(54) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ
ДВУХОСНООРИЕНТИРОВАННЫХ ПОЛИМЕРНЫХ РУКАВНЫХ
1
Изобретение относится к оборудованию для переработки пластмасс, в частности к установкам для получения двухосноориентированных полимерных пленок, и может быть использовано в химической промышленности.
Известна установка для изготовления двухосноориентированных полимерных рукавных пленок, содержащая формующую кольцевую экструзионную головку с каналом для подвода воздуха и расположенный внутри рукава ширительный элемент в виде приводных валков с винтовой нарезкой, по наружной поверхности.
Наличие ширительного элемента способствует ориентации и растяжению рукавной пленки 1.
Недостатком установки является сложность ее конструкции, что обусловлено размещением внутри рукава приводных валков щирительного элемента.
Наиболее близким по технической сущности и достигаемому результату к изобретению является установка для изготовления двухосноориентированных полимерных рукавных пленок, содержащая последовательПЛЕНОК
но установленные экструдер с формующей кольцевой головкой, выполненной с каналом для подвода воздуха, камеру противодавления с переменным противодавлением по ее длине, затвор, смонтированный на выходном участке камеры противодавления, тянущие валки и приспособление для намотки пленки.
В установке расплав, экструдируемый в виде рукава, проходит узкий участок камеры противодавления, остывает до температуры ориентации и затем ориентируется (раз10дувается) на широком участке камеры противодавления. После ориентации рукав проходит охлаждающий затвор-калибр и далее поступает на намотку 2.
Недостатком установки являются ее громоздкость и значительные габариты, что
15 обусловлено раздувом рукава внутри камеры противодавления, габариты которой значительно увеличиваются при увеличении диаметра рукава. Затвор в данной установке служит не только для охлаждения рукава
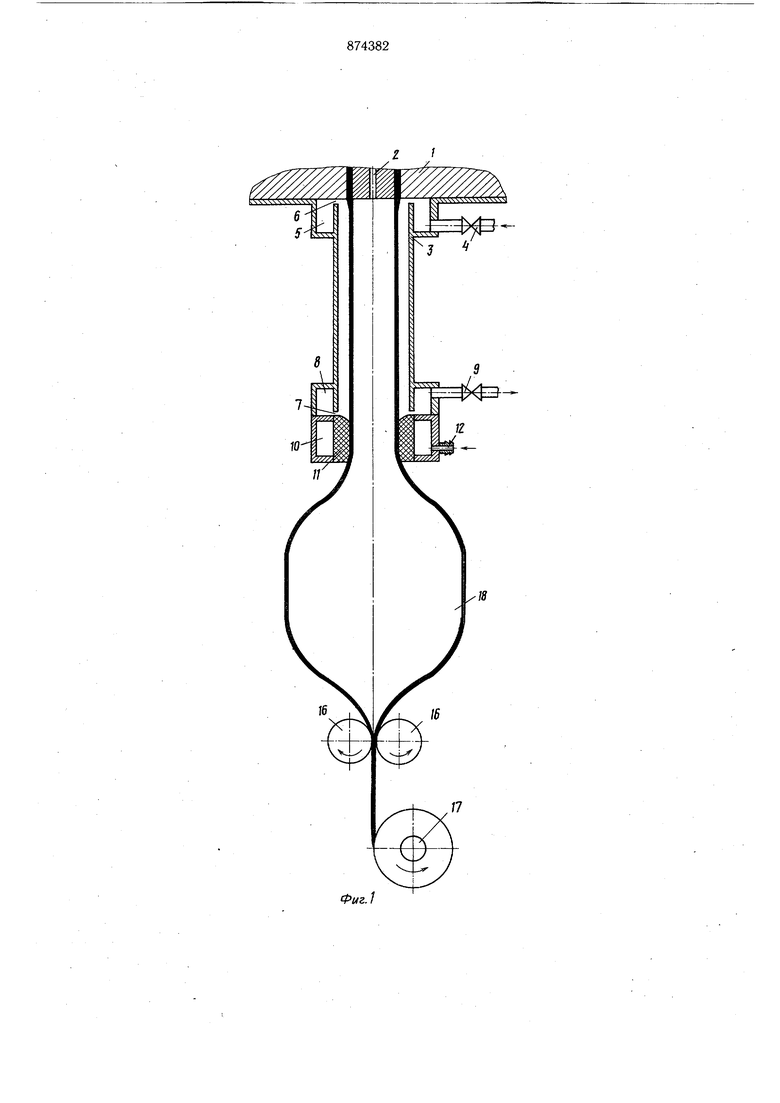
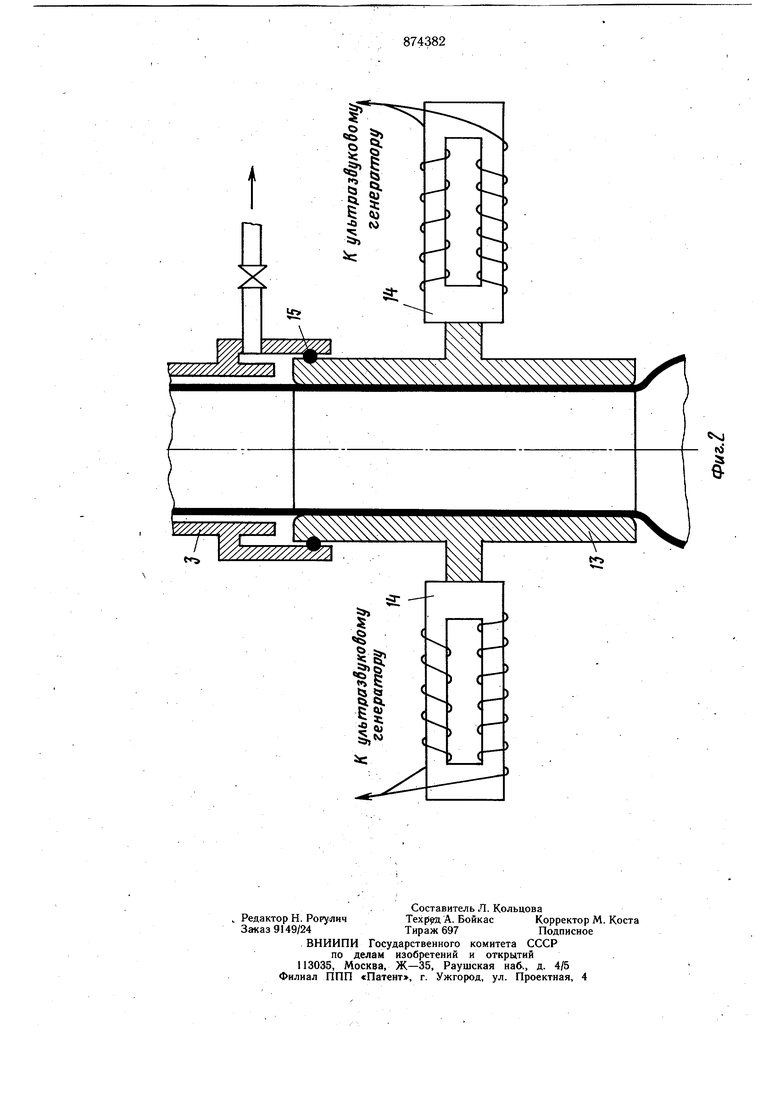
20 полимера, но и для запирания воздуха в камере противодавления, поэтому пленочный рукав плотно охватывается затвором. Плотный охват пленочного рукава затвором не позволяет вывести рукав в горячем состоянии наружу,-за пределы камеры противо-, давления, поскольку при высоких температурах коэффициент трения полимерных материалов по твердым поверхностям очень велик и неустойчив, так что скорость движення рукава также не будет устойчивой. Именно поэтому невозможно провести, раздув рукава QPазу же йо выходе его из камеры противодавления и раздув рукава производится внутри