Изобретение относится к станкостроеник), а именно к устройстЕ ам для 1илнфонания гнутых деталей из древесины.
Известно устройство для шлифования дета:1ей кругло)о сечения из древесины, содержащее станину, стол для заготовок, полый вращающийся ротор, установленный на натуне нарнирного нараллелограмма с ноднружиненными коромыслами и двумя расположенными симметрично относительно оси вран1е11ия ротора шлифовальными цилиндрами I.
Предлагаемое устройство иозволяет производить шлифование как прямых, так и гнутых деталей с большой конусностью, и деталей несложного фигурного нрофиля. Недостатком устройства является невозможность нодачи в ротор секниями задающих нриводных и прижимных роликов фигурных деталей таким образом, чтоб| 1 нродольная ось детали совнадала бы с осью ротора 1натуна ншрнирного наралле.ю1-рамма. Совнадение же нродольной оси задаваемых на нлифование дета.1ей с осями вран1ения роторов с вертикально плоскости необходимо для нормальной работы устройства.
Целью изобретения яв,1яется расширение номенк;1атур1)1 обрабатываемых дета.чей.
Иоставленная цель достигается тем, что устройство д;1я Н1лифования гнутых брусковых деталей мебели, содержащее стол для заготовок, станину с установленньчми на ней ротором и питающим транспо})тером, вынолненньгм в виде двух секций роликов: верхней нрижи.мной и нижней нриводной, снабжено щарнирно связанными со станиной двумя верхними и нижними иодиружииеыными роликами, верхними и нижними рейками и тягами, нщрнирно связанными с ра.мками, все ро.лики секций с.монтированы на рейках, кроме того, секции роликов вынолнены в виде крайних и средних роликов, причем последние установлеШ) с возможностью упругого смещения в нанравлении, перпендикулярном (хи их вращения, а тяги связаны нонарно с верхней и нижней рамками, при этом оси шарнирного крепления тяг к ра.мкам ,лнены но разные стороны от осей ншрннрного крепления рамок к станине и на равном расстоянии от них.
