Изобретение может быть использовано в производстве теплоизоляционных строительных материалов.
Цель изобретения - повышение эффективности работы и качества изделий .
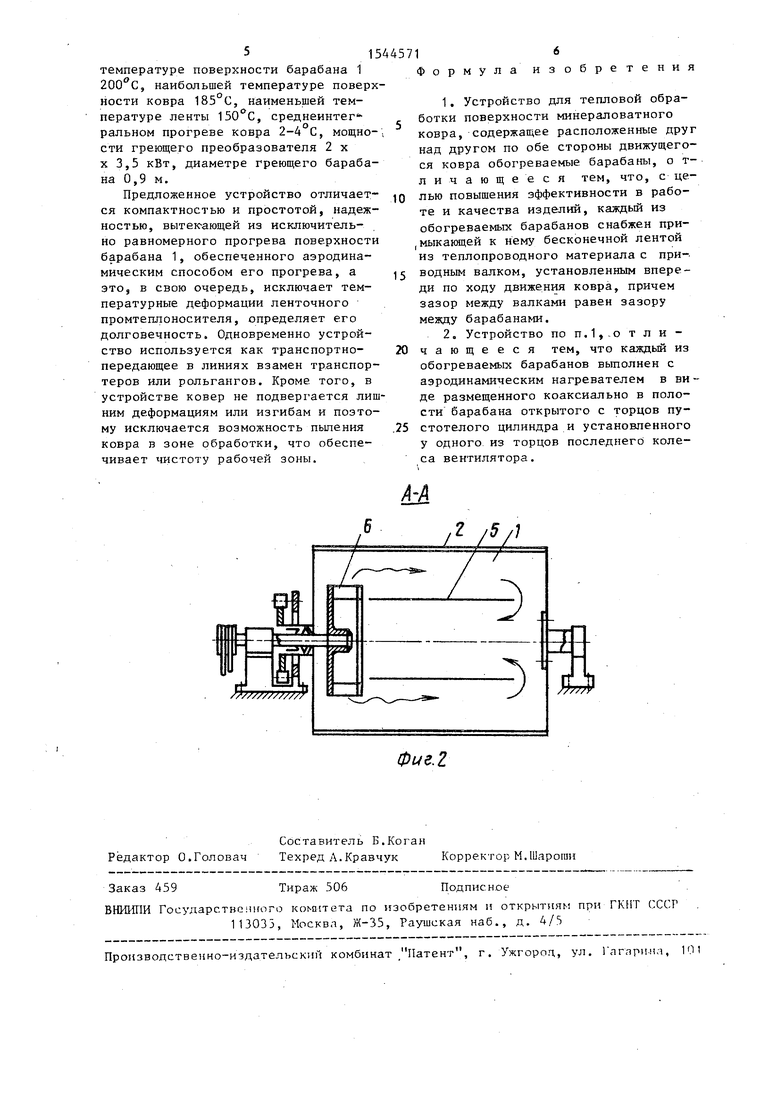
На фиг.1 изображено устройство дл тепловой обработки, продольный разрез; на фиг.2 - сечение А-Анафиг.1.
Устройство содержит расположенные друг над другом по обе стороны движущегося ковра обогреваемые барабаны 1,. каждый из которых охвачен бесконечной лентой 2 из теплопроводного материала с приводным валком 3,установленным впереди по ходу движения ковра, причем зазор между валками 3 равен зазору между барабанами 1. Ленты 2 снабжены регулятором 4 натяже- ния, а барабан 1 - аэродинамическими нагревателями в виде открытого с торцов пустотелого цилиндра 5 и установленного у одного из торцов последнего колеса вентилятора 6.
Тепловая обработка поверхности минераловатного ковра осуществляется следующим образом.
На барабан 1, нагреваемый за счет аэродинамического преобразования энергии вращающимся колесом вентилятора 6, подается охлажденная бесконечная лента 2, приводимая в движение валками 3. За счет кондуктивной теплопроводности лента 2, как проме- жуточный теплоноситель, нагревается на поверхности барабана 1 до заданной температуры. Пропитанный связующим минераловатный ковер,обжатый горячими лентами 2 с обеих сторон,тран спортируется к перерабатывающим агрегатам, при этом за счет полимеризации связующего в пограничных слоях ковра, нагретых до температуры, необходимой для полимеризации, образу- ются сухие гладкие защитные пленки и волокон ковра. Толщина и качество пористых защитных пленок зависят от времени тепловой обработки и температуры греющей поверхности. Характер изменения температуры ленты и ее величина определяются энергоемкостью ленты, как промежуточного теплоносителя. Энергоемкость ленты изменяется за счет ее толщины и характеристик примененных материалов, например rrra ли,бронзы или их комбинации.
Вр€ мя теплового контакта нарьиру- ется в шлроких прелелах за счет ичме
JQ
15 20 25
-JQ зд дд 45 ,
5
нения длины контакта ленты с ковром, т.е. величиной расстояния между осями барабана 1 и валка 3. Образованные сухие пористые защитные пленки на обеих сторонах ковра позволяют резко улучшить эксплуатационные характеристики перерабатывающего ковер оборудования при выпуске минераловат- ных теплоизоляционных плит или фасонных, в виде скорлуп и т.п. изделий. Пленки препятствуют налипанию волокна на формующих поверхностях агрегатов, что позволяет отказаться от их смазки и чистки, а в целом улучшить качество продукции. Качество самих пленок обеспечивается оптимальными условиями прогрева поверхности ковра, когда эта поверхность гарантированно не перегревается выше температуры деструкции связующего,например для фенолоспиртов .ниже 250 С.
