жит компоненты, взятые в следующем ношении, вес. %:
Углерод1,6-2,4
Молибден0,8-3,5
Хром8,1-9,5
Ванадий6,0-7,8
Кремний1,6-3,2
Марганец0,4-2,0
ЖелезоОстальное
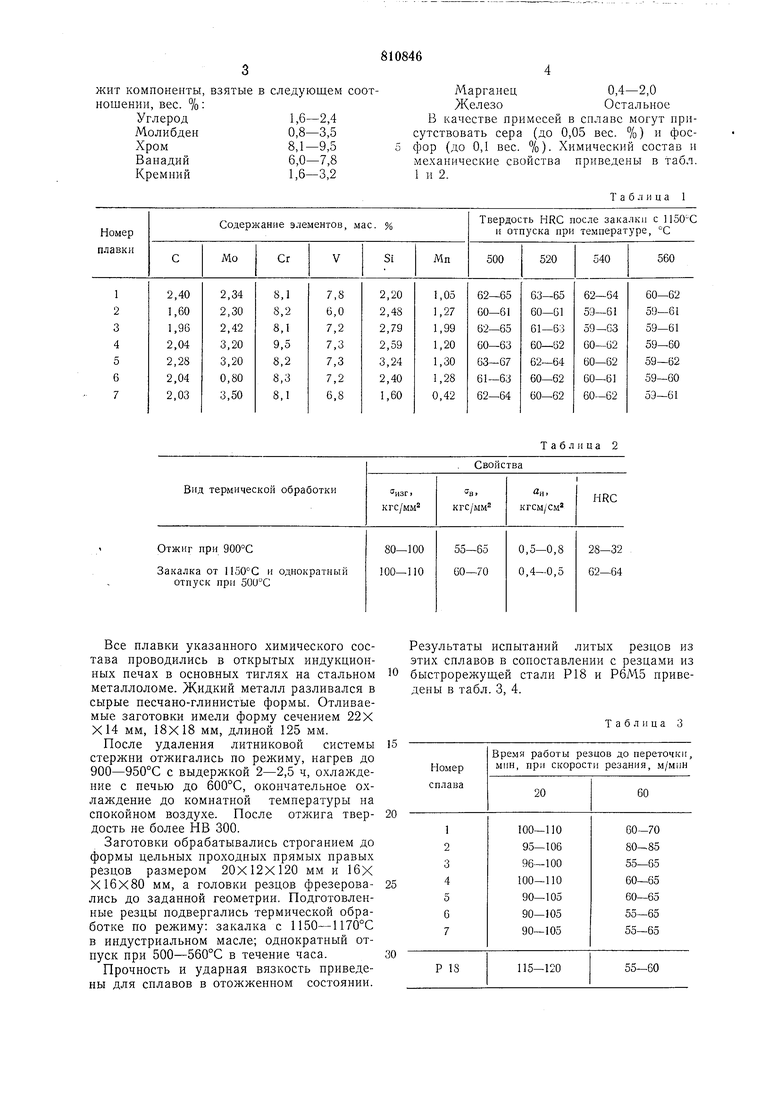
В качестве примесей в сплаве могут присутствовать сера (до 0,05 вес. %) и фосфор (до 0,1 вес. %). Химический состав и механические свойства приведены в табл. 1 и 2.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструментальный сплав | 1985 |
|
SU1330202A1 |
| Антифрикционный чугун | 1980 |
|
SU990859A1 |
| Сплав на основе железа | 1986 |
|
SU1447917A1 |
| Инструментальный сплав | 1990 |
|
SU1747531A1 |
| Матричный сплав | 1987 |
|
SU1454875A1 |
| Способ обработки заготовок из титановых сплавов | 1989 |
|
SU1703259A1 |
| СПЕКАЕМАЯ ПОРОШКОВАЯ СМЕСЬ ДЛЯ ПРОИЗВОДСТВА МАТЕРИАЛА В ВИДЕ СВЯЗАННЫХ КАРБИДОВ НА ВОЛЬФРАМОВОЙ ОСНОВЕ | 1995 |
|
RU2138575C1 |
| Карбидосталь и способ ее получения | 1988 |
|
SU1647039A1 |
| Способ получения электродов из сплавов на основе алюминида никеля | 2017 |
|
RU2644702C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ АУСТЕНИТНОГО ДИСПЕРСИОННО-ТВЕРДЕЮЩЕГО СПЛАВА 68НХВКТЮ-ВИ | 2010 |
|
RU2434950C1 |
Все плавки указанного химического состава проводились в открытых индукционных печах в основных тиглях на стальном металлоломе. Жидкий металл разливался в сырые песчано-глинистые формы. Отливаемые заготовки имели форму сечением 22 X Х14 мм, 18X18 мм, длиной 125 мм.
