Изобретение относится к оборудованию по переработке пластмасс, а именно к установкам клуппного типа и может быть использовано в химической промышленности для ориентации или термообработки пленок и листов из полимерных материалов, таких как полипропилен, полистирол, полиэтилентерефталат и др.
Цель изобретения - повышение надежности работы установки за счет исключения заклинивания винтов механизма раздвижки направляюш,их при нагреве.
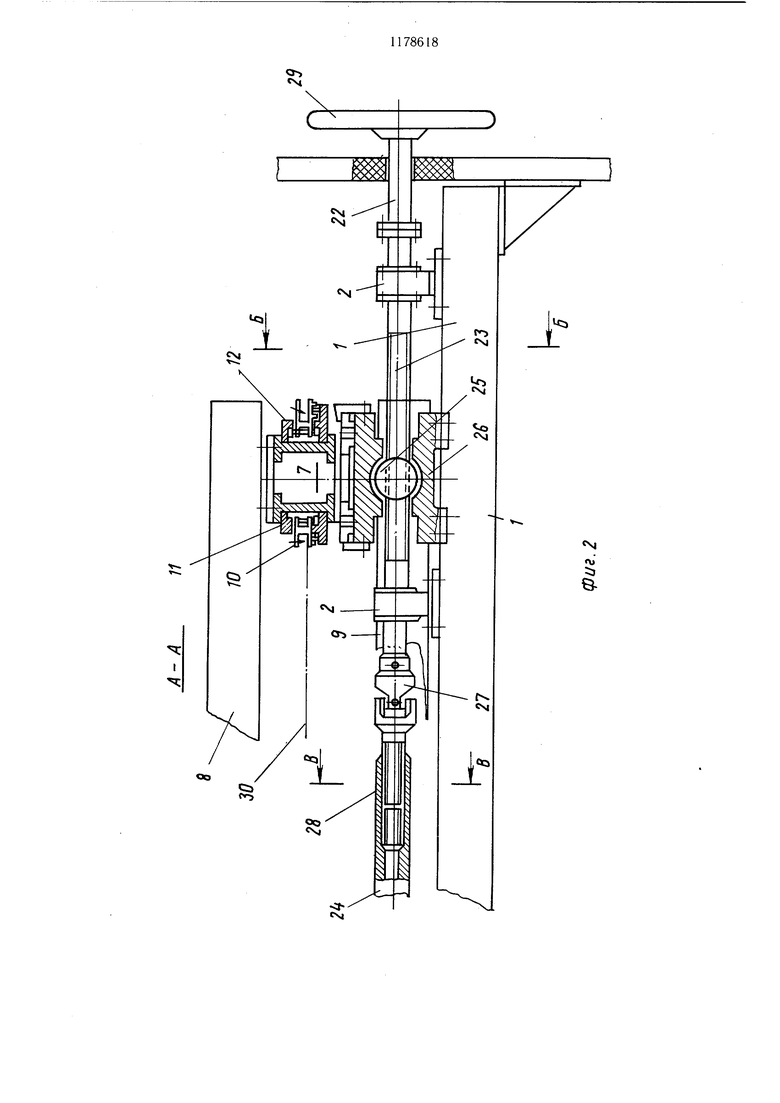
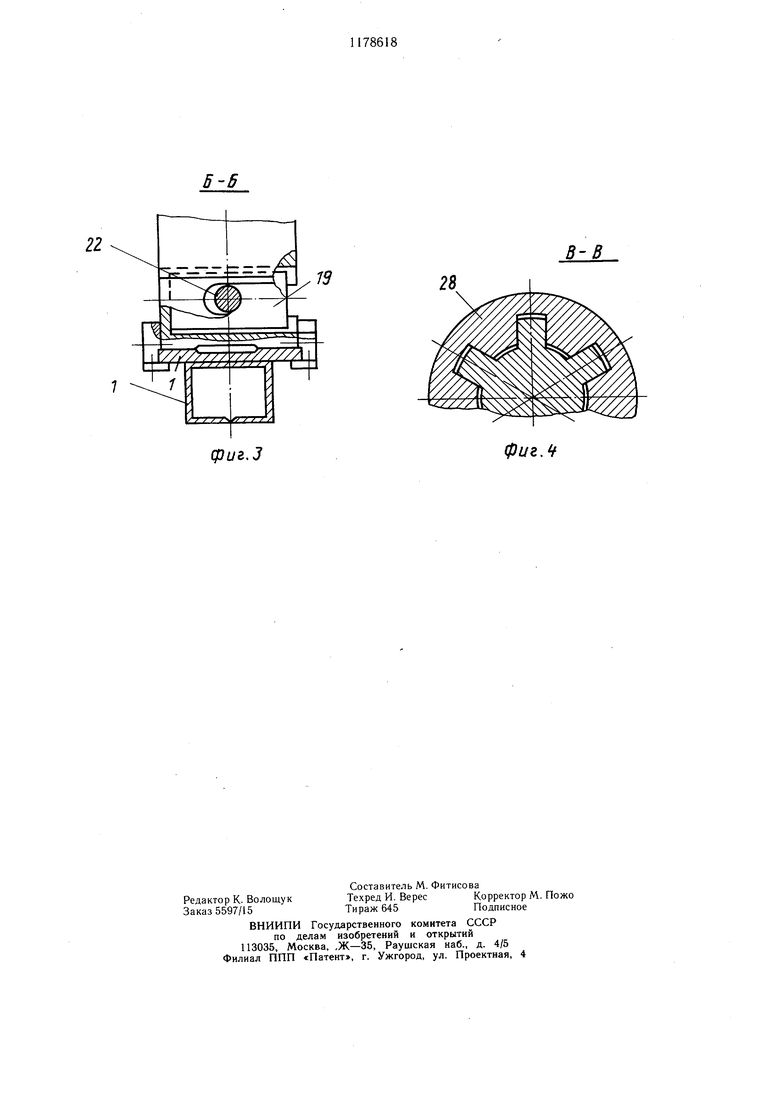
На фиг. 1 изображена установка клуппного типа для ориентации полимерных пленок, обший вид; на фиг. 2 - сечение А-А на фиг. 1 (механизма раздвижки направляюших); на фиг. 3 - сечение Б-Б на фиг. 2 (скользящей опоры); на фиг. 4 - сечение В-В на фиг. 2 (шлицевого соединения винта механизма раздвижки направляющих).
Установка содержит станину 1, на которой смонтированы скользящие опоры 2, тепловую камеру 3 с зонами предварительного нагрева 4, ориентации 5, термофиксации 6 и охлаждения 7. Тепловая камера состоит из верхнего 8 и нижнего 9 воздухораспределительных коробов для обогрева и охлаждения поверхности пленки в указанных зонах. Установка имеет две бесконечные цепи с клуппами 10, размещенные в рабочих 11 и холостых 12 ветвях и смонтированные с возможностью перемещения по направляющим 13.
Рабочая ветвь 11 цепи предназначена для транспортирования полимерной пленки через тепловую камеру 1. Холостая ветвь 12 (обратная) предназначена для возврата клуппов 10 к входу (в зону предварительного нагрева 4) в тепловую камеру 3.
