1 .,..,. Изобретение относится к металлургической промышленности, в частности к обработке металлов давлением, и может быть использовано при прокат ке сдвоенных профилей. Известны устройства для ввода раскатов угловой стали и швеллеров в валки прокатной кле-й, в которых вводные направляннцие скольжения сочетаются с одной парой профилированных в соответствии с формой проходящего сечения направляющих роликов, вращакяцихся на жёстко закрепленных горизонтальных осях, расположённых в непосредственной близости от вгшков прокатной клети L1 Недостаток этих устройств заключа ется в невозможности их использования для создания местного ослабления сечения сдвоенного профиля по плосКОСТИ предстоящего продольного разде ления. Известно устройство для ввода рас катов в валки прокатной клети, состоящее из нескольких пар свободно вращающихся на горизонтальных жестко закрепленных осях роликов, между которыми проходят направляемые в валки прокатной клети раскаты металла 12J. Однако ЭТО устройство не предн 1значено для создания в проходящих через него раскатах сдвоенных профилей местных ослаблений сечения перед продольным разделением, в связи с чем используются специально калиброванные валки прокатного стана, имеющие моступы или ступени, подверженные более интенсивному износу по сравнению .с остальныкш частями калибра. Последнее является причиной преждевременных перевалок и простоевстана, снижающих эффект повышения производительности ОТ перехода на прокаткУ профилей в сдвоенном виде. Цель изобретения - повышение производительности станов, прокатывающих содвоенные профили, путем перенесения операции создания местного ослабления в сечении сдвоенного профиля из прокатной клети в межклетевой промежуток и использования для этого устройства для ввода раскатов в вгшки. Поставл енная Цель достигается тем, ЧТО устройство для ввода раскатов сдвоенных профилей в валки прокатной клети,состоящее из нескольких пар направляющих роликов, свободно вргццаюдихся на жестко закрепленных горизонтгшьных осях, снабжено рычагами со свободно вращакщимися дисками на концах,установленными в одно из промежутков меящу парами направляющих роликов в вертикальной плоскости/ причем оси поворота рычагов смещены в сторону прокатки относительно центра вращения дисков и, по крайней мере, один из ник выполнен с механизмом принудительного поворота в направлении прокатки.
Устройство использует для создания местного ослабления сечения в раскате сдвоенного профиля, направляемого в валки прокатной клети,горизонтальную силу прокатки и принцип самоудержания дисков в зоне внедрения в металл.
Замена устройства для ввода раскатов сдвоенных профилей в валки прокатной клети требует меньшего времени, чем замена прокатной клети, а повышение стойкости калибров приводит к уменьшению простоев стана.
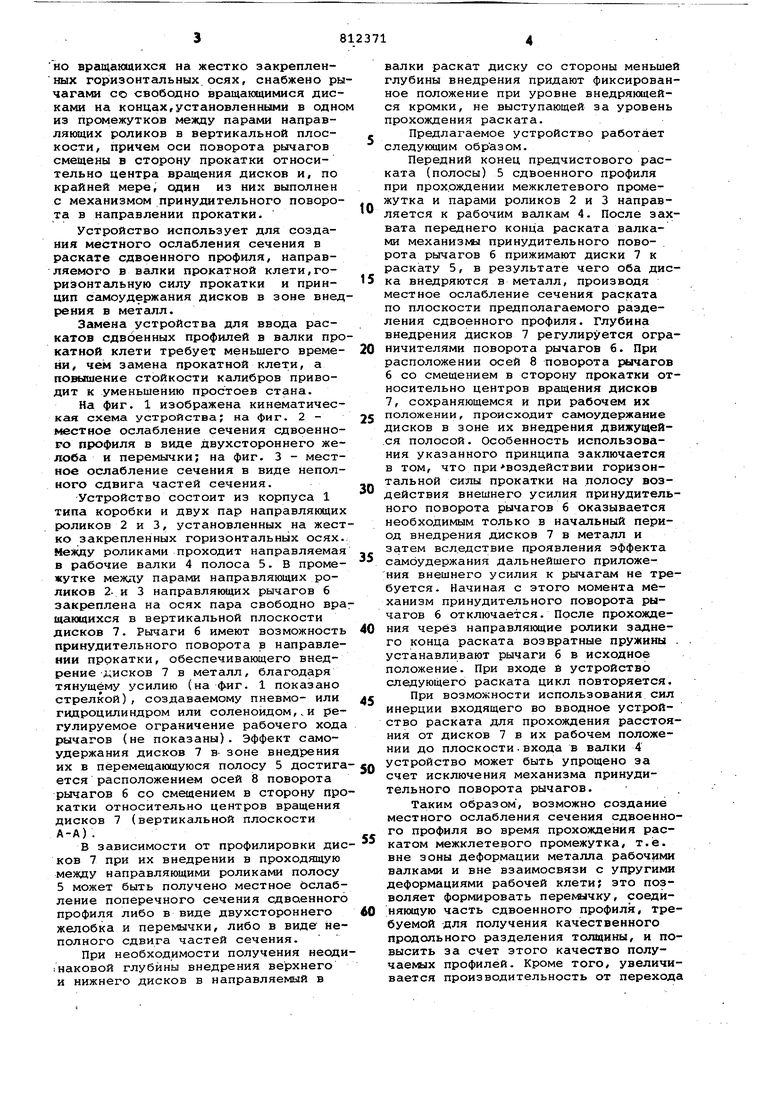
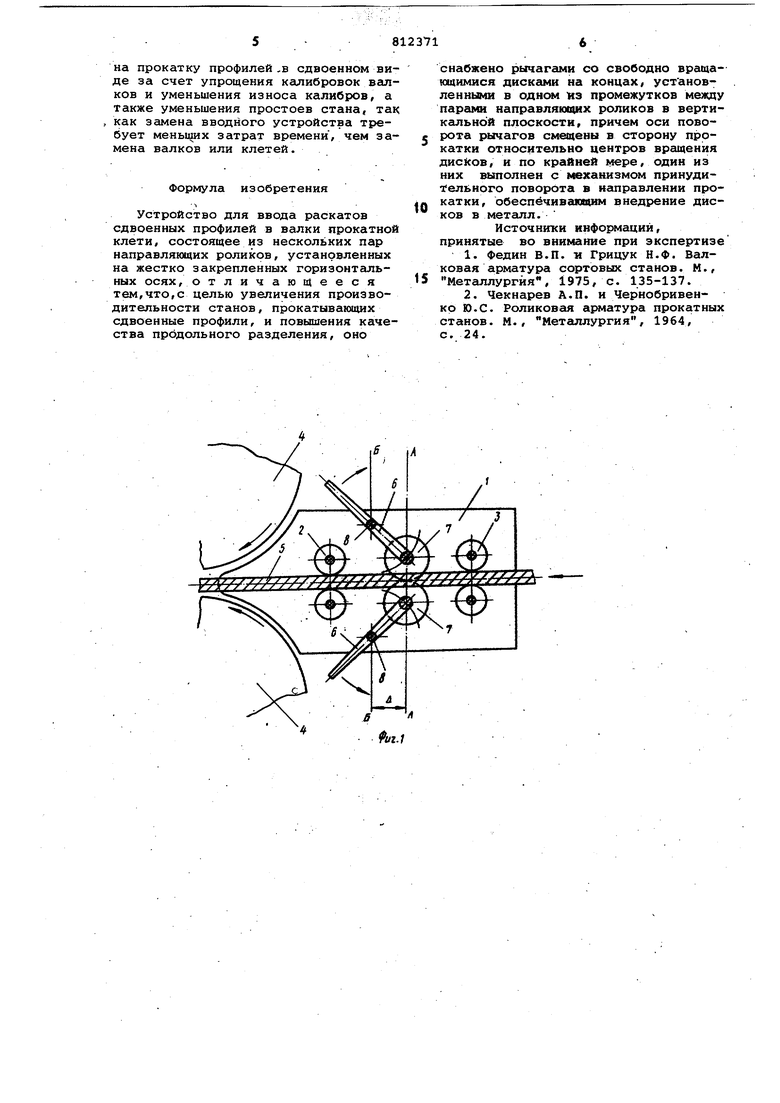
