1
Изобретение относится к переработке армированных полимерных материалов и может быть использовано при производстве изделий из стекло-, угле- и боропластиков.
Известно устройство для изготовления изделий из пропитанного связующим материала, содержащее матрицу и пуансон, создающий высокие гидростатические давления на уложенный на матрицу материал. К недостаткам этого устройства относится невозможность формования крупногабаритных изделий с высокими физиКОмеханическими свойствами 1.
Известно также устройство для изготовления полимерных изделий, содержащее ферромагнитный пуансон, матрицу и электромагниты постоянного тока. При взаимодействии ферромагнитного пуансона с намагниченной матрицей происходит формование материала.
К недостаткам этого устройства следует отнести невозможность формования крупногабаритных изделий из армированного полимерного материала с высокими физико-механическими свойствами 2.
Цель изобретения - повышение физикомеханических свойств изготавливаемых изделий.
Указанная цель достигается тем, что в
устройстве для изготовления изделий из армированного полимерного материала, содержащем ферромагнитный пуансон, матрицу и электромагниты постоянного тока, согласно изобретению, пуансон выполнен в виде отдельных секций, установленных с зазором между собой и обтянутых эластичным чехлом, а электромагниты постоянного тока расположены в шахматном порядке на наружной поверхности матрицы.
Секцию имеют возможность перемещаться в направлени.и, перпендикулярном формующей поверхности матрицы, и обтянуты со стороны рабочей поверхности сплошным эластичным чехлом.
Это дает возможность за счет равномерного распределения магнитного потока между матрицей и подвижными секциями
пуансона обеспечить равномерное распределение давления прессования заданной величины по поверхности формуемого изделия любых размеров. В этих условиях структура армированного полимерного материала является однородной по всему объему, что обеспечивает высокие физикомеханические свойства готового изделия.
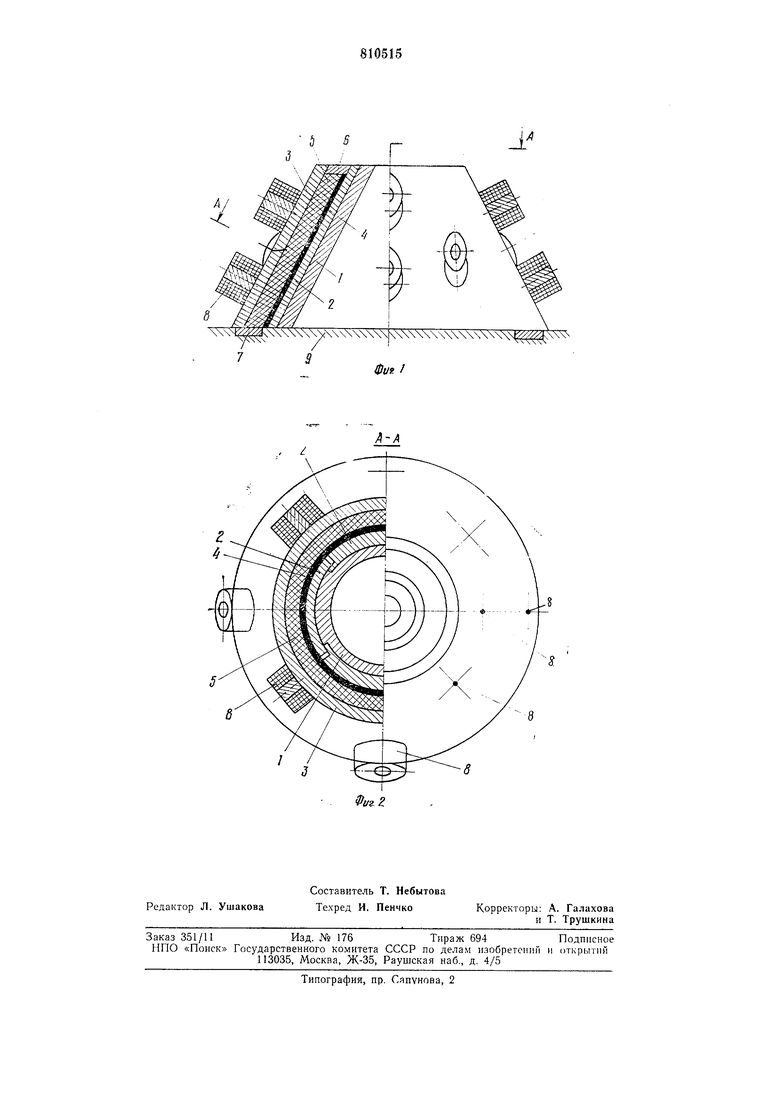
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - разрез
А-А фиг. 1.