Пример 1. 2-мегровый минераловатный ковер влажностью Ь% с со- держанием феноспиртов до Ь% перерабатывается в плитные изделия. Особенностью плитоформующих агрегатов является применение обжимных сеток, способных травмировать поверхность ковра. Для уменьшения эффекта травмирования защитные пленки должно иметь повышенную толщину не менее 12 мм. Это достигается при толщине контактной стальной ленты 0,6 мм, длине контакта 2,0 мм при скорости 2,5 м/мин, времени контакта 50 с, температуре поверхности барабана 1 250 С, наибольшей темпера:уре поверхности ковра 230°С, наименьшей температуре охлажденной ленты 170 С, сред- неинтегральном прогреве ковра до 15°С, мощности греющего преобразователя 2x7,0 кВт, диаметре греющего барабана 1000 мм.
Затраченная на образование пленок энергия компенсируется сокращением энергозатрат при производстве плит в камере полимеризации.
Пример 2. Копер по примеру 1 обрабатывается для переработки в роторном агрегате в скорлупы для изоляции трубппринодоп. Здесь необходима защита топько от налипания волокна. Толщин л ппепки мо-кет быть не более 0,5 мм. Пти HK.J члганной толщины формируется при то щлне контактной стальном -и-нты (1,3 мм, ,чпи- не контакта 1,0 при сьпрожги конра 1,5 м/мин, мр м чк vMuatiri 0 с,
515
температуре поверхности барабана 1 200°С, наибольшей температуре поверхности ковра 185°С, наименьшей температуре ленты 150°С, среднеинтег- ральном прогреве ковра 2-4 С, мощности греющего преобразователя 2 х х 3,5 кВт, диаметре греющего барабана 0,9 м.
Предложенное устройство отличает- ся компактностью и простотой, надежностью, вытек-ающей из исключительно равномерного прогрева поверхности барабана 1, обеспеченного аэродинамическим способом его прогрева, а это, в свою очередь, исключает температурные деформации ленточного промтеплоносителя, определяет его долговечность. Одновременно устройство используется как транспортно- передающее в линиях взамен транспортеров или рольгангов. Кроме того, в устройстве ковер не подвергается лишним деформациям или изгибам и поэтому исключается возможность пыления ковра в зоне обработки, что обеспечивает чистоту рабочей зоны.
1 Формула
зобретения
1.Устройство для тепловой обработки поверхности минераловатного ковра, содержащее расположенные друг над другом по обе стороны движущегося ковра обогреваемые барабаны, о т- личающееся тем, что, с целью повышения эффективности в работе и качества изделий, каждый из обогреваемых барабанов снабжен при,мыкающей к нему бесконечной лентой из теплопроводного материала с приводным валком, установленным впереди по ходу движения ковра, причем зазор между валками равен зазору между барабанами.
2.Устройство по п.1, отличающееся тем, что каждый из обогреваемых барабанов выполнен с аэродинамическим нагревателем в ви- де размещенного коаксиально в полости барабана открытого с торцов пустотелого цилиндра и установленного у одного из торцов последнего колеса вентилятора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для тепловой обработки поверхности минераловатного ковра | 1988 |
|
SU1620305A2 |
| Устройство для тепловой обработки поверхности минераловатного ковра | 1984 |
|
SU1275011A1 |
| Устройство для тепловой обработки поверхности минераловатного ковра | 1986 |
|
SU1369892A1 |
| Устройство для тепловой обработки поверхности минераловатного ковра | 1986 |
|
SU1418045A1 |
| Способ изготовления жестких минераловатных плит | 1987 |
|
SU1533858A1 |
| СПОСОБ ПРОИЗВОДСТВА ТЕПЛОИЗОЛЯЦИОННЫХ МИНЕРАЛОВАТНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2566164C1 |
| Способ производства минераловатных теплоизоляционных материалов на основе базальтовых горных пород и получаемый минераловатный утеплитель на основе экологически чистых базальтовых горных пород | 2022 |
|
RU2804530C1 |
| Способ изготовления минераловатных плит на синтетическом связующем | 1986 |
|
SU1391898A1 |
| Способ непрерывного изготовления древесно-стружечных и волокнистых плит | 1986 |
|
SU1671155A3 |
| Способ формования скорлуп из минераловатного ковра и устройство для его осуществления | 1985 |
|
SU1342738A1 |
Изобретение может быть использовано в промышленности теплоизоляционных строительных материалов. Целью изобретения является повышение эффективности работы и качества изделий. Устройство для тепловой обработки поверхности минераловатного ковра содержит установленные с зазором обогреваемые барабаны 1, каждый из которых охвачен бесконечной лентой 2 из теплопроводного материала с приводным валком 3, причем зазор между валками 3 равен зазору между барабанами 1. Барабаны 1 снабжены аэродинамическими нагревателями в виде открытого с торцов пустотелого цилиндра и колеса вентилятора 6. В процессе прогрева за счет полимеризации связующего в пограничных слоях ковра образуются сухие гладкие защитные пленки из волокон ковра толщиной до 2 мм. 1 з.п. ф-лы, 2 ил.
| Устройство для тепловой обработки поверхности минераловатного ковра | 1986 |
|
SU1369892A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Способ изготовления минераловатных или стекловатных плит | 1983 |
|
SU1214615A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