После удаления литниковой системы стержни отжигались по режиму, нагрев до 900-950°С с выдержкой 2-2,5 ч, охлаждение с печью до 600°С, окончательное охлаждение до комнатной температуры на спокойном воздухе. После отжига твердость не более НВ 300.
Заготовки обрабатывались строганием до формы дельных проходных прямых правых резцов размером 20X12X120 мм и 16х X16X80 мм, а головки резцов фрезеровались до заданной геометрии. Подготовленные резцы подвергались термической обработке по режиму: закалка с 1150-1170°С в индустриальном масле; однократный отпуск при 500-560°С в течение часа.
Прочность и ударная вязкость приведены для сплавов в отожженном состоянии.
Таблица 2
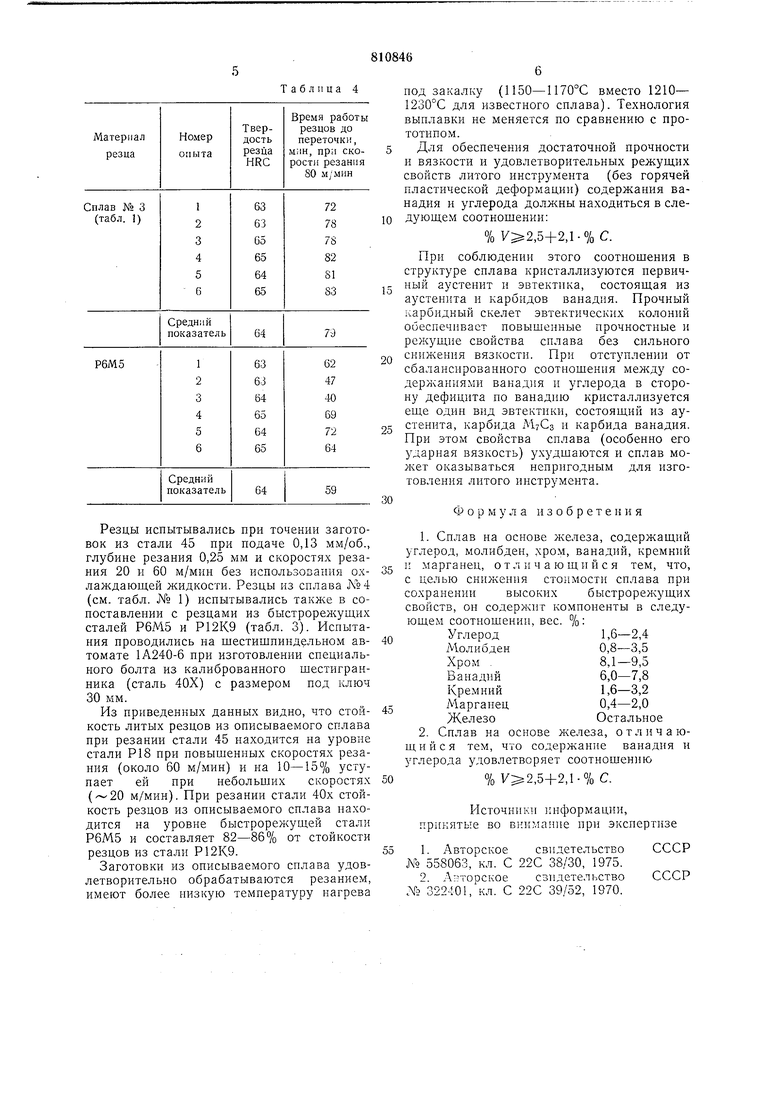
Результаты испытаний литых резцов из этих сплавов в сопоставлении с резцами из быстрорежущей стали Р18 и Р6М5 приведены в табл. 3, 4.
Таблица 3
Время работы резцов до переточки, мин, при скорости резания, м/мин
Номер
