(54) СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
12
кую -отделку поверхмости лент и полос, отвечающую санитарло-пигиеническим требованиям.
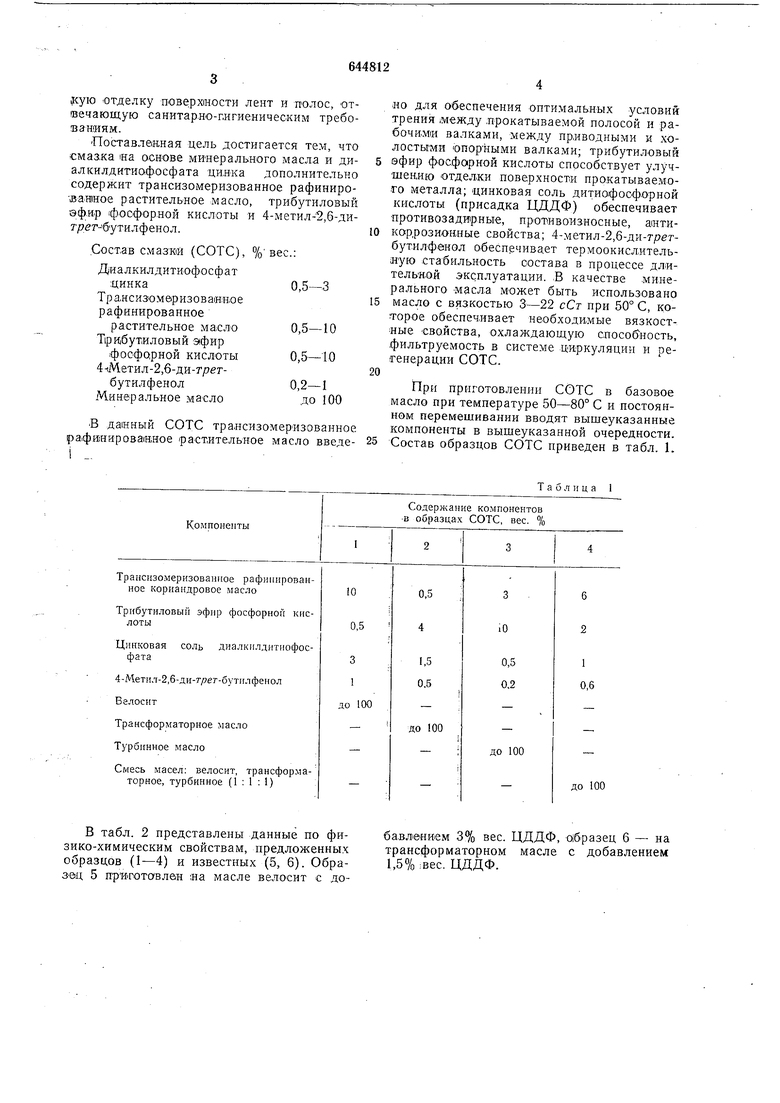
Поставлеиная цель достигается тем, что смаака «а основе минерального масла и диалкилдитиофосфата цияка дополнительно содержит транснзомеризованное рафиниролаиное растительное масло, трибутиловый эфяр фосфорной кислоты и 4-метил-2,6-диг/ ег-бутилфенол.
Состав смазки (СОТС), %вес.;
Дналкилдитиофосфат
цинка0,5-3 Трансизомеризовавное рафинированное
растительное масло0,5-10 Трибутиловый эфир
фосфорной кислоты0,5-10 4-|Метил-2,6-ди-грегбутилфенол0,2-I
Минеральное маслодо 100
В даиный СОТС трансизомеризованное рафиНироваганое растительное масло введеио для обеспечения оптимальных условий трения 1между .прокатываемой полосой и рабочими валками, между пр.иводными и холостыми опорными валками; трибутиловый
эфир фосфорной кислоты способствует улучшению отделки поверхности прокатываемого металла; цинковая соль дитиофосфорной кислоты (присадка ЦДДФ) обеспечивает противозади1рные, противоизносные, аитикоррозионные свойства; 4-метил-2,6-ди-грегбутилфенол обеспечивает термоокисдительиую стабильность состава в процессе длительной эксплуатации. В качестве .минерального масл.а может быть использовано
масло с вязкостью 3-22 сСт при 50° С, которое обеспеч.ивает необходимые вязкостные свойства, охлаждающую способ ность, .фильтруемость в системе циркуляции и регенерации СОТС.
При прнготовлеиии СОТС в базовое масло при температуре 50-80° С и постоянном перемешивании вводят вышеуказанные компоненты в вышеуказанной очередности. Состав образцов СОТС приведен в табл. 1.
