Изобретение относится к оборудованию по переработке пластмасс и может быть использовано в устройствах валкового типа для продольной ориентации и клуппно- го типа для поперечной ориентации или тер- мообработки пленок и листов из полимерных материалов, например, таких как: полиэтилентерефталат, полипропилен, полистирол и др., применяемых в качестве основы магнитных лент, электроизоляционных конденсаторных пленок.
Цель изобретения - повышение качества пленки путем устранения возмущающего воздействия на привод вращения зажимных быстровращающихся валков.
Данное решение позволяет устранить возмущающее силовое воздействие привода устройства поперечной ориентации на при вод устройства продольной ориентации, что обеспечивает получение качественных полимерных пленок различных толщин за
счет введения между устройствами группы отсекающих, активно демпфирующих зажимных валков с электроприводом, работающим как в двигательном, так и в тормозном режимах.
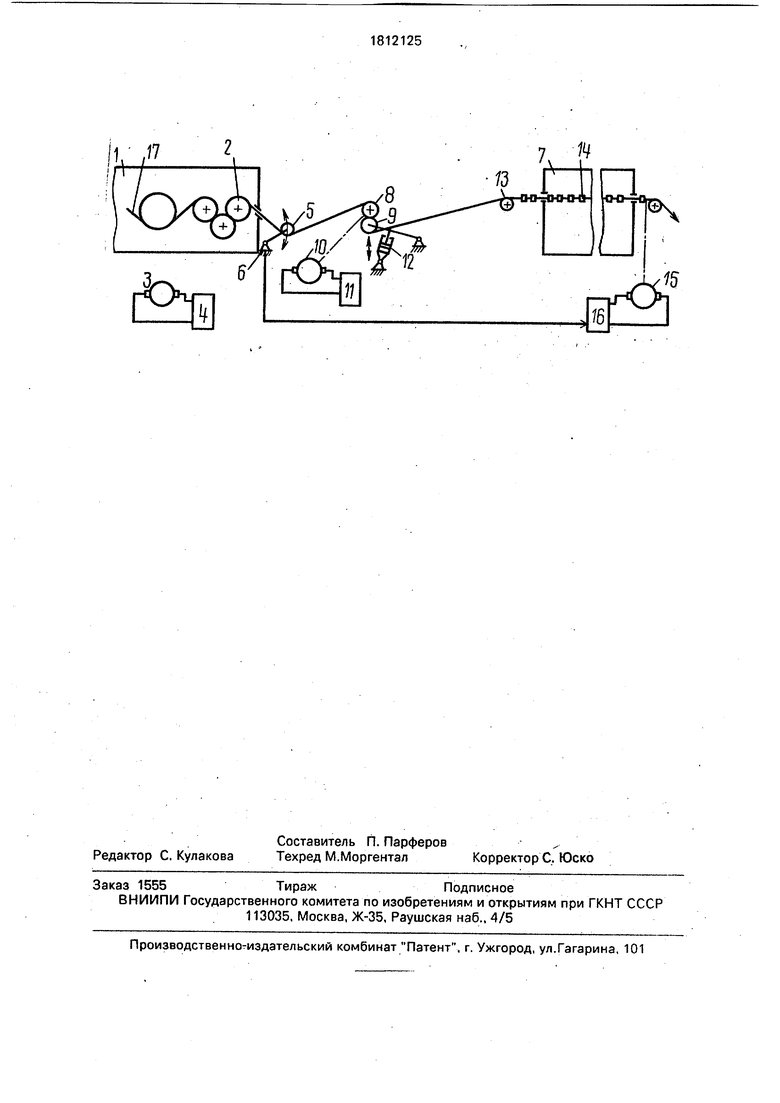
На чертеже схематично изображена установка для двухосной ориентации полимерных пленок, общий вид.
Установка для двухосной ориентации полимерных пленок содержит устройство продольной ориентации 1 с группой зажимных быстровращающихся валков 2, соединенных с приводом вращения 3 и системой управления 4 приводом. Нэ входе устройства после валков 2 установлен компенсатор качающегося типа, выполненный в виде свободно вращающегося валка 5, на оси качания 6 которого жестко установлен датчик углового перемещения (сельсин) (на черт- условно не показан). Между компенсатором 5 и устройством поперечной ориентации 7
00
10.
ю ел
установлена дополнительная группа зажимных валков 8 и 9, причем валок 8 соединен с приводом вращения 10 и системой управления 11 приводом как в двигательном, так и тормозном режимах работы, а валок 9 снабжен механизмом его включения, выполненным в виде пневмоцилиндров 12 для ввода и вывода валка из контакта с верхним валком 8.
На входе устройства поперечной ориентации 7 расположен свободновращающий- ся направляющий валок 13, установленный в плоскости захвата полотна пленки клуппами 14 цепей, связанных с приводом перемещения 15 вдоль функциональных зон устройства.
Привод перемещения клуппных цепей регулируется системой управления 16, которая связана с датчиком углового перемеще- ния компенсатора 5, являющегося средством синхронизации скоростей устройств ориентации.
Установка работает следующим образом.
Исходная полимерная пленка 17 подается в устройство продольной ориентации 1, где вытягивается в продольном направлении.
