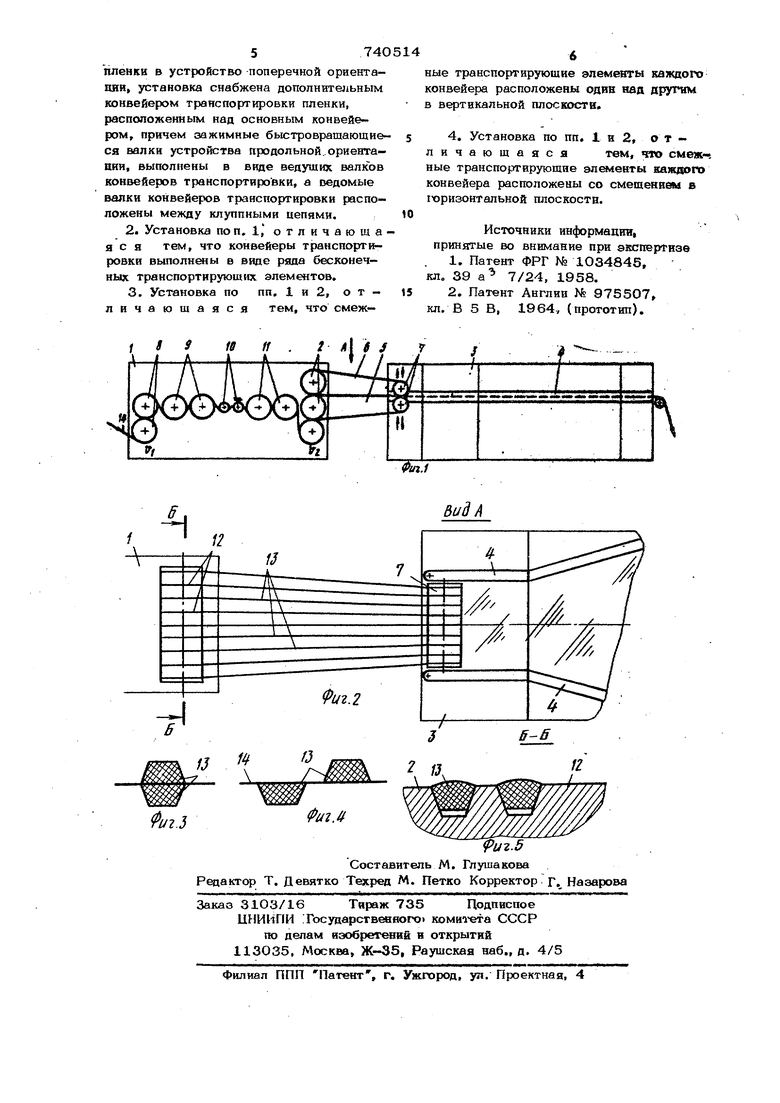
Изобретение относится к области пер работки пластмасс и может быть использовано при производстве ориентированных пленок и листов из полимерных материалов, например, таких как попиэтилентерефталат, полипропилен, полистирол и др., применяемых в качестве основы магнитных лент, кинофотопленок, электроизоляци онных конденсаторных пленок и др. Известна установка продольной ориентации полимерных пленок, содержащая последовательно расположенные группы медленно вращающихся, ориентирующих и быстровращаюшихся валков j . Недостатком установки является низкая производительность и невысокое качество получаемых пленок. Известна установка для двухосной орие таиви полимерных пленок, содержащая устройство продольной ориентации с жимяыми б 1стровращаюшимнся валками, устройство поперечной ориентации с клуппными цепями, н смонтированный меж ду устройствами продольной и попереч1н6й ориентации основной конвейер транспортировки пленки 2 . Данная установка является наиболее близкой к изобретению по технической сущности и достигаемому результату. Недостатком установки является вев1 сокая производительность, обусловленная ручной заправкой пйенки в устройство поперечной ориентации. Целью изобретения является повышение производительности за счет механвзации заправки пленки в устройство поперечной ориентации. Поставленная пель достигается тем, что установка снабжена дополнительным конвейером транспортировки плевквг расположенным под основным конвейером. Причем зажшмгаые быстроврашающиеся валки устройства продольной ориентации выполнены в ввде ведущих валков конвейеров транспортировки, а;ведомые валки конвейеров транспортировки расположевы между влуотными цепями. 37 При этом конвейеры транспортировки (Бьшолиены в виде ряда бесконечных транспортирующих элементов, смежные транспортирующие элементы каждого кон вейера расположены один над другим в вертикальной плоскости, смежные транспортирующие элементы каждого конвей ра расположенные со смещением в горизонтальной плоскости. На фиг. 1 изображена схема установк для двухосной ориентации полимерных пленок; на фиг, 2 - то же, вид сверху (вид А фиг, 1); на фнг, 3, 4 - располон ;ение .транспортирующих элементов конвейера; на фиг, 5 - сечение приводного валка с транспортирующими элементами(сечение Б-Б на фиг. 2). Установка для двухосной ориентации полимерных пленок, содержит устройство продольной ориентации 1 с зажимными быстровращающимися валками 2, устройство поперечной ориентации 3 с клупп ными цепями 4 и смонтированный между устройствами продольной 1 и поперечной ориентации основной конвейер 5 транспор тировки пленки, дополнительный конвейер 6 транспортировки пленки, расположенный над основным конвейером 5, причем зажимные быстроврашающиеся валки устройства продольной ориентации 1 вьшол- нены в виде ведущих валков конвейеров транспортировки, а ведомые валки 7 кон вейеров транспортировки расположены между клуппными цепями 4. Устройство продольной ориентации включает также медленновращающиеся валки 8, подогревающие 9, ориентирующие Ю, охлаждающие .11 и зажимные быстровращающиеся валки 2 с соответс вующим количеством канавок 12, Конвейеры 5, 6 выполнены в виде ряда беско.