т а б л II ц а 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическое масло для холодной обработки металлов давлением | 1980 |
|
SU941408A1 |
| Смазка для холодной обработкиМЕТАллОВ дАВлЕНиЕМ | 1978 |
|
SU810767A1 |
| ТЕХНОЛОГИЧЕСКОЕ МАСЛО ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1991 |
|
RU2024600C1 |
| Технологическое масло для холодной обработки металлов давлением | 1983 |
|
SU1129224A1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ ДАВЛЕНИЕМ ЦВЕТНЫХ МЕТАЛОВ И ИХ СПЛАВОВ | 1985 |
|
SU1840620A1 |
| Многоцелевая комплексная пластичная смазка | 2019 |
|
RU2698457C1 |
| Смазка для обработки металлов давлением | 1976 |
|
SU608828A1 |
| Смазка многоцелевая универсальная высокотемпературная | 2016 |
|
RU2627766C1 |
| Смазка для горячей обработки металлов давлением | 1985 |
|
SU1306935A1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ ДАВЛЕНИЕМ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ НА ИХ ОСНОВЕ | 1981 |
|
SU1840616A1 |
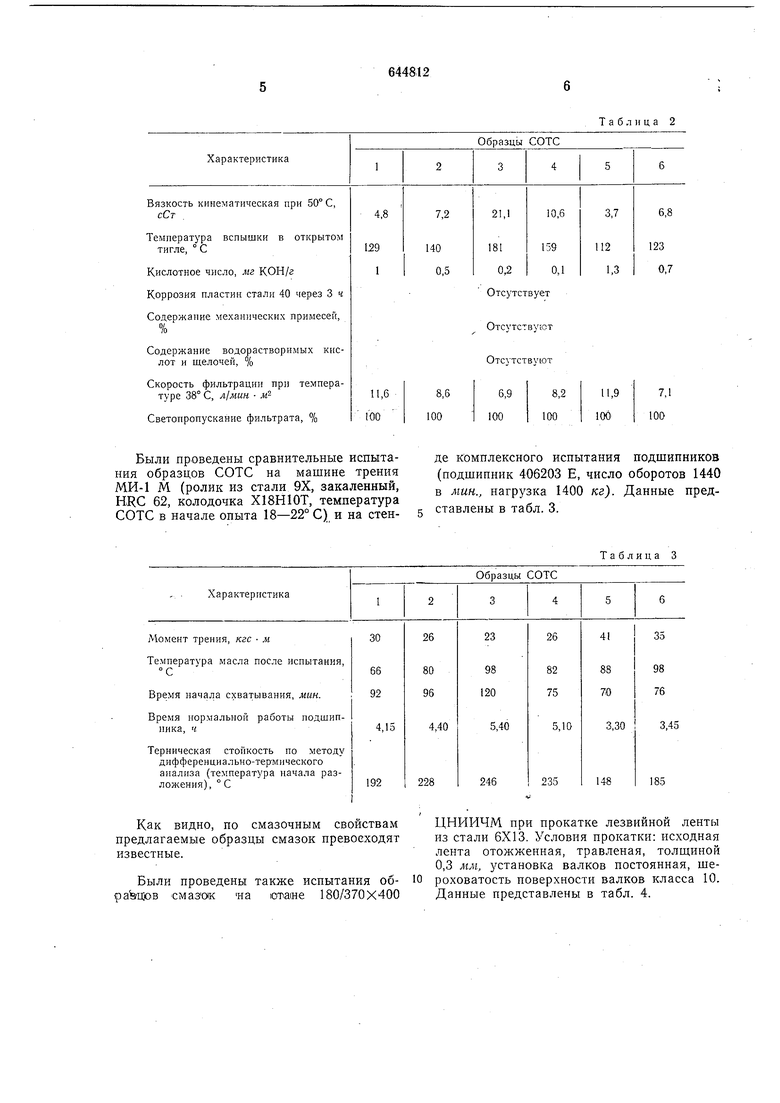
В табл. 2 представлены данные ио физико-химическим свойствам, предложенных образцов (1-4) и известных (5, 6). Образец 5 приготовлан на масле велосит с добавлением 3% вес. ЦДДФ, Образец 6 - на трансформаторном масле с добавлением 1,5% ;вес. ЦДДФ.
