113
Изобретение относится к прокатному производству, в частности к технологическим смазкам для горячей обработки металлов давлением.
Целью изобретения является повы- шение смазочных, адгезионных и проти- воизносных свойств смазки, обуславливающих повышение стойкости валков, производительности прокатных станов и качества обрабатываемой поверхнос- ти.
Для приготовления смазки используют кубовый остаток синтетических жир
ных кислот (СЖК) фракции С, и выше,
го
15
20
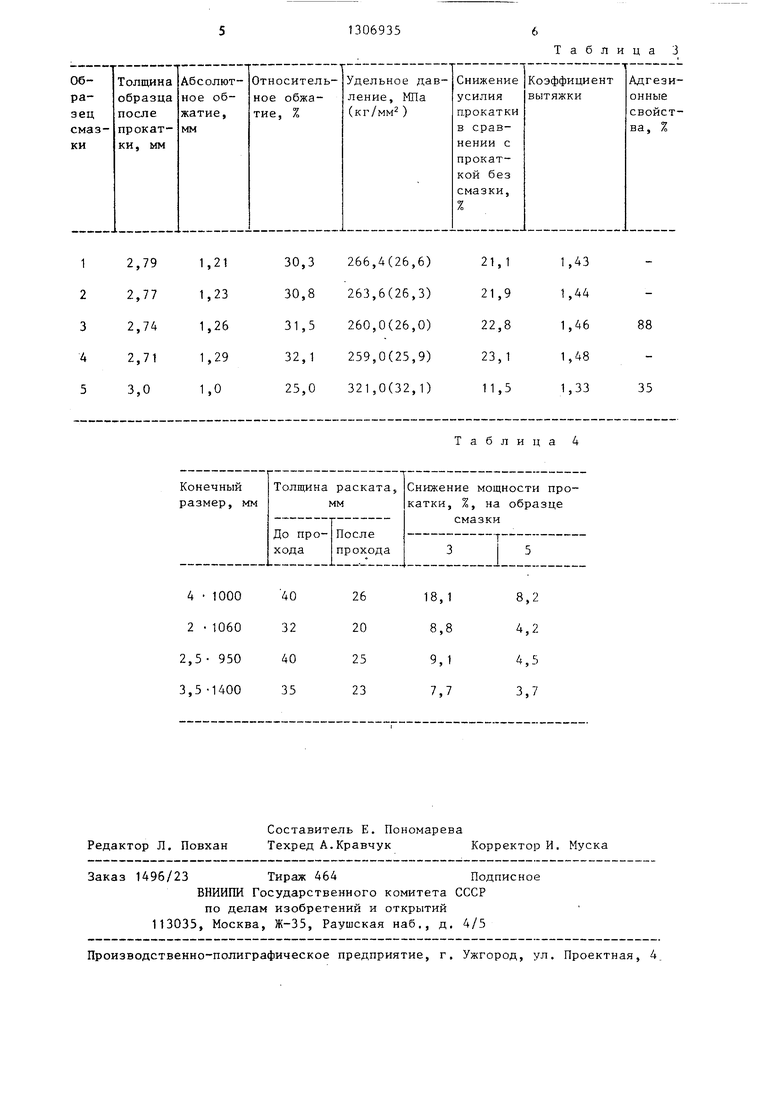
Образцы смазок 1-5 испытывали на лабораторном двухвалковом стане 210 (диаметр валков 200 мм, скорость про катки 0,5 м/с). Условия прокатки: тем пература , образцы - углеродис тая сталь 3 ПС, ширина образцов 60мм толщина 4 мм. Адгезионные свойства образцов 3 и 5 проверяли применитель но к промышленным условиям (горячей прокатке стали) по степени смьгваемос ти смазки водой с поверхности металла и оценивали по количеству смазки, оставшейся на образце металла после смыва %).
Результаты испытаний приведены в табл. 3,
В табл. 4 приведены результаты промышленных испытаний предлагаемой смазки (образец 3) в сравнении с изланолин, эстолиды 12-оксистеариновой кислоты, Диалкилдитиофосфат цинка (ДФ-11), минеральное масло И-20А.
Наличие в ланолине значительного количества сложных эфиров холестерина (и его аналогов) с высшими жирными кислотами и высокомолекулярных спиртов, способность поглощать большое количество воды, трудность омыления обеспечивают ему высокие адгезионные (ухудшение смываемости смазки вестной смазкой (5) при горячей про- с валков охлаждающей водой), антикор- катке углеродистых сталей на клети розионные и смазочные свойства. №
Эстолиды 12-оксистеариновой кислоты получают в варочном аппарате с лопастным перемешивающим устройством и масляным обогревом по следующей технологии: нагрев 12-оксистеариновой кислоты до 100°С с выдержкой 3 ч (для обезвоживания), подъем температуры до 160-170 С и процесс конденсации при этой температуре в течение 24- 30 ч до снижения кислотного числа со
30
непрерывного тонколистого стана 1680. Температура металла 1080°С. Смазка наносилась на рабочие валки с передней стороны клети в коллектор ох лаждающей валки воды. (
Формула изобретения
Смазка для горячей обработки ме- 35 таллов давлением, содержащая минеральное масло, Диалкилдитиофосфат цинка и эстолиды 12-оксистеариновой кислоты, отличающая ся тем что, с целью повышения смазочных, ад 40 гезионных и противоизносных свойств, смазка дополнительно содержит кубовы остаток синтетических жирных кислот и ланолин при следующем соотношении компонентов, мас.%„ 45 Кубовый остаток синтетических ж дрных кислот 10-45 Ланолин1-10
170-180 до 35-40. мг КОН/г.
