Изобретение относится к обработке металлов давлением, в частности к технологическим смазкам для прокатки листовой стали на многовалковых станках,
В качестве технологической смазки при прокатке на многовалковых станах применяются чистые маловязкие минеральные масла индустриальные -12, ИС-20, ИС-45 и др. и масла с присадками.
Наиболее близкой по составу к предлагаемой смазке является смазка на основе минерального масла, трансизомеризованного растительного масла, трибутилфосфата, диалкилдитиофосфата цинка (ДФ-11) и 2,6-ди-третбутил-4-метилфенола.
Однако известная смазка обладает недостаточной смазочной и охлаждающей
способностью, не обеспечивает высокой стойкости валков и подшипников, способствует загрязненности поверхности листовой стали и др.
Целью изобретения является повышение смазочной и охлаждающей способности смазки, повышение стойкости валков и подшипников, улучшение качества поверхности металла.
Для достижения прставленной цели предлагается смазка для холодной обработки металлов давлением на основе минерального масла, трибутилфосфата и диалкилдитиофосфата цинка, которая дополнительно содержит эстолиды оксижирных кислот и дифенилоксид при следующем соотношении компонентов, мае, %:
Эстолиды оксижирных кислот 1-5 Дифенилоксид2-6
Трибутилфосфат2-5
Диэлкилдитиофосфат цинка (ДФ-П)1-3
Минеральное маслоДо 100
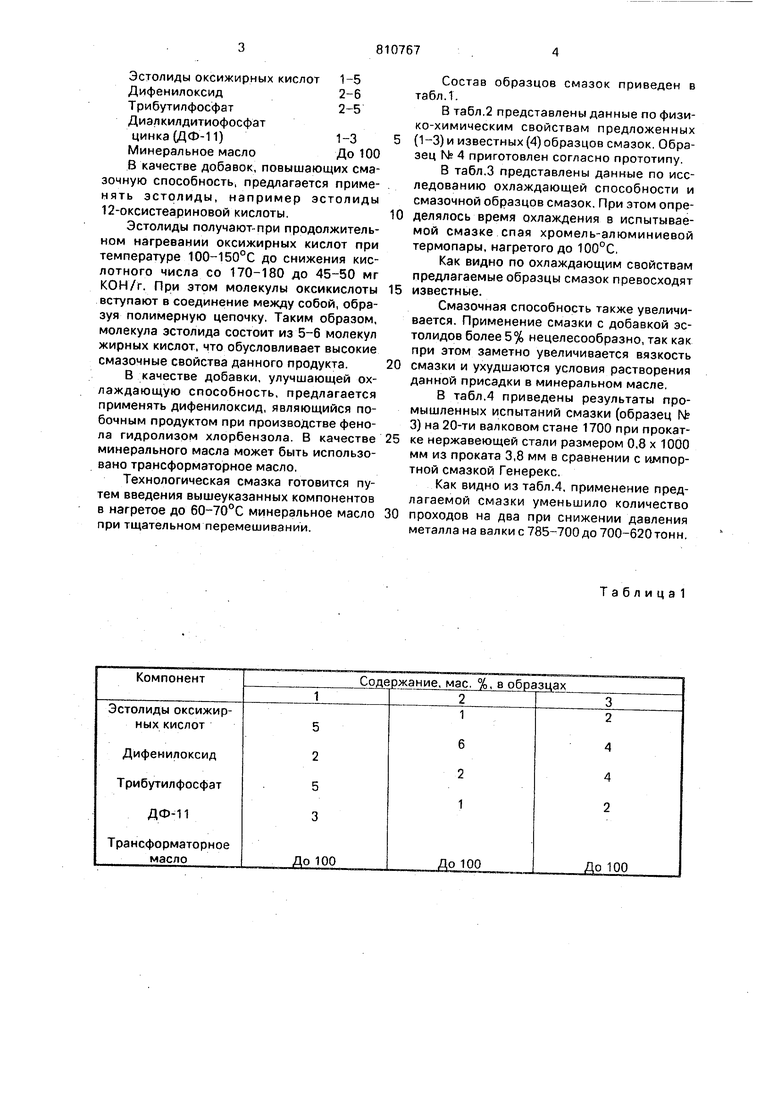
В качестве добавок, повышающих смазочную способность, предлагается применять ЭСТОЛИДЫ, например эстолиды 12-оксистеариновой кислоты.
