При повышенных температурах ленты деформируются (вытягиваются), при этом теряется контакт ленты с валком и последний перестает вращаться; необходимость отдельного привода для непрерывной протяжки ленты значительно усложняет конструкцию установки, снижает ее надежность;
из-за тенлосъема ленты, контактирующей не только с горячими, но и с холодными приводными валками, происходит местное охлаждение ориентирующих валков;
па качестве ориентируемой пленки сказывается то, что лента находится в контакте с валками не только во время холостого хода установки, но и во время прохождения по валкам пленки. При этом возможны неравномерность хода валков из-за одновременного действия на них перерабатываемой пленки и транспортерной ленты.
Все указанные недостатки снижают надежность установки и качество пленки.
Цель изобретения - повышение надежности установки в работе и качества пленки.
Указанная цель достигается благодаря тому, что в установке для продольной ориентации полимерных пленок, содержащей последовательно расположенные группы медленновращающихся, ориентирующих, быстровращающихся валков и приводное устройство ориентирующих валков, согласно изобретению, приводное устройство ориентирующих валков выполнено в виде фрикционных дисков, расположенных последовательно между ориентирующими валками, причем один из дисков установлен между ориентирующим и медленновращающимся валками, а диаметр дисков выбран из соотношения h.D
. в
где h - зазор между валками; D - диаметр дисков;
rfop. в - диаметр ориентирующих валков.
Кроме того, приводное устройство снабжено механизмом его отключения после выхода установки на рабочий режим.
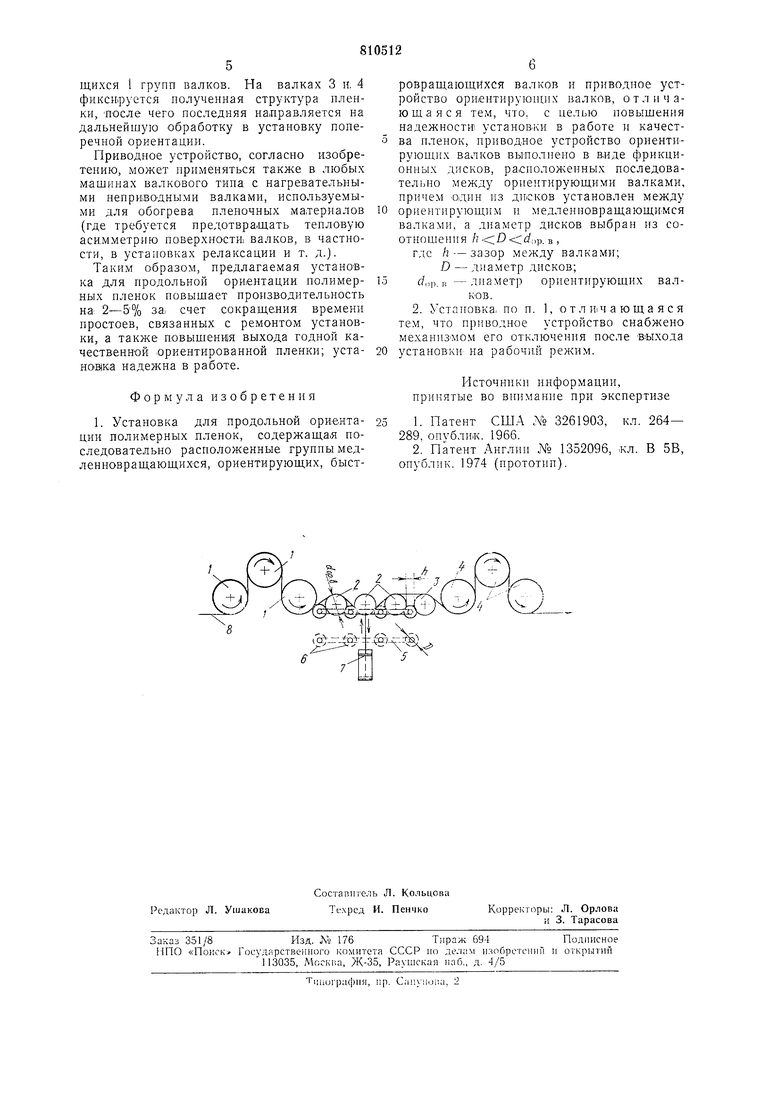
Изобретение поясняется чертежом, где изображена схема установки для продольной ориентации полимерных пленок с приводным устройством.
Установка для продольной ориентации полимерных пленок состоит из группы при водных медленновращающихся греющих валков 1, группы ориентирующик свободновращающи,хся греющих валков 2, охлажда)Ющего валка 3 и группы приводных охлаждающий быстровращающихся валков 4. Между ориентирующими в-алками 2 и. 3 в контакте с медленновращающим-ся валком 1 установлено приводное устройство 5, выполненное в виде фрикционных дисков 6, примем их диаметр D превыщает зазор h между указанными валками.