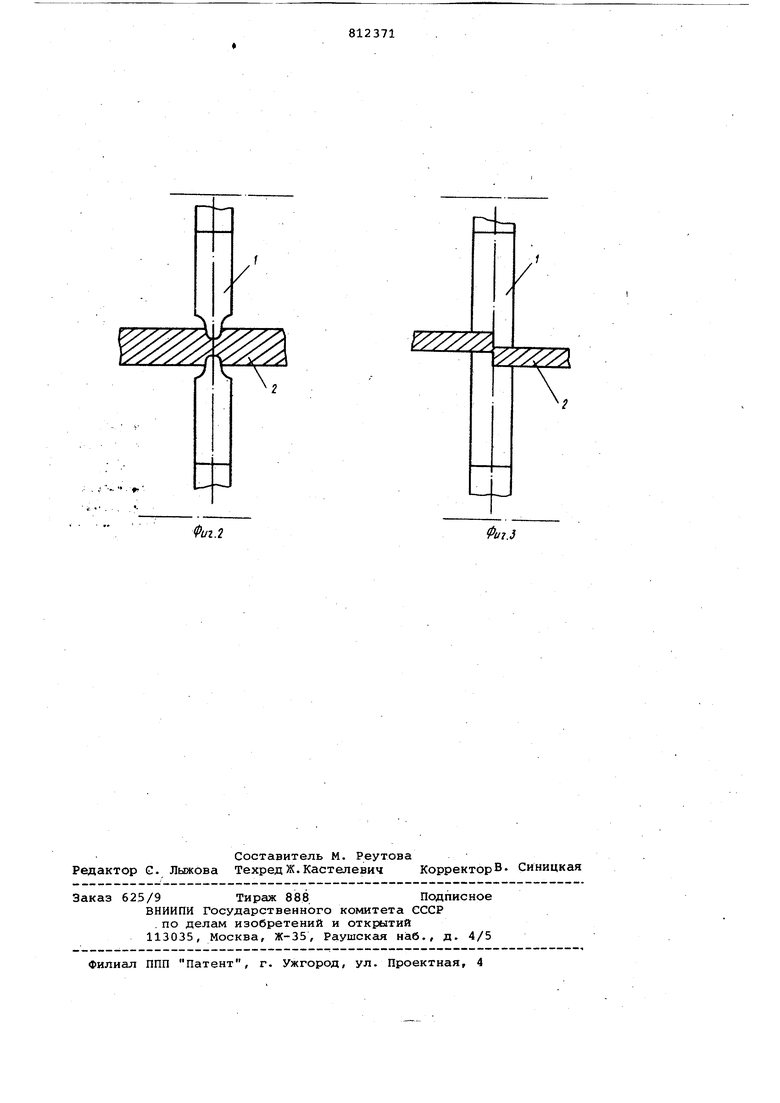
На фиг. 1 изображена кинематическая схема устройства; на фиг. 2 местное ослабление сечения сдвоенного профиля в виде двухстороннего желоба и перемычки; на фиг. 3 - местное ослабление сечения в виде неполного сдвига частей сечения.
Устройство состоит из корпуса 1 типа коробки и двух пар направляющих роликов 2 и 3, установленных на жестко закрепленных горизонтальных осях. Между роликами проходит направляемая в рабочие валки 4 полоса 5. В промежутке между парами направляющих роликов 2. и 3 направляющих рычагов 6 закреплена на осях пара свободно вращающихся в вертикальной плоскости дисков 7. Рычаги б имеют возможность принудительного поворота в направлении прокатки, обеспечивающего внедрение -дисков 7 в металл, благодаря тянущему усилию (на фиг. 1 показано стрелкой), создаваемому пневмо- или гидроцилиндром или соленоидом,,и регулируемое ограничение рабочего хода рычагов (не показаны). Эффект самоудержания дисков 7 в зоне внедрения их в перемещающуюся полосу 5 достигается расположением осей 8 поворота рычагов 6 со смещением в сторону прокатки относительно центров вращения дисков 7 (вертикальной плоскости А-А) .
В зависимости от профилировки дисков 7 при их внедрении в проходящую между направляющими роликами полосу 5 может быть получено местное Ьслабление поперечного сечения сдвоенного профиля либо в виде двухстороннего желобка и перемычки, либо в виде неполного сдвига частей сечения.
