1
1зобретение относится к области нераэрушаюи его контроля сварных швов протя){ енных цилиндрических изделий, например корпусов ядерных и химических реакторов, железнодорожных цистерн,
Известен стенд рентгенотелеаизионного контроля для контроля протяженных цилиндрических изделий, включающий источник проникающего излучения и соосно с ним расположенный преобразователь радиационного изображения в видимое, а также самоходную тележку с размещенным на ней контролируемым объектом
Недостатком .устройства является то, что каждый раз при смене сортамента объекта контроля необходимо изменять расстояние между источником и преобразователем. 3to усложняет конструкцию стенда и требует перед проведением контроля тщательной проверки соосности системы источник излучения - преобразователь.
Наиболее близким к изобретению является стенд рентгенотелевизионного контроля, в котором за счет выполнения холостых и приводных pp ликов с возможностью синхронного перемещения относительно друг друга обеспечивается постоянство расстояния между источником излучения и преобразователем Г 2 ,
Недостатком его является ограниченный диапазон диаметров контролируемых изделий, отношение наибольшего диаметра контролируемого изделия к наименьшему составляет . Кроме того, реализация синхронного перемещения роликоопор усложняет конструкцию стенда и увеличивает ег металлоемкость.
Целью изобретения является упрощение конструкции стенда и расширение диапазона диаметров контролируемых цилиндрических сварных изделий.
Эта цель достигается-тем, что в стенде рентгенотелевизионного контроля, содержащем источник проникающего излучения и соосно с ним расположенный преобразователь радиационого изображения объекта в видимое, самоходную платформу с холостыми и приводными роликоопорами, холостые роликоопоры выполнены с возможность возвратно-поступательного перемещения относительно неподвижных приводных po/yiKoonop, при этом точка пере99 2
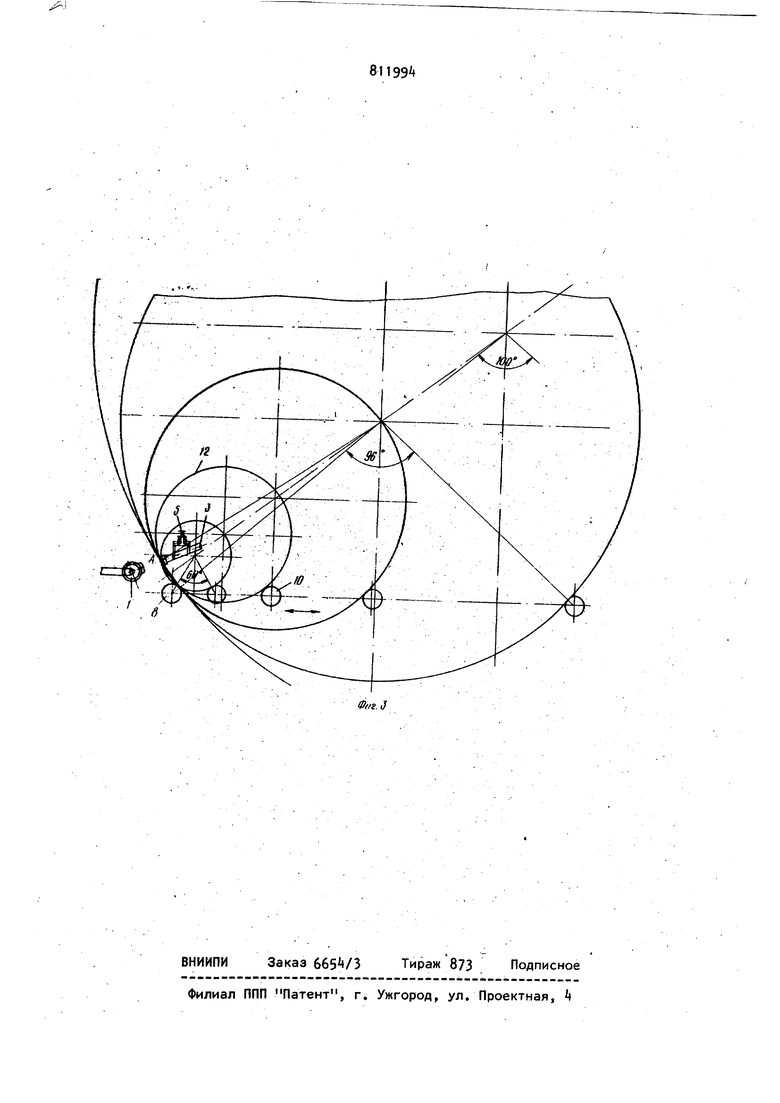
-сечения оснований цилиндров объектов контроля лежит на оси:источник излученияпрео1бразователя.