Устройство содержит неподвижное коническое основание 1, выполненное из немагнитного материала, на котором установлены ферромагнитные секции пуансона 2, имеющие возможность перемещаться в направлении, перпендикулярном формующей поверхности матрицы 3. С наружной, рабочей, поверхности секции 2 обтянуты сплощным эластичным чехлом ,4, предназначенным для выравнивания давления прессов.ания и предупреждения выдавливания материала, из которого формуется изделие 5, в зазоры между секциями пуансона 2.
Матрица 3, выполненная из ферромагнитного материала, имеет возможность поступательно перемещаться в вертикальном направлении относительно конического основания 1 и образует при помощи съемных колец 6 и 7, выполненных из немагнитного материала и предназначенных для оформления торцов изделия 5, с секциями, пуансона 2 замкнутую полость, в которой расположено формуемое изделие 5. На наружной поверхности матрицы 3 в щахматном порядке расположены электромагниты 8 постоянного тока.
Устройство установлено на металлической станине 9.
Устройство работает следующим образом.
Предварительно раскроенный и пропитанный полимерным связующим материал выкладывается на покрытый антиадгезионным матери.алом эластичный чехол 4. При этом матрица 3 находится в поднятом положении, а кольца 6 и 7 установлены на своих местах. Затем матрица 3 опускается и фиксируется на станине 9. Электромагниты 8 подключаются к источнику постоянного тока таким образом, что их одноименные полюса направлены к наружной поверхности матрицы 3.
ПрИ включении электромагнитов 8 в сеть магнитный поток, равномерно распределенный по поверхности матрицы 3, пронизывает формуемое изделие 5 и взаимодействует с ферромагнитными секциями
пуансона 2, Неремещай йх в направлении, перпендикулярном рабочей поверхности матрицы 3. Сила притяжения регулируется величиной тока в обмотках электромагнитов 8 и подбирается таким образом, чтобы обеспечить заданные параметры прессования-давление прессования и его изменение в процессе отверждения связующего. Одновременно производится обработ0 на полимерного связующего постоянным магнитным полем.
После отверждения полимерного связующего, осуществляемого известными способами, электромагниты 8 отключаются,
5 матрица 3 поднимается, снимается верхнее кольцо 6 и отформованное изделие снимается с пуансона с помощью кольца. Предлагаемое устройство позволяет формовать изделия из армированных полимерных материалов, обеспечивает однородность структуры материала по объему за счет равномерного распределения давления прессования по поверхности формуемого изделия.
Формула изобретения
Устройство для изготовления изделий из армированного полимерного материала, содержащее ферромагнитный пуансон, матрицу и электромагниты постоянного тока, отличающееся тем, что, с целью повыщения физико-механических свойств изготавливаемых изделий, пуансон выполнен
5 в виде отдельных секций, установленных с зазором между собой и обтянутых эластичным чехлом, а электромагниты постоянного тока расположены в щахматном порядке на наружной поверхности матрицы.
Источники информации, принятые во внимание при экспертизе
1.Киселев Б. А. Стеклопластики, М., Госхимиздат, 1961, с. 122.
