. I . ,
Изобретение относится к неразру шающему контролю качества сварных швов цилиндрических изделий, преимущественно рентгенотелевизионному контролю спиральношовных труб.
Известны устройства для неразрушающего контроля;сварных швов из.делийу содержащие источник излучения, приемник и механизм перемещения l ,/
Недостаток таких устройств заключается в отсутствии возможности контроля спиральношовных труб.
Наиболее близким по технической сущности А предлагаемому является устройство для рентгенотелевизиойно- го контроля спиральных цилиндрических изделий, содержащее источник излучения, радиационно-оптический преобразователь изображения, связанный с телевизионной системой наблюдения внутреннего изображения контролируем мах. изделий, механизм перемещения изделий между указанным источником
,и преобразователем, имеющий рольганг с системой параллельных приводных роликов .
Недостатками такого устройства являются низкое качество контроля, обусловленное малой устойчивостью положения сварного шва относительно источника и преобразователя, так как в таком устройстве необходима синхронизация поступательного и вращатель10ного движений изделий, причем в реальных условиях шаг спиральных швов часто изменяется, что приводит к уходу сварного шва из оптимальной зоны его контроля. Кроме того, оно имеет
15 сложную конструкцию, сложность его выполнения.
Цель изобретения - Повьш1ение качества контроля за счет стабилизации положения сварного шва относи20тельно источника и преобразователя.
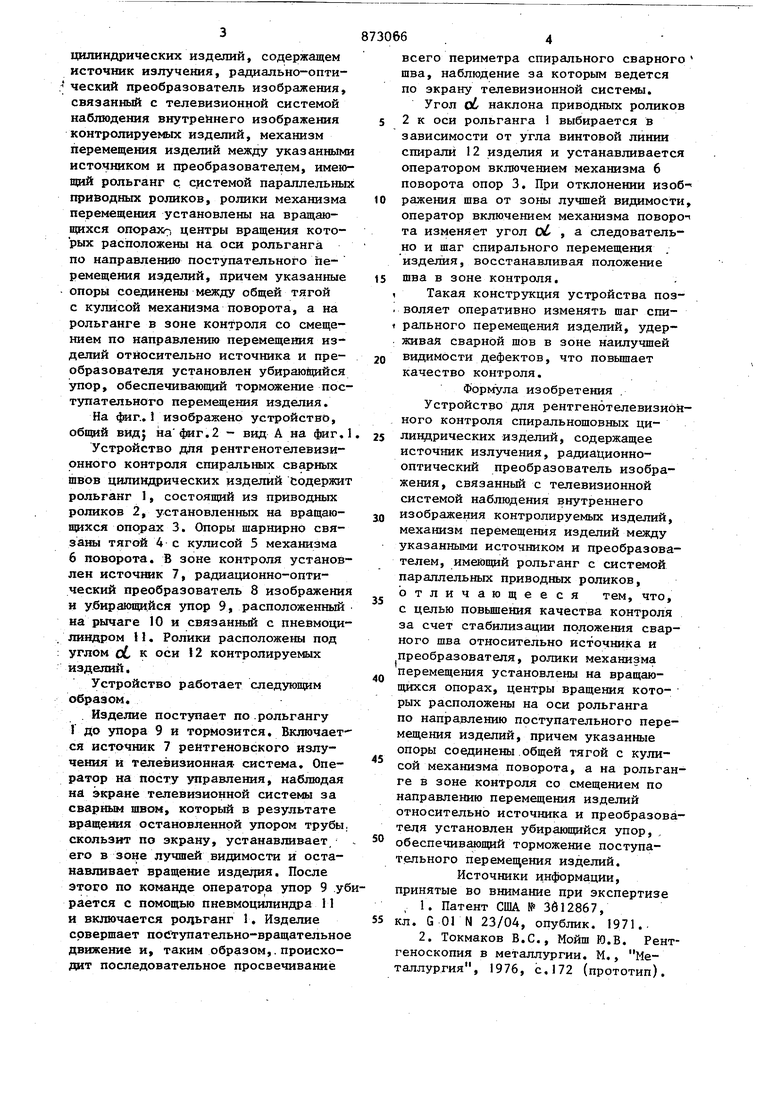
Поставленная цель достигается тем, что в устройстве ддя рентгенотелевизионного контроля спиральношовных 3 цилиндрических изделий, содержащем источник излучения, радиально-оптический преобразователь изображения, связанный с телевизионной системой наблюдения внутреннего изображения контролируемых изделий, механизм перемещения изделий между yKa3aHHbnvn источником и преобразователем, имею щий рольганг с системой параллельны приводных роликов, ролики механизма перемещения установлены на вращающихся опррахо центры вращения которых расположены на оси рольганга по направлению поступательного перемещения изделий, причем указанные опоры соединены между общей тягой с кулисой механизма поворота, а на рольганге в зоне контроля со смещением по направлению перемещения изделий относительно источника и преобразователя установлен убираювщйся упор, обеспечивающий торможение пос тупательного перемещения изделия. На фиг.. 1 изображено устройство, обошй вид} на4иг.2 - вид А на фиг. Устройство для рентгенотелевизионного контроля спиральных сварных швов цилиндрических изделий содержи рольганг 1, состоящий из приводных роликов 2, установленных на вращающихся опорах 3. Опоры шарнирно связаны тягой 4 с кулисой 5 механизма 6 поворота. В зоне контроля установ лен источ1В1к 7, радиационно-оптический преобразователь 8 изображени и убираювд1Йся упор 9, расположенный на рычаге 10 и связанный с пневмоци линдром I1. Ролики расположены под углом oi, к оси 12 контролируемых изделий. Устройство работает следующим образом. Изделие поступает по .