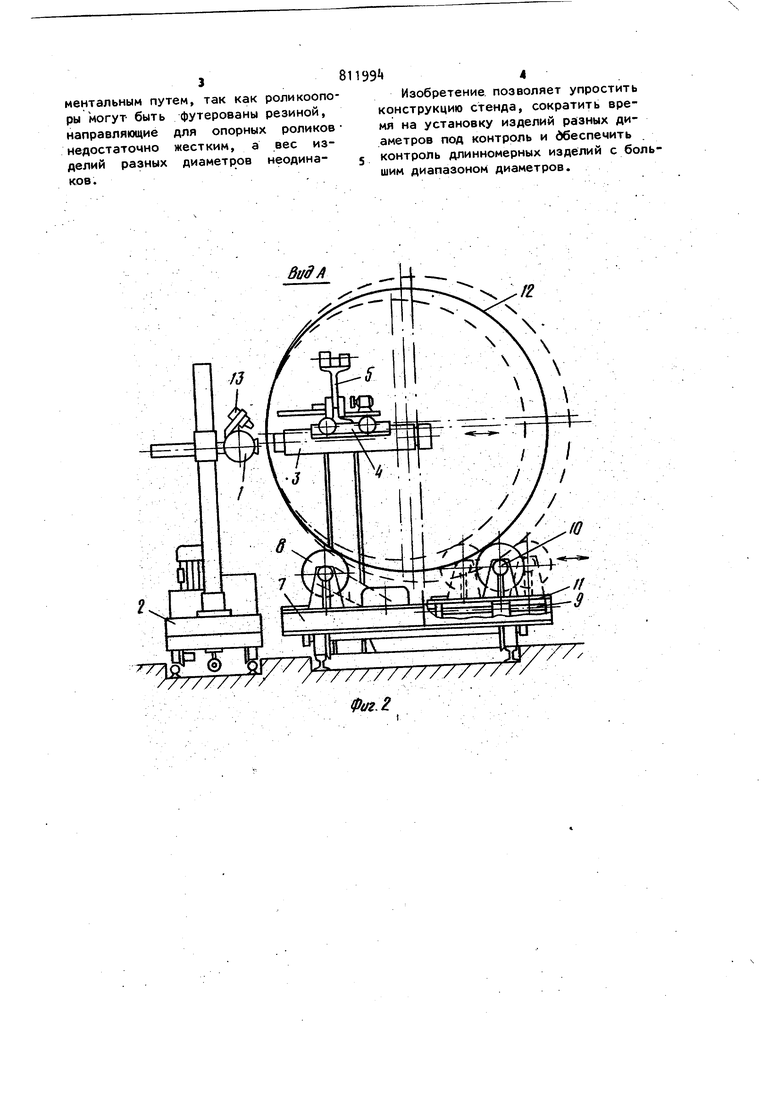
На фиг. 1 изображен предлагаемый стенд; на фиг. 2 - вид А на фиг.1; на фиг. 3 геометрическое построение позиции контроля для, объектов различного диаметра, где 1 - источник проникающего излучения; .2 - самоходная 0 тележка; 3 преобразователь радиационного изображения объекта в видимое; /t - каретка; 5 консоль;
6- трос; 7 самоходная платформа;
8 - стационарные приводные роликоопо5 ры; 9 - привод холостых роликоопор; 10 - холостые роли коопоры; 1Т - направляющие самоходной платформы/; 12 - контролируемый объект; 13 де7 фектоотметчик; И - аппаратура управ0 яения и .контроля.