2.Авторское свидетельство СССР 379402, кл. В 29С 17/00, 1971 (прототип).
v
Фиг /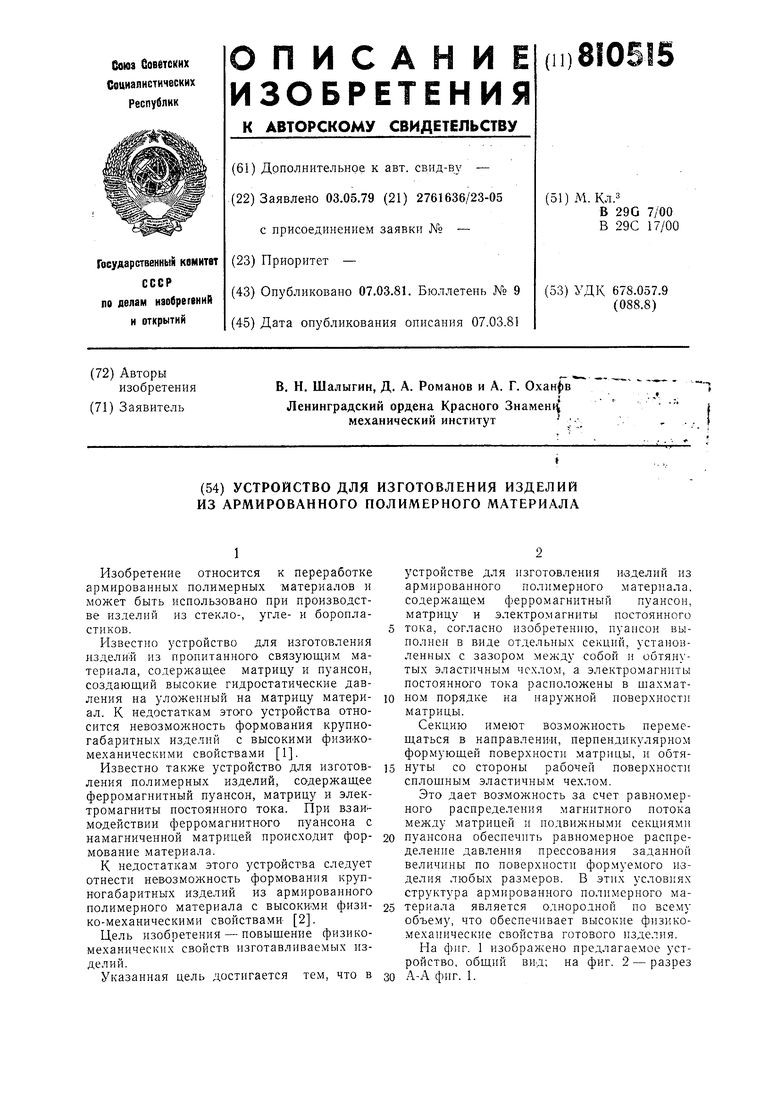
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АМОРТИЗИРУЮЩЕГО МАТЕРИАЛА ИЗ ФОРМОВАННОГО ПОЛИМЕРНОГО ПРОДУКТА (ВАРИАНТЫ) И АМОРТИЗИРУЮЩИЙ МАТЕРИАЛ (ВАРИАНТЫ) | 2003 |
|
RU2342895C2 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ПРЕИМУЩЕСТВЕННО В ВИДЕ ТЕЛ ВРАЩЕНИЯ | 2014 |
|
RU2574261C1 |
| Пресс-форма для формования изделий из армированного полимерного материала | 1986 |
|
SU1366413A1 |
| Способ прессования полых стеклоизделий и устройство для его осуществления | 1985 |
|
SU1321700A1 |
| УСТРОЙСТВО ДЛЯ ПРЯМОГО ПРЕССОВАНИЯ С МАГНИТНОЙ ОБРАБОТКОЙ | 1999 |
|
RU2162391C1 |
| Способ изготовления эластичного формующего элемента | 2020 |
|
RU2743700C1 |
| ПАНЕЛЬ СРЕДНЕГО СЛОЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2012 |
|
RU2507352C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1991 |
|
RU2094229C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТФОРМОВАННОГО ПРЕССОВАНИЕМ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРЕССОВАНИЕМ | 2014 |
|
RU2628595C1 |
| Устройство для центробежного формования трубчатых изделий из металлического порошка | 1983 |
|
SU1154046A1 |