Направляющие 13 состоят из шарнирно связанных участков 14-20 на стыках 21 которых под направляющими 13 расположен механизм их раздвижки, выполненный в виде установленных в скользящих опорах 2 станины 1 винтов 22 с винтовыми рабочими частями 23 левой и правой нарезки и расположенной между ними нерабочей частью 24 и цилиндрических гаек 25, размещенных с зазором 26 в отверстиях скользящих опор 2, выполненных перпендикулярно продольной оси винтов 22. Нерабочая часть 24 винтов 22 выполнена гладкой и связана с винтовыми рабочими частями 23 посредством последо- , вательно расположенных карданного 27 и шлицевого 28 соединений.
Цилиндрические гайки 25 смонтированы с возможностью перемещения по винтам 22 посредством штурвалов 29, установленных вне тепловой камеры 3.
Работа установки осуществляется следующим образом.
Перед выведением установки на задан|ный температурный режим при помощи щтурвалов 29 винтами 22 в каждой из функциональных зон 4-7 в определенной последовательности выставляют расстояние между направляющими 13, в зависимости от требуемого коэффициента поперечной ориентации пленки 30 определяемое соотношением ширины готовой ориентированной линии к ширине исходной пленки.
После выхода установки на заданный технологический режим полимерную пленку 30 непрерывно подают в камеру 3 установки,
где она с помощью двух бесконечных рабочих ветвей 11 цепей с клуппами 10, движущихся по направляющим 13 синхронно, последовательно транспортируется между верхним 8 и нижним 9 воздухораспределительными коробами и через зоны предварительного нагрева 4, ориентации 5, термофиксации 6, охлаждения 7 и вытягивается в поперечном или одновременно в продольном и поперечном направлениях.