камеры противодавления, Цель изобретения - сокращение габаритов установки. Указанная цель достигается тем, что в установке для изготовления двухосноориентированных полимерных рукавных пленок, содержащей последовательно установленные экструдер с формующей кольцевой головкой, выполненной с каналом для подвода воздуха, камеру противодавления с переменным противодавлением по ее длине, затвор смонтированный на выходном участке камеры противодавления, тянущие валки и приспособление для намотки пленки, затвор снабжен устройством для снижения коэффициента трения между рукавной пленкой и камерой противодавления. Устройство для снижения коэффициента трения выполнено в виде распределителя, соединенного с источником смазывающего агента. Устройство для снижения коэффициента трения выполнено в виде кольцевого излучателя, соединенного с электроакустическими преобразователями. На фиг. 1 показана установка, общий вид; на фиг. 2 - вариант выполнения устройства для снижения коэффициента трения. Установка для изготовления двухосноориентированных полимерных рукавных пленок содержит последовательно установленные экструдер с кольцевой формующей головкой 1, имеющей центральный канал 2 для подвода воздуха, и к-амеру 3 противодавления с переменным противодавлением по длине, имеющую вентиль 4 ввода, коллектор 5 входа, входную щель 6, выходную щель 7, коллектор 8 выхода и вентиль 9 выхода. Камера противодавления представляет собой цилиндр, диаметром несколько больщим диаметра рукава, или слабо расширяющийся к выходу конус. Если выполнить камеру в виде конуса, сужающегося к выходу, процесс пуско-наладки существенно затрудняется., На выходе камера противодавления снабжена затвором с устройством для снижения коэффициента трения между рукавом и стенками камеры противодавления. Конструкция устройства может быть различной. Простейшим вариантом исполнения является устройство, создающее воздущную подущку между рукавом и стенками камеры. Например, устройство можно выполнить (фиг. 1) в виде охватывающего рукава распределиеля 10, внутренняя стеика 11 которого выолнена из пористого материала - металлоерамики. Распределитель 10 через штуер 12 связан с источником смазывающего гента-сжатого воздуха (не показан). Воздух из распределителя 10 просачиается по порам и, вытекая в зазор между ористой стенкой и рукавом, создает между ими воздущную подушку. Давление i в расределителе 10 выше, чем в камере 3 проиводавления. Возможно использование и ругих смазывающих агентов для создания азовой или паровой подушки в зазоре межу рукавом и камерой, в