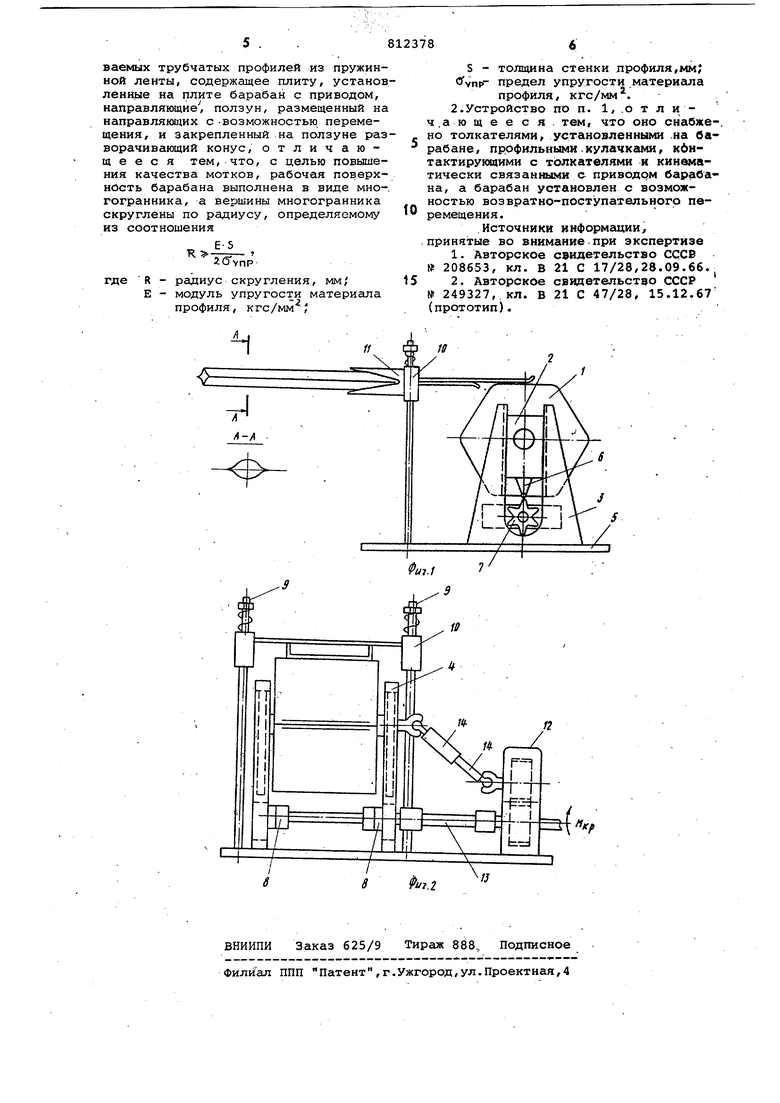
ческая деформация сварных швов, кот рая искажает геометрическую форму и нарушаете целостность сварного профи ля.. Цель изобретения повышение качества мотков. Указанная цель достигается тем, .что рабочая поверхность барабана вы полнена в виде многогранника, а вер шины многогранника скруглены по радиусу, определяемому из соотношения „ Е-5 где R - радиус округления, мм; Е - модуль упругости материала профиля, кгс/мм ; S - толщина стенки профиля, мм предел упругости материала профиля, кгс/мм, а также оно снабжено толкателями, ус тановленными на барабане, профильными кулачками, контактирующими с толкателями и кинематически свяэанньви1и с приводом барабана, а барабан установлен с возможностью возвратно-поступательного перемещения. На фиг. 1 изображено устройство, вид сбоку, на фиг. 2 - то же, вид сзгши. Устройство для наматывания и разматывания сварных плоскосворачиваемых трубчатых профилей из пружинной ленты содержит барабан 1, рабочая поверхность которого образована плоскими гранями, ребра которых закруглены и выполнены по радиусу,вал барабана установлен в подшипниках по душек 2, которые установлены в напра ляющих пазах стоек 3 и 4, закрепленных на плите 5, Подушки 2 снабжены толкателями 6, которые опираются на профильные кулачки 7, закрепленные в стойках 3 и 4 с помощью подшипников 8. На плите крепятся направляющи 9, на которых установлены ползуны 10 с разворачивающим конусом 11, шестеренная клеть 12, от которой крутящий момент через вал 13 и карданный вал 14 передается профильным кулачкам и барабану. Профильные кулачки 7 выполнены в виде звездочек, у которых число выступов соответствует числу ребер барабана. Кулачки могут также иметь и меньшее число выступов, либо иметь вид эксцентрика, но в этих случаях число оборотов вала кулачков должно быть во столько раз больше числа оборотов барабана, во сколько раз число ребер барабана больше числа выступов кулачка. Устройство работает следующим образом. При намотке сварной плоскосворачиваемой трубчатый профиль (сечение А-А, фиг. 1) попадает в клиновую полость разворачивающего конуса 11, где расправляется до плоского состоя ния и затем закрепляется на рабочей поверхности барабана 1, которая обра зована -плоскими гранями, ребра которых закруглены и выполнены по радиусу .,./ ES 2-1000 7ми -0,1Умм -R-20riM 2-85 7мм2 Крутящий момент от электродвигателя передается через шестеренную клеть 12 на вал барабана 1 и вал профильных кулачков 71 Кулачки и барабан, вал которого установлен в подшипни-. ках подушек 2, связаны между собой через толкатели 6. Барабан и кулачки устанавливаются относительно друг друга таким образом, что в момент,когда