Стенд работает следующим образом. Холостые роликоопоры 10 с помощью привода 9 раздвигают под конкретный диаметр и мостовым краном (на черт.
5 не показан} в цехе устанавливают контролируемый объект 12 на платформу 7j которая заезжает в камеру просвечивания. В пультовой включают аппаратуру управления и контроля И и самоходную тележку 2. При этом преобразователь 3 синхронно перемещается с источником проникающего излучения 1с помощью троса 6 и поочередноконтролирует все продольные швы объекта 12 и отмечают дефекты дефектоотметчиком 13, а при неподвижной тележке 2 и включенных стационарных приводных роликоопорах 8 контролирую1Т кольцевые швы. По окончании контроля платформа
7выезжает в цех, где снимают проконтролированный объект. После этого стенд готов для контроля очередного изделия. . :
Графическое построение общей позиции контроля для широкого диапазона диаметров контролируемых объектов в общей позиции контроля (точка А) показано на фиг. 3. В частном случае-/ если диапазон диаметров контролируемых объектов небольшой, например в пределах от .1 до 3 м, то общая позиция контроля может быть выбрана конструктором даже в пределах уровня горизонтальной оси окружности изделия со средним диаметром (2м).
Фиксированные расстояния между роликоопорами для конкретных диамёТ ров изделий с сохранением позиции контроля необходимо уточнять экспериментальным путем, так как роликоопо ры могут быть футерованы резиной, направляющие для опорных роликов недостаточно жестким, а вес изделий разных диаметров неодинаков.
бПЭЭ 4
Изобретение позволяет упростить конструкцию стенда, сократить время на установку изделий разных диаметров под контроль и Обеспечить 5 контроль длинномерных изделий с большим диапазоном диаметров.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ РЕНТГЕНОГРАФИЧЕСКОГО КОНТРОЛЯ ИЗДЕЛИЯ | 2021 |
|
RU2780440C1 |
| Устройство для рентгенографического контроля сварных швов стенки резервуара | 2020 |
|
RU2734684C1 |
| Установка для обработки цилиндрических изделий | 1990 |
|
SU1773656A1 |
| Устройство для рентгенотелевизионного контроля спиральношовных цилиндрических изделий | 1980 |
|
SU873066A1 |
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |
| СПОСОБ РАДИАЦИОННОЙ ДЕФЕКТОСКОПИИ ПОЛЫХ ТЕЛ | 2010 |
|
RU2436075C1 |
| Способ рентгенотелевизионного контроля | 1979 |
|
SU842516A1 |
| Рентгенотелевизионный интроскоп | 1976 |
|
SU586373A1 |
| Устройство для рентгенотелевизионного контроля | 1978 |
|
SU673899A1 |
| Устройство для рентгеновского контроля сварных швов металлоконструкций | 1988 |
|
SU1731553A1 |
СТЕНД РЕНТГЕНОТЕЛЕВИЗИОННО- ГО КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ СВАРНЫХ ИЗДЕЛИЙ, содержащий .источник прони- кающепо излучения и соосно расположенный с ним преобразователь радиационного изображения в видимое, самоходную платформу с холостыми и.приводными роликоопорами, отличающийся тем, что, с целью упрощения конструкции и расширения диапазона диаметров контролируемых цилиндрических сварных изделий, холостые роликоопоры выполнены с возможностью возвратно-поступательного перемещения, а приводные роликоопоры неподвижными.Iюili^>&
ВидА
y,- JJC-IE .РГТТТ УП
л//л//////// / /.
ш Фигг