частности испольование жидких смазок, непрерывно подаваеых в зазор (удобным может оказаться исользование ВОДЬ1). Устройство для снижения коэффициента трения может быть также выполнено (фиг. 2) в виде цилиндрического кольцевого излучателя 13, соединенного с электроакустичес; кими преобразователями 14. Излучатель 13 соединен с выходной частью камеры противодавления 3 уплотнительным кольцом 15. Устройство для снижения коэффициента трения одновременно можно использовать для термостатирования рукава перед его раздувом, и таким образом, уменьшить перепад температуры по толщине рукава, возникающий при большой скорости процесса или при большой толщине рукава. В этом случае можно увеличить длину затвора с устройством для снижения коэффициента трения и термостатировать его, а также термостатировать газовую или жидкую среду, используемую как смазку, и обеспечить таким образом необходимую выдержку рукава при температуре ориентации перед раздувом. После камеры 3 противодавления, на достаточном удалении от нее, установлены зажимные тянущие валки 16 и приспособление 17 для намотки готовой пленки. Установка работает следующим образом. Расплав полимера, экструдированный через формующую кольцевую головку 1, попадает Б виде рукава 18 в камеру 3 противодавления. По зазору между рукавом 18 и стенкой камеры 3 противодавления течет поток воздуха, подаваемого через вентиль 4 входа, коллектор 5 входа и входную щель 6. Воздушный поток охлаждает рукав 18 до температуры ориентации и выходит через выходную щель 7, коллектора 8 выхода и вентиль выхода 9. Воздух из камеры 3 противодавления не может вытечь в атмосферу вдоль рукава 18, так как рукав прижат внутренним давлением к стенкам устройства для снижения коэффициента трения, смонтированного в выходной части камеры 3 проти водавления. Если не будет снижен коэффициент трения рукава по стенке камеры, то повреждение рукава неизбежно, так как рукав выходит из камеры противодавления при температуре ориентации, т.е. в размягценном состоянии. Использование устройства для снижения трения позволяет вывести охлажденный, но все еще горячий рукав (при температуре ориентации, а не при температуре экструзии) за пределы камеры противодавления и провести раздув рукава в свободном состоянии, вне рамок технологического оборудования. После выхода из камеры противодавления рукав раздувается под действием внутреннего избыточного давления, подаваемого через канал 2 формующей головки, охлаждается до темнературы, меньшей температуры ориентации, проходит зажимные тянущие, валки 16 и наматывается в рулон.