В случае термообработки полимерной
пленки 30 в зоне 5 направляющие параллельны. При этом в начале процесса получения пленки, когда возможны ее частые обрывы или какой-либо параметр физико-механических свойств пленки не соответствует ТУ или
ГОСТ, предусмотрена коррекция выставления направляющих 13.
В процессе получения полимерной пленки узлы и детали, входящие в состав установки (направляющие 13, бесконечные цепи с клуппами 10, винты 22 с гайками 25), постоянно
находятся в тепловой камере 3 в зоне нагрева пленки 30 и также нагреваются. Кроме того, они воспринимают также и нагрузки (усилия ориентации), необходимые для ориентации полимерной пленки. Это может вызвать их деформацию и привести к перекосам
и заклиниваниям винтов 22 и гаек 23 и перемещающихся по направляющим 13 бесконечных цепей с клуппами 10 и, как следствие, к преждевременному износу направляющих 13 и поломке подщипников клуппов 10.
Соединение рабочей 23 и нерабочей 24 частей винтов 22 посредством карданного 27 и шлицевого 28 соединений компенсирует удлинение и перекос винтов 22 и исключает влияние и передачу деформации винтов 22
на направляющие 13. Цилиндрическая гайка 25 исключает заклинивание гайки 25 относительно опоры 1 при тепловых деформациях опоры, направляющей 13 и винта 22.
Величина зазора 26 выбирается такой, чтобы превысить величину теплового расщирения гайки 25 при нагреве до рабочих температур и исключить их взаимное заклинивание, причем величина зазора 26 зависит не только от температуры нагрева пленки,
но и от материала гайки, винта, опоры и др. Исключаются частые поломки подшипников клуппных цепей, их заклинивание и преждевременный износ направляющих.
В-В
(риг,3
Фиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Клупп для расправления полотен | 1981 |
|
SU1044697A1 |
| Клупп для удержания полимерной пленки | 1990 |
|
SU1763230A1 |
| УСТАНОВКА ДЛЯ ДВУХОСНОЙ ОРИЕНТАЦИИ ПОЛИМЕРНЫХ ПЛЕНОК | 1972 |
|
SU330036A1 |
| Установка для двухосной ориентации полимерных пленок | 1977 |
|
SU740514A1 |
| Ширильная машина для тканей | 1960 |
|
SU143777A1 |
| Установка для двухосной ориентации полимерных пленок | 1991 |
|
SU1812125A1 |
| Машина сушильно-ширильная | 1978 |
|
SU787513A1 |
| Передвижная установка для ультразвукового контроля изделий | 1984 |
|
SU1231458A1 |
| Нагревательная установка | 1973 |
|
SU470690A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ СООБЩЕНИЯ ДОПОЛНИТЕЛЬНОГО ТЯГОВОГО УСИЛИЯ КЛУППНОЙ ЦЕПИ ШИРИЛЬНОЙ МАШИНЫ | 1966 |
|
SU183682A1 |
УСТАНОВКА ДЛЯ ОРИЕНТАЦИИ ПОЛИМЕРНЫХ ПЛЕНОК, содержащая станину, на которой смонтированы сколь зящие опоры, тепловую камеру с функциональными зонами, систему обогрева, направляющие с клуппами выполненные в виде шарнирно связанных участков, механизм движки направляющих, выполненный в виде установленных в скользящих опорах станины винтов с винтовыми рабочими и расположенной между ними нерабочей частями, и гаек, размещенных в отверстиях скользящих опор, выполненных перпендикулярно продольной оси винтов, отличающаяся тем, что, с целью повышения надежности работы установки за счет исключения заклинивания винтов механизма раздвижки направляющих при нагреве, гайки механизма раздвижки направляющих выполнены цилиндрическими и установлены с зазором в цилиндрических отверстия Хкользящих опор, а нерабочая часть винтов механизма раздвижки направляющих выполнена гладкой и связана с винтовыми рабочими частями посредством последовательно расположенных карданного и шлицевого соединений. Ю 12 ZO
| Измерительный преобразователь линейных перемещений | 1987 |
|
SU1504507A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
| Патент ФРГ № 1934759, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