Кро.ме того, шарнирное соединение рамок с рейками с одной из сторон пыно,пнено с возможностьк с.мещения оси вдоль рейки, а станина снабжена регулируемыми упорами, установленны.ми с возможностью взаимодействия с ра.мками.
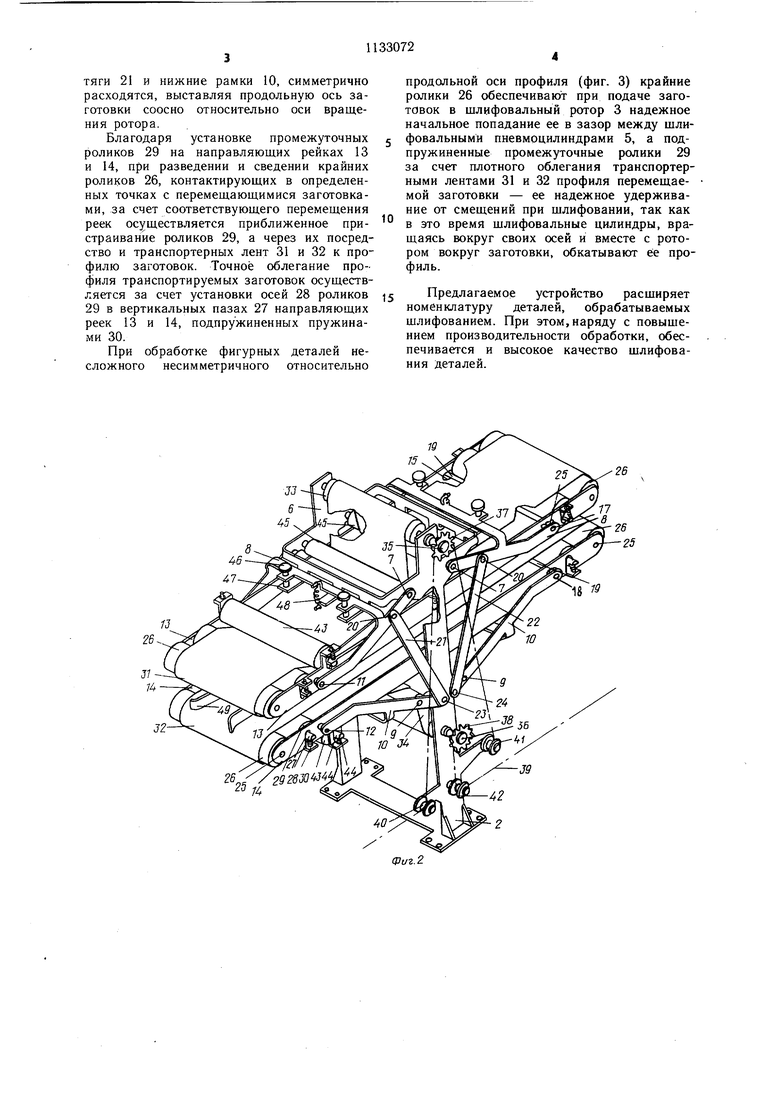
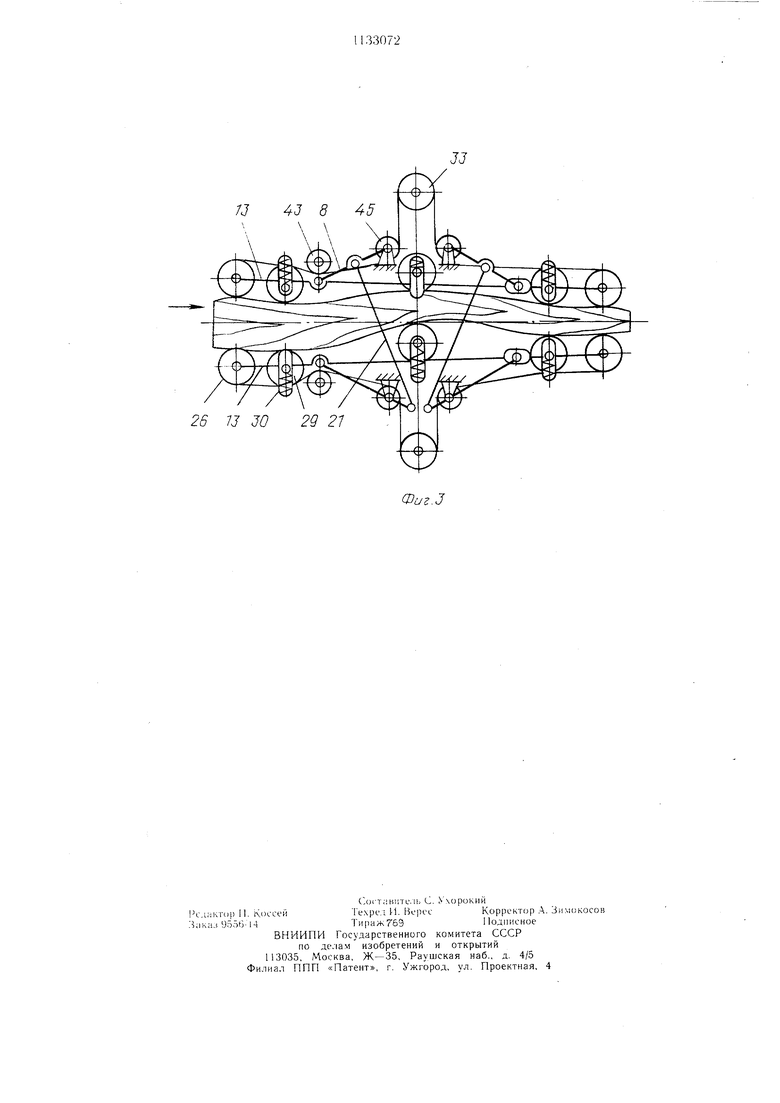
На фи1. схематично представлено устройство, общий вид; на фиг. 2 - транспортер, общий вид; на фиг. 3 - положение транспортирующих роликов и транспортерных лент при пропускании заготовок фасонного профиля.
Устройство (фиг. 1) содержит стол 1 Д.1Я заготовок перед задачей в транспор тирующпе секции 2, роторы 3, установленные с возможнос1ью качания на Н1арнирных наралле;1ограммах 4 и включающие, каждый в отдельности, два Ц1.тифовальных пневмопилиндра 5.
Транспортная секция 2 (фиг. 2) содержит станину 6, на которой на осях 7 качания установ;1ены верхние рамки 8, а на осях 9 качания нижние ра.мки 10. Рамки 8 и 10, первые по ходу перемещения заготовок, в точках 11 и 12 щарнирно связаны с направляющими рейка.ми 13 и 14, которые с другой сторон1 1 (по дли5 НС реек) имеют горизонта,чьные пазы 15 н 16, в которые входят нгарниры 17 и 1й рамок. Концы рамок 8 li 10 сое;и1нены стяжками 19, перемен1аюн1имисн в пазах 15 и 16.
Ве)хнис )амки 8 в точках 20 щарнирно
соединены с одними из концов тяг 21 и 22, к(И{))ые дру|имп концами 1иарнирно соеди1ичн,1 в точках 23 и 24 с нижни.ми рамка.ми 10. Осп 7 и 9 качания каждой папы верх1П1Х и нижних рамок .тежат в одной верти5 калыюй нлоскости.