Возможность раздува рукава в свободном состоянии, вне рамок технологического оборудования, выгодно отличает предлагаемую от известных установок для получения двухосноориентированных полимерных рукавных пленок. Поскольку камера противодавления охватывает рукав только в его нераздутой части, данная установка отличается простотой конструкции, низкой металлоемкостью, малыми габаритами, расширенными технологическими возможностями (для изменения кратности раздува рукава не требуется заменять оборудование), и, в конечном счете, меньшей стоимостью.
Формула изобретения
1. Установка для изготовления двухосноориентированных полимерных рукавных .пленок, содержащая последовательно установленные экструдер с формующей кольцевой головкой, выполненной с каналом для подвода воздуха, камеру противодавления с переменным противодавлением по ее длине,
затвор, смонтированный на выходном участке камеры противодавления, тянущие валки и приспособление для намотки пленки, отличающаяся тем, - что, с целью сокращения габаритов установки, затвор снабжен устройством для снижения коэффициента трения между рукавной пленкой и камерой противодавления.
2. Установка по п. 1, отличающаяся IQVL, что устройство для снижения коэффициента трения выполнено в виде распределителя, соединенного с источником смазывающего агента.
3. Установка по п. 1, отличающаяся тем что устройство для снижения коэффициента трения выполнено в виде кольцевого излучателя, соединенного с электроакустическими преобразователями.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 595171, кл. В 29 D 7/24, 1975.
2. Авторское свидетельство СССР по за явке № 2639666/23-05, кл. В 29 D 7/24, 1978 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления двухосноориентированных полимерных рукавных пленок | 1983 |
|
SU1171349A2 |
| Установка для двухосной ориентации полимерных рукавных пленок | 1981 |
|
SU975427A2 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ДВУХОСНООРИЕНТИРОВАННОЙ ТЕРМОУСАДОЧНОЙ ПЛЕНКИ НА ОСНОВЕ ПВХ | 2005 |
|
RU2299810C1 |
| Установка для двухосной ориентации полимерных рукавных пленок | 1978 |
|
SU766876A1 |
| Устройство для одновременноэ двухосноэ ориентации рукавных полимерных пленок | 1976 |
|
SU603585A1 |
| Способ определения продольной вязкости высоковязких жидкостей | 1986 |
|
SU1390532A1 |
| Устройство для получения двухосно ориентированных рукавных полимерных пленок | 1971 |
|
SU422205A1 |
| ЭКСТРУЗИОННАЯ МАШИНА | 1995 |
|
RU2095242C1 |
| Устройство для двухосного растяжения рукавных полимерных пленок | 1975 |
|
SU595171A1 |
| ВСЕСО.ЮЗНАЯПДТ;лП'КО-:;-Х;:^ИГ?й;^БИ5Л1'Ю'Гг;кА | 1971 |
|
SU309491A1 |