рольгангу Г до упора 9 и тормозится. Включает ся источник 7 рентгеновского излучения и телевизионная- система. Оператор на посту управления, наблюдая на экране телевизионной системы за сварным швом, который в результате враще шя остановленной упором трубы скользит по экрану, устанавливает его в зоне лучщей видимости и останавливает вращение издеогщя. После этого по команде оператора упор 9 у рается с помощью пневмоцилиндра 11 и включается родьганг 1. Изделие совершает поступательно-вращательно движение и, таким образом,.происходит последовательное просвечивание 6 всего периметра спирального сварного шва, наблюдение за которым ведется по экрану телевизионной системы. Угол oL наклона приводных роликов 2 к оси рольганга 1 выбирается в зависимости от угла винтовой линии спирали 12 изделия и устанавливается оператором включением механизма 6 поворота опор 3. При отклонении изображения шва от зоны лучшей видимости, оператор включением механизма поворот та изменяет угол О , а следовательно и шаг спирального перемещения . издедая, восстанавливая положение шва в зоне контроля. Такая конструкция устройства позволяет оперативно изменять шаг спирального перемещения изделий, удерживая сварной шов в зоне наилучшей видимости дефектов, что повьшгает качество контроля. Формула изобретения Устройство для рентгенотелевизионного контроля спиральношовных циливдрических изделий, содержащее источник излучения, радиационнооптический преобразователь изображения, связанньй с телевизионной системой наблюдения внутреннего изображения контролируемых изделий, механизм перемещения изделий между указанными источником и преобразователем, имеющий рольганг с системой параллельных приводных роликов, отличающееся тем, что, с целью повышения качества контроля за счет стабилизации положения сварного шва относительно источника и преобразователя, ролики механизма перемещения установлены на вращающихся опорах, центры вращения которых расположены на оси рольганга по направлению поступательного перемещения изделий, причем указанные опоры соединены.общей тягой с кулисой механизма поворота, а на рольганге в зоне контроля со смещением по направлению перемещения изделий относительно источника и преобразователя установлен убирающийся упор, обеспечивающий торможение поступательного перемещения изделий. Источники информации, принятые во внимание при экспертизе 1.Патент США № 3612867, кл. G 01 N 23/04, опублик. 1971.. 2.Токмаков B.C., Мойш Ю.В. Рентгеноскопия в металлургии. М., Металлургия, 1976, с.172 (прототип). I 12 J
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для рентгено-телевизионного контроля спиральношовных цилиндрических изделий | 1982 |
|
SU1073647A1 |
| Устройство для рентгенографического контроля сварных швов стенки резервуара | 2020 |
|
RU2734684C1 |
| Устройство для рентгеновского контроля сварных швов металлоконструкций | 1988 |
|
SU1731553A1 |
| Установка для контроля сварных швов изделий | 1967 |
|
SU259450A1 |
| Устройство радиационного контроля кольцевых сварных швов трубопроводов | 1989 |
|
SU1711047A1 |
| Стенд рентгенотелевизионного контроля цилиндрических сварных изделий | 1975 |
|
SU811994A1 |
| Технологическая линия для производства спиральношовных гофрированных труб | 1989 |
|
SU1715535A1 |
| Устройство для автоматического регулирования глубины проплавления | 1978 |
|
SU1011347A1 |
| Рентгенотелевизионный интроскоп | 1972 |
|
SU445890A1 |
| Рентгенотелевизионный дефектоскоп | 1986 |
|
SU1354081A1 |