Технологическую смазку готовят путем введения указанных компонентов в нагретое до 65-75 С минеральное масло при тщательном перемешивании.
Состав образцов смазок приведен в табл,1
Предлагаемые образцы смазок (1-4) испытаны в сравнении с известным составом (5), содержащим, мас.%: Эстолиды 12-оксистеариновой кислоты2 Дифенилоксид 4 Трибутилфосфат 4
Диалкилдитиофосфат
цинка2
Минеральное масло До 100
В табл. 2 приведены физико-химические свойства, образцов смазок 1-5.
Образцы смазок 1-5 испытывали на лабораторном двухвалковом стане 210 (диаметр валков 200 мм, скорость прокатки 0,5 м/с). Условия прокатки: температура , образцы - углеродистая сталь 3 ПС, ширина образцов 60мм, толщина 4 мм. Адгезионные свойства образцов 3 и 5 проверяли применительно к промышленным условиям (горячей прокатке стали) по степени смьгваемос- ти смазки водой с поверхности металла и оценивали по количеству смазки, оставшейся на образце металла после смыва %).
Результаты испытаний приведены в табл. 3,
В табл. 4 приведены результаты промышленных испытаний предлагаемой смазки (образец 3) в сравнении с известной смазкой (5) при горячей про- катке углеродистых сталей на клети №
вестной смазкой (5) при горячей про- катке углеродистых сталей на клети №
30
непрерывного тонколистого стана 1680. Температура металла 1080°С. Смазка наносилась на рабочие валки с передней стороны клети в коллектор охлаждающей валки воды. (
Формула изобретения
Смазка для горячей обработки ме- 35 таллов давлением, содержащая минеральное масло, Диалкилдитиофосфат цинка и эстолиды 12-оксистеариновой кислоты, отличающая ся тем, что, с целью повышения смазочных, ад- 40 гезионных и противоизносных свойств, смазка дополнительно содержит кубовый остаток синтетических жирных кислот и ланолин при следующем соотношении компонентов, мас.%„ 45 Кубовый остаток синтетических ж дрных кислот 10-45 Ланолин1-10
Эстолиды 12-оксистеариновой кислоты1-5 50 Диалкилдитиофосфат
цинка0,5-2,0
1-1инеральное масло Остальное
10 20
5 3
7 10
2,0 1,5
Минеральное
масло До 100 До 100 До 100 До 100
Вязкость при
50°С, сСт 38,9 48,8 63,4 ,0 6,1
Кислотное число, мг КОН/г
13,6 23,7 38,0 42,7 1,0
28,0 40,4 25,4 27,0
45
2 1
1,0 0,5
Таблица 2
60,8 22,0
7,3 20,0
Редактор Л. Повхан
Составитель Е. Пономарева
Техред А.Кравчук Корректор И, Муска
Заказ 1496/23 Тираж 464Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Таблица 3
Таблица 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для холодной обработкиМЕТАллОВ дАВлЕНиЕМ | 1978 |
|
SU810767A1 |
| ПЛАСТИЧНАЯ СМАЗКА | 1994 |
|
RU2061740C1 |
| Смазка для холодной обработки металлов давлением | 1976 |
|
SU644812A1 |
| Смазочно-охлаждающая жидкость для холодной обработки металлов давлением | 1980 |
|
SU925999A1 |
| Эмульсол для обработки металлов давлением | 1982 |
|
SU1084290A1 |
| Смазка "СКАН" для волочения металлов | 1984 |
|
SU1221230A1 |
| Технологическое масло для холодной обработки металлов давлением | 1983 |
|
SU1129224A1 |
| Многоцелевая пластичная смазка | 2019 |
|
RU2698463C1 |
| Смазка для обработки металлов давлением | 1981 |
|
SU981351A1 |
| Технологическое масло для холодной обработки металлов давлением | 1980 |
|
SU941408A1 |
Изобретение относится к технологическим смазкам для горячей обработки металлов. Целью изобретения является повышение смазочных, адгезионных и противоизносных свойств смазки, обусловливающих повышение стойкости валков,, производительности прокатных станов и качества обрабатываемой по-, верхности. Смазка содержит, мас.%: кубовый остаток синтетических жирных кислот 10-45; ланолин 1-10; эстолиды 12 - оксистеариновой кислоты 1-5 ; диалкилдитиофосфат цинка 0,5-2,0 и минеральное масло - остальное. Смазка снижает усилие проходки в два раза,мощность прокатки с 7 до 18% против 3,7 до 8,2% (на известной смазке) , более чем в два раза повышает адгезионные свойства. 4 табл. и (Л СлЭ о О со СО О1
| Смазка для горячей обработки металлов давлением | 1980 |
|
SU891760A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Смазка для холодной обработкиМЕТАллОВ дАВлЕНиЕМ | 1978 |
|
SU810767A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