ребро барабана проходит верхнюю точку в вертикальной плоскости,толкатель находится в крайнем нижнем положении (во впадине звездочки кулачка) . При вращении профильных кулачков 7 они, действуя на-толкатель, заставляют подушки 2 с барабаном 1 совершать возвратно-поступательное движение, так что линии входа или схода профиля на барабан всегда будет постоянна. Этим достигается смот- , ка и размотка профиля без искажения геометрической формы и нарушения целостности. В результате использования предлагаемого устройства.для наматывания-разматывания сварных трубчатых профилей из ленты сплава ЗбНХТЮ 0,15 X 75 мм (сваренных точечной сваркой с шагом 4 мм при диаметре электродов 2 мм) длиной до 10 м, качество сварных профилей после намотки соответствует требованиям техни- , ческих условий на профили. Искажений формы и нарушений целостности профилей не обнаружено. При этом барабан имеет вид шестигранной призмы с диаметром окружности 250 мм, радиусами граней 20 мм, а профильный кулачок имеет форму шестиугольной звезды. Число оборотов барабана и кулачка одинаково. Наматывание сварного профиля из ленты 0,15x75 мм сплава 4 ЗбНХТЮ на предложенном устройстве не вызывает дефектов профиля, тогда как намотка профиля на известном устройстве приводит к возникновению складок металла в районе сварного шва на первых 3-4-х витках, а затем к нарушению целостности сварного шва или стенок профиля. Предложенное устрой тво расширяет сферу применения сварных плоскосворачиваемых трубчатых профилей, из пружинных лент в изделиях новой техники, улучшает качество и надежность работы профилей. Формула изобретения 1. Устройство для наматывания.и разматывания сварных плоскосворачи
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для наматывания трубчатых и желобчатых профилей из пружинной ленты | 1979 |
|
SU789182A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1998 |
|
RU2157761C2 |
| Бухтосвертывающая машина | 1991 |
|
SU1797506A3 |
| БАРАБАН МОТАЛКИ И СПОСОБ ЕГО ЭКСПЛУАТАЦИИ | 2006 |
|
RU2404004C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ СПИРАЛЬНЫМИ РЕБРАМИ | 1999 |
|
RU2172223C2 |
| Устройство для приклеивания липкой ленты к листовому материалу | 1973 |
|
SU471251A1 |
| ТЕПЛООБМЕННЫЙ ЭЛЕМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2095719C1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ КОВРОВЫХ ИЗДЕЛИЙ НА ПЛЕНОЧНОЙ ОСНОВЕ | 1969 |
|
SU250107A1 |
| УСТАНОВКА ДЛЯ ПОДЪЕМА ЖИДКОСТИ ИЗ СКВАЖИНЫ, СПОСОБ ЕЕ РАБОТЫ, СКВАЖИННЫЙ НАСОС И ГИДРОПРИВОД, ВХОДЯЩИЕ В ЕЕ СОСТАВ | 1997 |
|
RU2111343C1 |
| Устройство для наматывания и разматывания трубчатых и желобчатых профилей из пружинной ленты | 1976 |
|
SU584926A2 |