При необходимости получения неоди наковой глубины внедрения верхнего и нижнего дисков в направляемый в
валки раскат диску со стороны меньшей глубины внедрения придают фиксированное положение при уровне внедряющейся кромки, не выступающей за уровень прохождения раската.
Предлагаемое устройство работает следукядим образом.
Передний конец предчистового раската (полосы) 5 сдвоенного профиля при прохождении межклетевого промежутка и парами роликов 2 и 3 направляется к рабочим валкам 4. После захвата переднего конца раската валками механиз1«и принудительного поворота рычагов б прижимают диски 7 к раскату 5, в результате чего оба диска внедряются в металл, производя местное ослабление сечения раската по плоскости предполагаемого разделения сдвоенного профиля. Глубина внедрения дисков 7 регулируется ограничителями поворота рычагов б. При расположении осей 8 поворота рычагов б со смещением в сторону прокатки относительно центров вращения дисков 7, сохраняющемся и при рабочем их положении, происходит самоудержание дисков в зоне их внедрения движущей.ся полосой. Особенность использования указанного принципа заключается в том, что при воздействии горизонтальной силы прокатки на полосу воздействия внешнего усилия принудительного поворота рычагов 6 оказывается необходимым только в начальный период внедрения дисков 7 в металл и затем вследствие проявления эффекта самоудержания дальнейшего приложения внешнего усилия к рычагам не требуется. Начиная с этого момента механизм принудительного поворота рычагов б отключается. После прохохсдения через направляющие ролики згщнего конца раската возвратные пружины . устанавливают рычаги б в исходное положение. При входе s устройство следующего раската цикл повторяется.
При возможности использования сил инерции входящего во вводное уст;ройство раската для прохождения расстояния от дисков 7 в их рабочем положении до плоскости.входа в валки 4 устройство может быть упрощено за счет исключения механизма принудительного поворота рычагов.
Таким образом , возможно создание местного ослабления сечения сдвоенного профиля во время прохождения раскатом межклетевого промежутка, т.е. вне зоны деформации металла рабочими валками и вне взаимосвязи с упругими деформациями рабочей клети; это позволяет формировать перемычку, соединяющую часть сдвоенного профиля, требуемой для получения качественного продольного разделения толщины, и повысить за счет этого качество получаемых профилей. Кроме того, увеличивается производительность от перехода
на прокатку профилей .в сдвоенном виде за счет упрощения калибровок валков и уменьшения износа калибров, а также уменьшения простоев стана, так как замена вводного устройства требует меньших затрат времени , чем замена валков или клетей.
Формула изобретения
-
Устройство для ввода раскатов сдвоенных профилей в валки прокатной клети, состоящее из нескольких пар направляющих роликов, установленных на жестко закрепленных горизонтальных осях, отличающееся тем,что,с целью увеличения производительности станов, прокатывающих сдвоенные профили, и повышения качества продольного разделения, оно
снабжено рычагами со свободно вращающимися дисками на концах, установленными в одном из промежутков между парами направляюошх роликов в вертикальной плоскости, причем оси поворота рычагов скющены в сторону прокатки относительно центров вращения дисков, и по крайней мере, один из них выполнен с механизмом принудигельного поворота в нгшравлении прокатки, обеспёчивапким внедрение дис0ков в металл.
Источники информации, принятые во внимание при экспертизе
1.Федин В.П. и Грицук Н.ф. Валковая арматура сортовых станов. М.,
5 Металлургия, 1975, с. 135-137.
2.Чекнарев А.П. и Чернобривенкр Ю.С. Роликовая арматура прокатных станов. М., Металлургия, 1964,
с. 24.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки заготовок | 1982 |
|
SU1036408A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| Способ прокатки заготовок | 1990 |
|
SU1779416A1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК | 1996 |
|
RU2088349C1 |
| УСТРОЙСТВО МНОГОРУЧЬЕВОЙ ПРОКАТКИ СОРТОВОГО ПРОКАТА | 2001 |
|
RU2201817C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2009 |
|
RU2445178C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2279937C1 |
| Способ регулирования размеров проката на непрерывных преимущественно проволочных и мелкосортных станах | 1981 |
|
SU1005971A1 |
| Способ прокатки рельса (варианты) | 2021 |
|
RU2776314C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2254181C1 |
Й/г.;
