(54) МНОГОРОЛИКОВАЯ РАСКАТКА
Наружный диаметр упорной втулки больше диаметра расстаиовки осей роликов у торца уиорной втулки.
Торец 9 упорной втулки 2, обращеиный к роликам, выполиен с поднутрением под небольшим углом р, равным, например, 2-5°, а торцы роликов 1, взаимодействуюш,ие с упорной втулкой 2, могут иметь два исполнения: выпукло-сферическое с поверхностью 10 (фиг. 3), либо с соответствующими наружными коническими поверхностями
11(фиг. 5).
В первом исполнении (фиг. 3) ролики 1 контактируют сферической поверхностью 10 с поверхностью торца 9 упорной втулки 2 в точке 12 (фиг. 3 и 4), расположеиной между наружной и внутренней окружностями упорной втулки.
Во втором исполнении (фиг. 5) конические поверхности И роликов 1 соприкасаются с внутренней конической поверхностью торца 9 упорной втулки 2, образуя при этом линейные контакты 13 (фиг. 6) на длине образуюш,ей / конической поверхности 11 (фиг. 5). В обоих исполнениях тордев роликов 1 (сферические на фиг. 3, конические на фиг. 5), ески угол ф самоподачи (фиг. 2) равен нулю, а угол а (фиг. 1) равен или не равен нулю, ролики 1 и упорная втулка 2 соприкасаются в диаметральных плоскостях ВВ (фиг. 4 и 6), проходяш,их через центры окружностей упорной втулки 2 и роликов 1, а при установке роликов 1 на угол ф самоподачи, неравный нулю, ролики 1 и упорная втулка 2 соприкасаются в местах, близких к указанным плоскостям (на фиг. 4, 6 не показаны). Причем для обоих исполнений места контактирования поверхностей (точка 12 на фиг. 4 и линия 13 на фиг. 6) расположены от оси 14 вращения раскатника на расстоянии большем, чем радиус расстановки осей 15 роликов 1.
Раскатник работает следуюш;им образом.
Обрабатываемой детали, закрепленной на станке, либо раскатнику, закрепленному в приводной шпиндель станка, сообщают принудительное вращение, вводят раскатник в обрабатываемое отверстие и перемещают его вдоль оси. При этом вследствие натяжения и трения между роликами 1 и обрабатываемой поверхностью ролики 1 приводятся во вращение и катятся по ней, планетарно обкатываются по поверхностям опорного конуса 4 и упираются в поверхность торца 9 упорной втулки 2.
Обкатываясь вокруг оси опорного конуса 4, ролики 1 вращают сепаратор 3 и упорную втулку 2.
Относительные вращения указанных деталей направлены в противоположные стороны. При этом в местах контакта (точка
12на фиг. 4 или линия 13 на фиг. 6) роликов 1 с упорными втулками 2 независимо
от установки роликов относительно оси 14
раскатника происходит треппе качения, причем при сферическом исполнении торцев роликов (фиг. 3) трепие в контакте минимально возможное.
После завершения раскатывания раскатник выводят из обработанного отверстия.
Для практической реализации описываемого раскатника в первом исполнении торцев роликов 1 (фиг. 3) радиус R сферы определяют в зависимости от заданного угла р поднутрения упорной втулки, угла а, наклона оси 15 роликов к оси 14 вращения раскатника в осевой плоскости и расстояния h от точки контакта до оси 15 вращения роликов по формуле
г,
Sin(3-а)
Параметр h является конструктивным параметром и зависит от диаметральных размеров упорной втулки, диаметра расстановки осей 15 роликов у торца втулки и задаваемого места контакта в точке 12 на торце втулки 2, которое может быть в любом месте между его двумя окрул ностями.
Для второго исполнения роликов 1 (фиг. 5) угол Y их конуса определяют в зависимости от угла р и поднутрения торца упорной втулки 2 и углов а и ф установки осей 15 роликов относительно оси 14 вращения раскатника.
Для случаев, когда угол а 0, а угол Ф 0 или , угол 7 конуса роликов определяют по формуле
Г 180°-2р,
а для случаев, если , а угол или , угол Y определяется по формуле
7 180° - 2 (р - а).
На практике применяют ролики с углами рабочих конусов до 4°, с углами опорных конусов - до 7° и углами ф самоподачи - не более 1°30. При различных значениях углов рабочих конусов роликов 1 и опорного конуса 4 в указанных пределах и разных их сочетаниях в раскатниках угол а обычно не превышает 2°.
Чтобы обеспечить контактирование роликов 1 с торцем -9 упорной втулки 2 в диаметральной плоскости ГГ, проходящей через центр окружностей упорной втулки 2 и центр окружности торца ролика 1 либо на близком расстоянии от указанной плоскости, необходимо, чтобы угол р поднутрения упорной втулки 2 был не менее суммы углов ее и ф ( + ф).
Поскольку в большинстве случаев на раскатниках сумма углов а и ф не превышает 2°, то таким же рекомендуется принимать меньшее предельное значение угла ip для обоих исполнений торцев роликов.