Нанравляющие рейки на концах (по длине реек) несут в отверстиях 25 оси ро.ликов 26, а в вертикальных пазах 27 установлены осн 28 роликов 29. Оси 28 нодпружинены пружинами 30. Транспортерные
0 ленты 31 п 32 нере.мещаются при помощи приводных роликов 33 и 34, на осях 35 и 36 которых установлены звездочки 37 и 38, приводимые во вращение цепью 39. Ролнки 40-42 служат для натяжения и нз.менения направления перемещения цени
5 39. Для натяжения транснортерных лент 31 и 32 в конструкции транспортера преду; 1отрены натяжные ролики 43, оси кот()р:,1х подпружинены пружинами 44. Ро,1ики 45 служат для изменения направления
0 нер(мещения транснортерных лент 31 н 32. Зазор между ними устанавливается с помоп.1ью регулировочных винтов 46, взаимодействующих с выстунами 47 станины 6. Поджи.м верхней и нижней ветви в направлении друг к другу осуществляется пру
жинами 48. Для направления изделия служат направляющие 49.
Устройство работает следующи.м образом.
Ио размерам щлифуемой детали выставляются направляющие 49, а с по.мощью винтов 46 - первоначальный минимально необходимый зазор между верхней и нижней ветвя.ми секций транспортера.
По столу 1 заготовка подается между направляющими 49 в зазор между верхней
5 31 и нижней 32 трапспортерны.ми лента.ми.
При этом крайние верхние и нижние
ро„чики 26, связанные .между собой через
наиравляющие рейки 4, верхние рамки 8,
тяги 21 и нижние рамки 10, симметрично расходятся, выставляя продольную ось заготовки соосно относительно оси вращения ротора.
Благодаря установке промежуточных роликов 29 на направляющих рейках 13 и 14, при разведении и сведении крайних роликов 26, контактирующих в определенных точках с перемещающимися заготовками, за счет соответствующего перемещения реек осуществляется приближенное пристраивание роликов 29, а через их посредство и транспортерных лент 31 и 32 к профилю заготовок. Точное облегание профиля транспортируемых заготовок осуществляется за счет установки осей 28 роликов 29 в вертикальных пазах 27 направляющих реек 13 и 14, подпружиненных пружинами 30.
При обработке фигурных деталей несложного несимметричного относительно
продольной оси профиля (фиг. 3) крайние ролики 26 обеспечивают при подаче заготовок в щлифовальный ротор 3 надежное начальное попадание ее в зазор между щлифовальными пневмоцилиндрами 5, а подпружиненные промежуточные ролики 29 за счет плотного облегания транспортерными лентами 31 и 32 профиля перемещаемой заготовки - ее надежное удерживание от смещений при щлифовании, так как в это время щлифовальные цилиндры, вращаясь вокруг своих осей и вместе с ротором вокруг заготовки, обкатывают ее профиль.
Предлагаемое устройство расщиряет номенклатуру деталей, обрабатываемых шлифованием. При этом, наряду с повыщением производительности обработки, обеспечивается и высокое качество щлифования Деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования гнутых брусковых деталей мебели | 1985 |
|
SU1278186A1 |
| Устройство для шлифования гнутых деталей из древесины | 1982 |
|
SU1065152A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1987 |
|
SU1528646A1 |
| Устройство для шлифования деталей из древесины | 1983 |
|
SU1135616A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1982 |
|
SU1054027A2 |
| Устройство для шлифования деталейКРуглОгО СЕчЕНия из дРЕВЕСиНы | 1979 |
|
SU831557A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1982 |
|
SU1060425A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU1007936A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1985 |
|
SU1268381A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1980 |
|
SU931397A2 |
1. УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ГНУТЫХ БРУСКОВЫХ ДЕТАЛЕЙ МЕБЕЛИ, содержащее стол для заготовок, станину с установленными на ней ротором и питающим транспортером, выполненным в виде верхней прижимной секции роликов и нижней приводной секции роликов, отличающееся тем, что, с целью расширения номенклатуры .обрабатываемых деталей, устройство снабжено щарнирно связанными со станиной двумя верхними и нижними подпружиненными рамками, верхними и нижними рейками и тягами, шарнирно связанными с рамками, все ролики секций смонтированы на рейках, кроме того, секции роликов выполнены в виде крайних и средних роликов, причем последние установлены с возможностью упругого смещения в направлении, перпендикулярном оси их вращения, а тяги связаны попарно с верхней и нижней рамками, при этом оси щарнирного крепления тяг к рамкам выполнены по разные стороны от осей шарнирного крепления рамок к станине и на а Sj равном расстоянии от них. 2. Устройство по п. 1, отличающееся тем, что шарнирное соединение рамок с рейками с одной из сторон выполнено с возможностью смещения оси вдоль рейки, а станина снабжена регулируемыми упорами, установленными с возможностью взаимодействия с рамками. СО GO О to
2B / /2Q2830 i 29 74 26 7J J 4J 8 45 29 21
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU1007934A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
