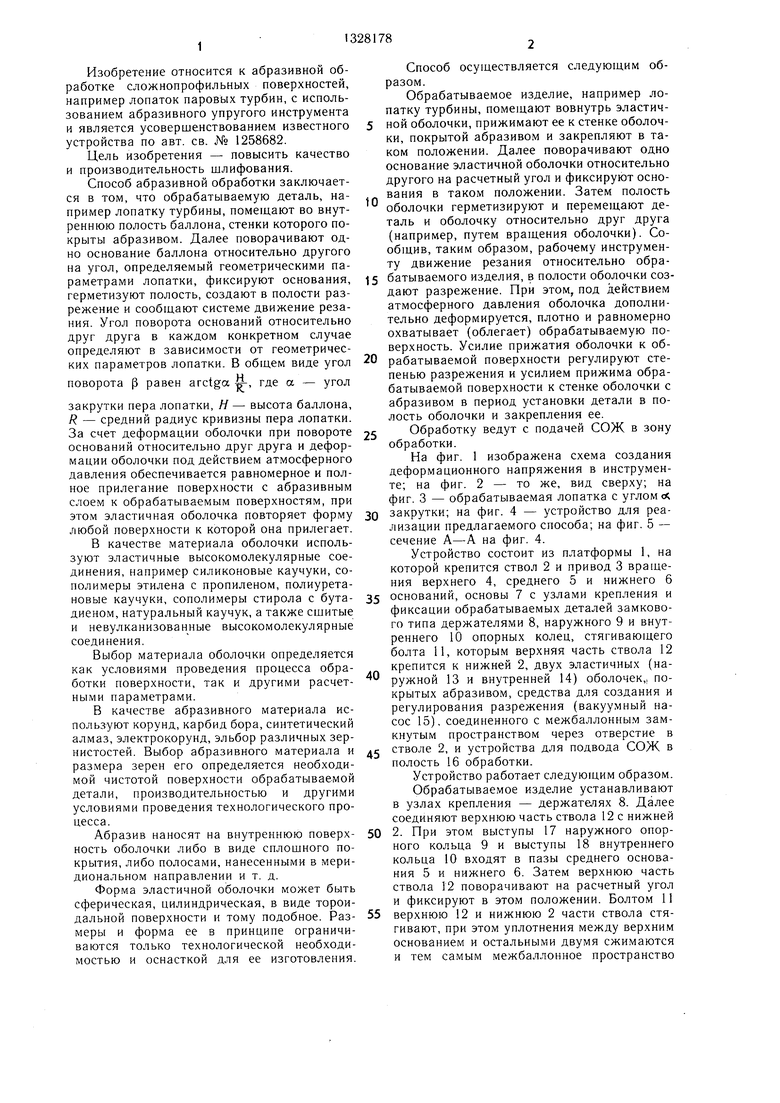
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ абразивной обработки | 1984 |
|
SU1258682A1 |
| Устройство для обработки криволинейной поверхности | 1984 |
|
SU1248769A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ | 1991 |
|
RU2047464C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| Устройство для центробежной абразивной обработки изделий типа колец | 1981 |
|
SU986746A1 |
| СПОСОБ ДВУСТОРОННЕГО ШЛИФОВАНИЯ ЕЛОЧНОГО ПРОФИЛЯ ЗАМКА ЛОПАТКИ | 1989 |
|
RU2047467C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| УСТРОЙСТВО ПОКРЫТИЯ ОБОЛОЧКОЙ ПЕРА ЛОПАТКИ ТУРБИНЫ ДЛЯ ОБРАБОТКИ НОЖКИ, СОДЕРЖАЩЕЕ ПОДВИЖНЫЙ ВО ВРАЩЕНИИ ЛОТКООБРАЗНЫЙ ДЕРЖАТЕЛЬ | 2011 |
|
RU2583570C2 |
| РУЧНОЙ ПРОЦЕСС ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ДРОБЬЮ С РАЗРАБОТКОЙ СПЕЦИАЛЬНОГО УСТРОЙСТВА И СПОСОБА КОНТРОЛЯ И УПРАВЛЕНИЯ ПРОЦЕССОМ | 1996 |
|
RU2113971C1 |