После устройства 1 посредством группы зажимных быстровращающихся валков 2 продольноориентированная пленка через валок 5 компенсатора и дополнительную группу зажимных валков 8 и 9 подается в устройство поперечной ориентации 7, где она с помощью перемещающихся от привода 15 двух бесконечных ветвей клуппных цепей 14 последовательно транспортируется через функциональные зоны и вытягивается в поперечном направлении.
После устройства 7 двухосноориентиро- ванное полотно пленки после обрезки утол- щенных кромок и измерения ее разнотолщинности, направляется на намотку в готовые рулоны.
В процессе ориентации продольноориентированная пленка с линейной скоростью, заданной приводом 3 валков 2, непрерывно поступает на валок 5 компенсатора, по углу отклонения которого из среднего положения в ту или иную сторону {вверх или вниз), сельсин (не показан), установленный на оси 6 качания, выдает сигнал, воздействующий через систему управления 16, соответственно, на понижение или повышение линейной скорости привода 15 перемещения клуппных цепей 14 устройства поперечной ориентации 7. При этом валки 8
и 9 при помощи пневмоцилиндров 10 находятся в контакте друг с другом и зажимают полотно пленки, а их линейная скорость определяется скоростью валка 8, соединенного с приводом вращения 10, управляемого вручную с индивидуального пульта через систему управления 11, что обеспечивает гашение и активное демпфирование, вносимых приводами 3 и 15 через пленку,
возмущающих силовых воздействий между устройствами 1 и 7 и получение качественной пленки. В этом случае на участке между валками 2 и 8, 9 натяжение пленки минимальное, определяется весом валка 5, необходимое для определенного положения датчика углового перемещения (сельсина), а на участке между валками 8, 9 и клуппными цепями 14 требуется для стабильной и надежной заправки натяжение пленки.
В зависимости от толщины и скорости проходящей пленки привод 10 валков работает или в тормозном (для толстых пленок) или двигательном (для тонких пленок) режимах работы.
Использование изобретения позволит повысить на 2-5% выход годной пленки путем устранения возмущающего воздействия на привод вращения зажимных быстровращающихся валков устройства
продольной ориентации в процессе двухосной ориентации полимерных пленок. Формула изобретения
1. Установка для двухосной ориентации полимерных пленок, содержащая устройство продольной ориентации с группами зажимных быстровращающихся валков, соединенных с приводом вращения, устройство поперечной ориентации с клуппными цепями, связанными с приводом перемещения, и средство синхронизации скоростей устройств продольной и поперечной ориентации, отличающаяся тем, что, с целью повышения качества пленки путем устранения возмущающего воздействия на привод
зажимных быстровращающихся валков, установка снабжена дополнительной группой зажимных валков, расположенной на участке между средством синхронизации и устройством поперечной ориентации, причем
один из валков дополнительной группы соединен с приводом вращения.
2. Установка по п.1, о т л и ч а ю- щ а я с я тем, что противолежащий первому валок дополнительной группы снабжен ме- ханизмом ввода его в контакт с первым валком после выхода установки на рабочий режим.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для двухосной ориентации полимерных пленок | 1977 |
|
SU740514A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЕНОК ИЗ ТЕРМОПЛАСТИЧНЫХ ПЛАСТМАСС | 2008 |
|
RU2486057C2 |
| УСТАНОВКА ДЛЯ НРОДОЛЬНОЙ ОРИЕНТАЦИИ ПОЛИМЕРНОЙ ПЛЕНКИ | 1966 |
|
SU178483A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИИМИДНОЙ ПЛЕНКИ | 1992 |
|
RU2065457C1 |
| Установка для продольной ориентации полимерных пленок | 1973 |
|
SU449820A1 |
| Установка для двухосной ориентации полимерных рукавных пленок | 1981 |
|
SU975427A2 |
| Установка для намотки плоской полимерной пленки | 1991 |
|
SU1808732A1 |
| Гладильно-компенсирующее устройство для полимерных рукавных пленок | 1987 |
|
SU1537567A1 |
| УСТАНОВКА ДЛЯ ДВУХОСНОЙ ОРИЕНТАЦИИ ПОЛИМЕРНЫХ ПЛЕНОК | 1972 |
|
SU330036A1 |
| УПАКОВОЧНАЯ ПЛЕНКА | 2015 |
|
RU2685651C2 |
Использование: получение полимерных двухосноориентированных пленок в химической промышленности. Сущность изобретения: установка содержит устройство продольной ориентации с зажимными быстро- вращающимися валками. Они соединены с приводом вращения. Клуппные цепи устройства поперечной ориентации соединены с приводом перемещения. Установка снабжена дополнительной группой зажимных валков. Они расположены между средством синхронизации скоростей устройств продольной и поперечной ориентации и устройством поперечной ориентации. Один из валков дополнительной группы снабжен механизмом его включения после выхода установки на рабочий режим. Второй валок дополнительной группы связан с приводом вращения. 1 з.п. ф-лы, 1 ил.
| Установка для производствапОдСлОиРОВАННОй ОРиЕНТиРОВАННОйплЕНКи | 1977 |
|
SU810511A1 |
| Солесос | 1922 |
|
SU29A1 |
| Патент США 4140740, кл | |||
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