Устройство 5 снабжено механизмом его
отключения, вьшолненныМ в виде пневмоци|лнндра 7 для ввода, и вывода устройства из контакта с валками. Диаметр дисков (D) выбран с учетом зазора, между валками, запаса на износ дисков, надежного фрикционного взаимодействия с валками, перекоса валков и дисков, а верхний - из конструктивных соображений, с учетом недопустимости взаимодействия
фрикционных дисков друг с другом. Причем зазор (Л) п диаметр ориентирующих валков (p, в) может быть различным из конструктивных особенностей установки п зависит также от вида полимерного материала и особенностей технологического процесса ориентации.
Установка работает следующим образом. В период холостой работы установки
перед вытяжкой пленки производится нагрев всех групп валков до темпера.тур, необходимых для переработки данного полимера. Так, для продольной ориентации полипропиленовой пленки необходима температура 140-160°С, поликарбонатной - 150-190°С, а полиимидной -350-400°С.
Во время нагрева валков воз1можна их тепловая деформация из-за тепловой асимметри.и поверхности валков по ее периметру. Чтобы исключить это нежелательное явлени.е, группа валков 1 и 4 вращается. Ориентирующие валки 2 и 3 приводятся во вращение с помощью фрикционных дисков 6 приводного устройства 5, которое
устанавливается в верхнее положение и входит в контакт с медленновращающимся приводным валком 1.
Количество фрикционных дисков 6 выбИ)рается в зависимости от числа ориентирующих валков, а сами диски могут устанавливаться как под валками, так и над ними. В качестве материала фрикционных дисков возможно использование термостойкой резины или любого подобного материала.
Использование фрикционных дисков вместо лент позволяет получить вращение валков при любых температурах, а для привода дисков использовать имеющийся
привод медленновращающихся валков.
Так как диски контактируют только с нагретыми валками, то после начального небольщого периода нагрева теплосъем с валков за счет контакта с дисками пренебрежимо мал.
После выхода валков установки на заданный тепло.вой режим и заправки пленки (рабочий режИМ) приводное устройство 5 с помощью пневмоцили,ндра 7 отводится в ,е положение.
Исходная полимерная пленка 8 на валках 1 и 2 догревается до температуры ориентации и вытягивается между орие,нти|рующими валками 2 п 3 за счет разности
скоростей быс,тро- 4 и медленновращающихся 1 групп валков. На валках 3 и 4 фикси1руется полученная структура пленки, после чего последняя направляется на дальнейшую обработку в установку поперечной ориентации.
Приводное устройство, согласно изобретению, может применяться также в любых машинах валкового типа с нагревательными непригодными валками, используемыми для обогрева пленочных ма териалав (где требуется предотвращать тепловую асимметрию поверхности; валков, в частности, в установках релаксации и т. д.).
Таким образом, предлагаемая установка для продольной ориентации полимерных пленок повышает производительность на, 2-5% за. счет сокращения времени простоев, связанных с ремонтом установки, а также повышени1я выхода годной качественной ориентированной пленки; устаHOBiKa надежна в работе.
Формула изобретения 1. Установка для продольной ориента-25 ции полимерных пленок, содержащая последовательно расположенные группы медленновращающихся, ориентирующих, быстровращающихся валков и приводное устройство ориентирующих валков, отличающаяся тем, что, с целью повышения надежности . установ1ки в работе и качества пленок, приводное устройство ориенти:рующих валков выполнено в виде фрикционных дисков, расположенных последовательно меладу ориентирующими валками, причем один из дисков установлен между ориентирующим и медленновращающимся валками, а диаметр дисков выбран из соотношения . в,
где h - зазор между валками;
D - диаметр дисков; dop. п - диаметр ориентирующих валков.
2. Установка,ПО п. 1, о т л игч аЮ ща я ся тем, что приводное устройство снабжено механизмом его отключения пасле выхода установки на рабочий режим.
Источники информации, принятые во внимание при экспертизе 1. Патент США № 3261903, кл. 264- 289, опублик. 1966. 2. Патент Англии № 1352096, «л. В 5В, опублик. 1974 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для двухосной ориентации полимерных пленок | 1977 |
|
SU740514A1 |
| Валковая установка для термообработки полимерных пленок | 1980 |
|
SU971661A1 |
| Установка для двухосной ориентации полимерных пленок | 1991 |
|
SU1812125A1 |
| УСТАНОВКА ДЛЯ НРОДОЛЬНОЙ ОРИЕНТАЦИИ ПОЛИМЕРНОЙ ПЛЕНКИ | 1966 |
|
SU178483A1 |
| Способ продольной вытяжки плоских полимерных пленок | 1983 |
|
SU1115913A1 |
| Установка для ориентации полимерных пленок | 1984 |
|
SU1178618A1 |
| Устройство для тепловой обработки поверхности минераловатного ковра | 1988 |
|
SU1544571A1 |
| Установка для продольной ориентации полимерных пленок | 1973 |
|
SU449820A1 |
| Установка для изготовления двухосноориентированных полимерных рукавных пленок | 1979 |
|
SU874382A1 |
| ЛАМИНАТ, СПОСОБ И УСТРОЙСТВО ПОЛУЧЕНИЯ ЛАМИНАТА, А ТАКЖЕ ЗАМЕНИТЕЛЬ ГЕОТКАНИ | 2006 |
|
RU2412056C2 |