| СПОСОБ КАМЕРНОЙ АБРАЗИВНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2218262C1 |
Изобретение относится к механической, обработке поверхностей изделий, а именно к финишной обработке сложнопрофильных поверхностей, например, типа лопаток турбин и может быть использовано в авиа- и энергомашиностроении. Цель изобретения - повысить качество и производительность шлифования. Изделие помещают внутрь эластичного баллона с абразивом на внутренней поверхности, верхнее 4 и нижнее 6 основания поворачивают одно относительно другого на расчетный угол, чем создают в баллоне деформационные напряжения. Внутри оболочки создают разрежение и сообщают перемещение изделию и оболочке относительно друг друга. 5 ил. о ел со ND ОО ас ISO / Фи.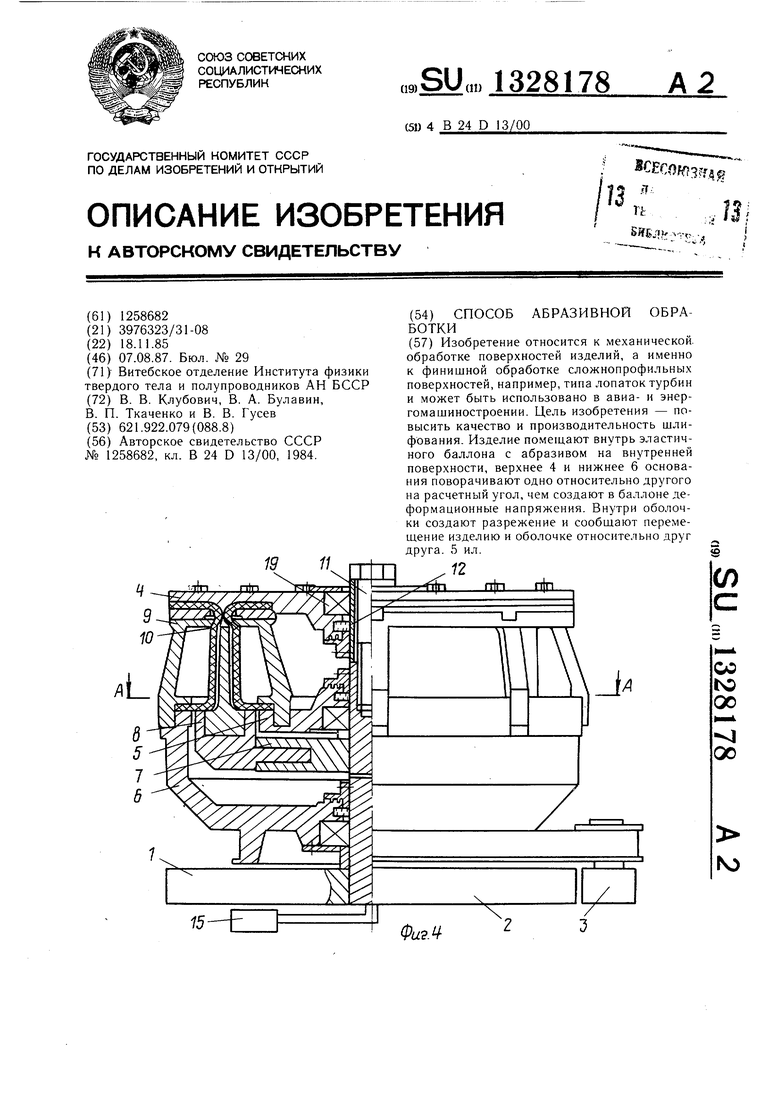
Фиг.1
Фиг.З
t7
Фиг. 5
| Способ абразивной обработки | 1984 |
|
SU1258682A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