Коррозия пластин стали 40 через 3 ч
Содержание механических примесей, %
Содержание водорастворимых кислот и щелочей, %
Скорость фильтрации нри темнературе 38° С, л/мин м
Светопропускание фильтрата, % Были проведены сравнительные испытания образцов соте на машине трения МИ-1 М (ролик из стали 9Х, закаленный, HRC 62, колодочка Х18Н10Т, температура соте в начале опыта 18-22° С) и на стен-5 Как видно, по смазочным свойствам предлагаемые образцы смазок превосходят известные. Были проведены также испытания об- Ю смазок «а ютаие 180/370X400
Таблица 2
Таблица 3
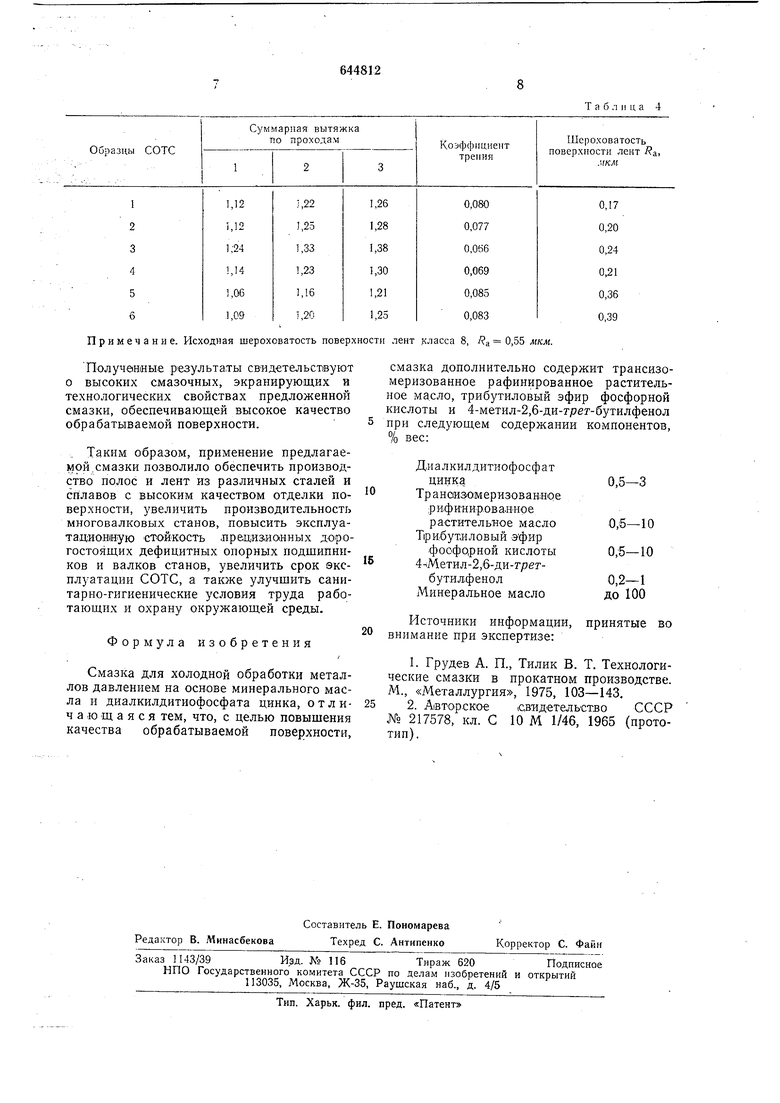
Образцы соте де комплексного испытания подшипников (подшипник 406203 Е, число оборотов 1440 нагрузка 1400 кг). Данные пред о ставлены в табл. 3. ЦНИИЧМ при прокатке лезвийной ленты из стали 6X13. Условия прокатки: исходная лента отол женная, травленая, толш,иной 0,3 мм, установка валков постоянная, шероховатость поверхности валков класса 10. Данные представлены в табл. 4. Примечание. Исходная шероховатость поверхности лент Полученные р-езультаты свидетельствуют о высоких смазочных, экранирующих и технологических свойствах предложенной смазки, обеспечивающей высокое качество обрабатываемой поверхности. Таким образом, применение предлагаемой, смазки позволило обеспечить производство полос и лент нз различных сталей и сплавов с высоким качеством отделки поверхности, увеличить производительность многовалковых станов, повысить эксплуатащионеую стойкость лрецизианных дорогостоящих дефицитных опорных подщипников и валков станов, увеличить срок эксплуатации соте, а также улучшить санитарно-гигиенические условия труда работающих и охрану окружающей среды. Формула изобретения Смазка для холодной обработки металлов давлением на основе минерального масла и диалкилдитиофосфата цинка, отличающаяся тем, что, с целью повышения качества обрабатываемой поверхности.
Т а б л I ц а 4 класса 8, а 0,55 мкм. смазка дополнительно содержит трансизомеризованное рафинированное растительное масло, трибутиловый эфир фосфорной ислоты и 4-метил-2,6-ди-т/7ег-бутилфенол при следующем содержании компонентов, % вес: Диалкилдитиофосфат ,5-3 Траноизомериз-ованиое ;рифи-нир, растительное масло0,6-10 Т|рИ:бут,иловый эфир фосфорной кислоты0,5-10 4 Метил-2,6-ди-г/ етбутил.фенол0,2-1 Минеральное маслодо 100 Источники информации, принятые во внимание при экспертизе: 1.Грудев А. П., Тилик В. Т. Технологические смазки в прокатном производстве. М., «Металлургия, 1975, 103-143, 2.Авторское свидетельство СССР № 217578, кл. С ЮМ 1/46, 1965 (прототип).