Большее предельное значение угла р свыше 5° принимать нецелесообразно, так как при этом увеличивается радиальная составляющая усилия на втулку, возрастает вероятность заклинивания роликов и затрудняется их вращение.
Однако, ири необходимости, не исключена возможность увеличения угла р, например, до 10° и более, также, как не исключается возмол ность и уменьшения указанного угла до значения меньшего, чем 2°, но в любом случае угол р должен быть не менее -суммы углов а и ф.
Преимущество описываемого раскатника перед прототипом заключается в упрощении его конструкции за счет исключения упорных роликов и снижении примерно на 20% трудоемкости его изготовления. Повышена работоспособность и расширены технологические возможности предлагаемого раскатника, позволяющие использовать такого типа раскатники для обработки отверстий любых диаметров в интервале от 8 до 250 мм и более.
f / 1 : г 6
11-/,U /
Формула изобретения
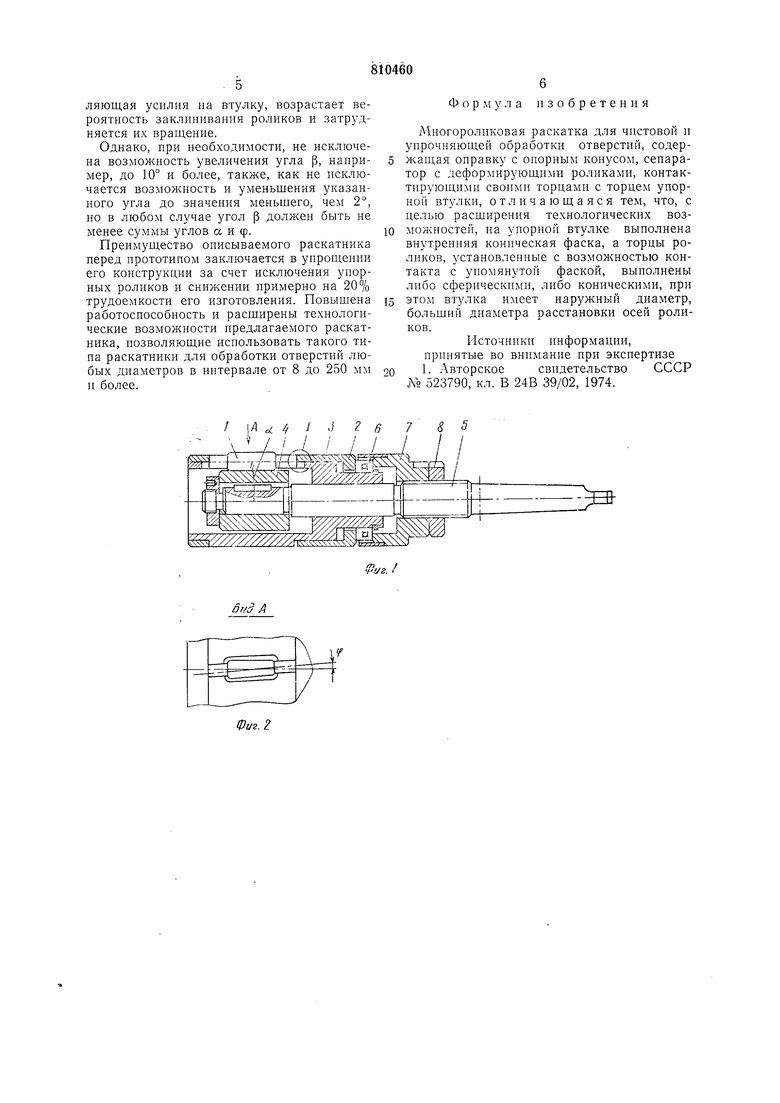
Многороликовая раскатка для чистовой и упрочняющей обработки отверстий, содержащая оправку с опорным конусом, сепаратор с деформирующими роликами, контактирующими своими торцами с торцем упорной втулки, отличающаяся тем, что, с целью расширения технологических возможностей, на упорной втулке выполнена внутренняя коническая фаска, а торцы роликов, установленные с возможностью контакта с упомянутой фаской, выполнены либо сферическими, либо коническими, при этом втулка имеет наружный диаметр, больший диаметра расстановки осей роликов.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 523790, кл. В 24В 39/02, 1974.
7 S 5

| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ РАСКАТЫВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2047472C1 |
| Способ комбинированной чистовой обработки отверстий и инструмент для его осуществления | 1990 |
|
SU1796429A1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 1996 |
|
RU2100177C1 |
| Раскатник | 1980 |
|
SU918062A2 |
| Раскатник для обработки наружных цилиндрических и торцовых поверхностей | 1989 |
|
SU1682144A1 |
| Комбинированный раскатник | 1990 |
|
SU1722795A1 |
| Раскатник | 1989 |
|
SU1682143A1 |
| УСТРОЙСТВО ДЛЯ ПРЕОБРАЗОВАНИЯ ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ В ПОСТУПАТЕЛЬНОЕ | 2006 |
|
RU2310785C1 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ НА КОНИЧЕСКИХ РОЛИКАХ | 2010 |
|
RU2452603C2 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2012 |
|
RU2521180C2 |

15
ФигЛ
.