Эстолиды получают-при продолжительном нагревании оксижирных кислот при температуре 100-150°С до снижения кислотного числа со 170-180 до 45-50 мг КОН/Г. При этом молекулы оксикислоты вступают в соединение между собой, образуя полимерную цепочку. Таким образом, молекула эстолида состоит из 5-6 молекул жирных кислот, что обусловливает высокие смазочные свойства данного продукта.
В качестве добавки, улучшающей охлаждающую способность, предлагается применять Дифенилоксид, являющийся побочным продуктом при производстве фенола гидролизом хлорбензола. В качестве минерального масла может быть использовано трансформаторное масло.
Технологическая смазка готовится путем введения вышеуказанных компонентов в нагретое до 60-70°С минеральное масло при тщательном перемешивании.
Состав образцов смазок приведен в табл.1.
В табл.2 представлены данные по физико-химическим свойствам предложенных (1-3) и известных (4) образцов смазок. Образец № 4 приготовлен согласно прототипу.
В табл.3 представлены данные по исследованию охлаждающей способности и смазочной образцов смазок. При этом определялось время охлаждения в испытываемой смазке спая хромель-алюминиевой термопары, нагретого до 100°С.
Как видно по охлаждающим свойствам предлагаемые образцы смазок превосходят известные.
Смазочная способность также увеличивается. Применение смазки с добавкой эстолидов более 5% нецелесообразно, так как при этом заметно увеличивается вязкость смазки и ухудшаются условия растворения данной присадки в минеральном масле.
В табл.4 приведены результаты промышленных испытаний смазки (образец N 3) на 20-ти валковом стане 1700 при прокатке нержавеющей стали размером 0,8 х 1000 мм из проката 3,8 мм в сравнении с импортной смазкой Генерекс.
Как видно из табл.4, применение предлагаемой смазки уменьшило количество проходов на два при снижении давления металла на валкие 785-700до 700-620тонн.


| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для горячей обработки металлов давлением | 1985 |
|
SU1306935A1 |
| Смазка для холодной обработки металлов давлением | 1976 |
|
SU644812A1 |
| Технологическое масло для холодной обработки металлов давлением | 1983 |
|
SU1129224A1 |
| Технологическое масло для холодной обработки металлов давлением | 1980 |
|
SU941408A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ ХОЛОДНОЙ И ТЕПЛОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1973 |
|
SU390132A1 |
| Смазка "Малахит" для опор шарошечных долот | 1985 |
|
SU1273387A1 |
| Пластичная смазка | 1990 |
|
SU1798368A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1992 |
|
RU2016053C1 |
| ПЛАСТИЧНАЯ СМАЗКА | 1994 |
|
RU2061740C1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ ДАВЛЕНИЕМ ЦВЕТНЫХ МЕТАЛОВ И ИХ СПЛАВОВ | 1985 |
|
SU1840620A1 |
СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ на основе минерального масла, трибутилфосфата и диалкилдитиофосфата цинка, отличающаяся тем, что, с целью повышения смазочных и охлаждающих свойств смазки, она дополнительно содержит эстолиды окси- жирных кислот и дифенилоксид при следующем содержании компонентов, мас.%: Эстолиды оксижирных кислот 1-5 Дифенилоксид2-6Трибутилфосфат2-5Диалкилдитиофосфат цинка1-3Минеральное маслоДо 100
Т а б л и ц а 1
Т а б л и ц а 2
ТаблицаЗ
Таблица
Числитель - показатель смазки Генерекс: знаменатель - предлагаемая смазка Г 3
Продолжение табл. 4
| Чертавских А.К., Белосевич В.К | |||
| Трение и технологическая смазка при обработке металлов давлением, М., "Металлургия", 1968 | |||
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
| и Тилик В.Т | |||
| Технологические смазки в прокатном производстве, М,, "Металлургия", 1975, с.254-258,Авторское свидетельство СССР N? 644812, кл | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