нечных транспортирующих элементо Процесс ориентации пленки на установке осуществляется следующим образо Исходная полимерная пленка 14 подается в устройство продольной ориентации 1, где она вытягивается в продоль ном направлении за счет разности скоро тей Mj и N. соответственно за; ных быстровращающйхся валков 2 и мед ленновращающихся валков б. Далее плен выйдя из зазора зажимных вешков 2, поступает меяоду двумя конвейерами 5 и 6, которые расположены сверху и снизу пленки и транспортируют ее к устрой ству поперечной ориентации 3. На входе устройства поп ечной ориентации 3 4 клуппными цепями 4 установлены валки 7, эазор между которыми расположен в i одной плоскости с опорными площадками клуппных цепей 4, Пленка захватывается с помощью этих зажимов и последоваельно транспортируется через функциональные зоны, где вытягивается в поперечном направлении за счет расхождения этих ветвей цепи. Для обеспечения центрирования полотна пленки и удобства захвата ее устройством поперечной ориентации 3, транспортирующие элементы 13 конвейеров 5 и 6 сходятся (фиг. 2) в направлении .движения пленки. Для этого в зажимных быстровращающйхся валках 2 устройства продольной ориентации 1 и в ведомых валках 7 по всей их длине выполнено соответствующее количество канавок 12(фиг. 5). После заправки пленки в устройство поперечной ориентации 3 валки 7 разжимаются. Смежные транспортирующие элементы 13конвейеров 5 и 6 могут быть расположены или один над другим в вертикальной плоскости (фиг, 3) или со смещением в горизонтальной плоскости (фиг, 4), В качестве транспортирующих элементов могут применяться клиновые ремни, ленты, троса и др. Приводом конвейеров 5, 6 служат два зажимных быстровра- щающихся валка 2 машины продольной ориентации. Таким образом, установка для двухосной ориентации полимерных пленок позволяет упростить конструкцию установки благодаря использованию устройства для надежного прижима пленочного полотна между двумя конвейерами и использованию привода зажимных бкстровращающихся валков устройства продольной ориентации в качестве привода конвейеров. Формула изобретения 1, Установка для двухосной ориентации полимерных пленок, содержащая устройство продольной ориентации с зажимными быстровращающимися валками, устройство поперечной ориентации с клуппными цепями и смонтированный между устройствами продольной и поперечной ориентации основной конвейер транспорттировки пленки, отличающаяся тем, что, с целью повышения производительности путём механизации заправки

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для двухосной ориентации полимерных пленок | 1991 |
|
SU1812125A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЕНОК ИЗ ТЕРМОПЛАСТИЧНЫХ ПЛАСТМАСС | 2008 |
|
RU2486057C2 |
| Клупп для расправления полотен | 1981 |
|
SU1044697A1 |
| Установка для продольной ориен-ТАции пОлиМЕРНыХ плЕНОК | 1979 |
|
SU810512A1 |
| УСТАНОВКА ДЛЯ ДВУХОСНОЙ ОРИЕНТАЦИИ ПОЛИМЕРНЫХ ПЛЕНОК | 1972 |
|
SU330036A1 |
| Установка для ориентации полимерных пленок | 1984 |
|
SU1178618A1 |
| Установка для двухосной ориентации полимерных рукавных пленок | 1981 |
|
SU975427A2 |
| Клупп для удержания полимерной пленки | 1990 |
|
SU1763230A1 |
| Устройство для двухосного растяжения рукавных полимерных пленок | 1975 |
|
SU595171A1 |
| Валковая установка для термообработки полимерных пленок | 1980 |
|
SU971661A1 |
