Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении упругих элементов трубчатых и желобчатых профилей из пружинной ленты.
Известно устройство для наматывания и разматывания трубчатых и желобчатых профилей из пружинной : лвнты, содержвщее плиту с установленным на ней барабаном, служащим для наматывания профилей, разворачивающий конус с ползуном для его крепления, прижимной ролик для натяжения про.филя, установленный с возможностью перемещения ;по направляющей , смонтированной на: плите, и привод ij.
Однако такое устройство не позволяет одновременно с перемоткой непрерывно контролирова ть 1 качество обеих кромок и участ капрофиля, находящегосямежду ними (в месте 1шхлест i 1кромок). В связи с этим воз никает необходимость двойной перемотки профиля. Контролировать одновременно качество обеих кромок ъ очаге сворачивания профиля невозможно , так как кромки находятся в напряженном состоянии и дефекты профилей
В виде гофров и волнистостей крокшк не обнаруживаются:. Поэтому контроль качества должен осуществляться в свободном (tie напряженном) состоянии 1троф 1лей.
Цель изобретения - обеспечение возможности непрерывного контроля качества кромок рулона.
Это достигается тем, что устройство снажено оправкой с конусными кот1ами, устаноленной с ВОЗМОЖНОСТЬЮ перемещения соосио с разворачивающим конусом.
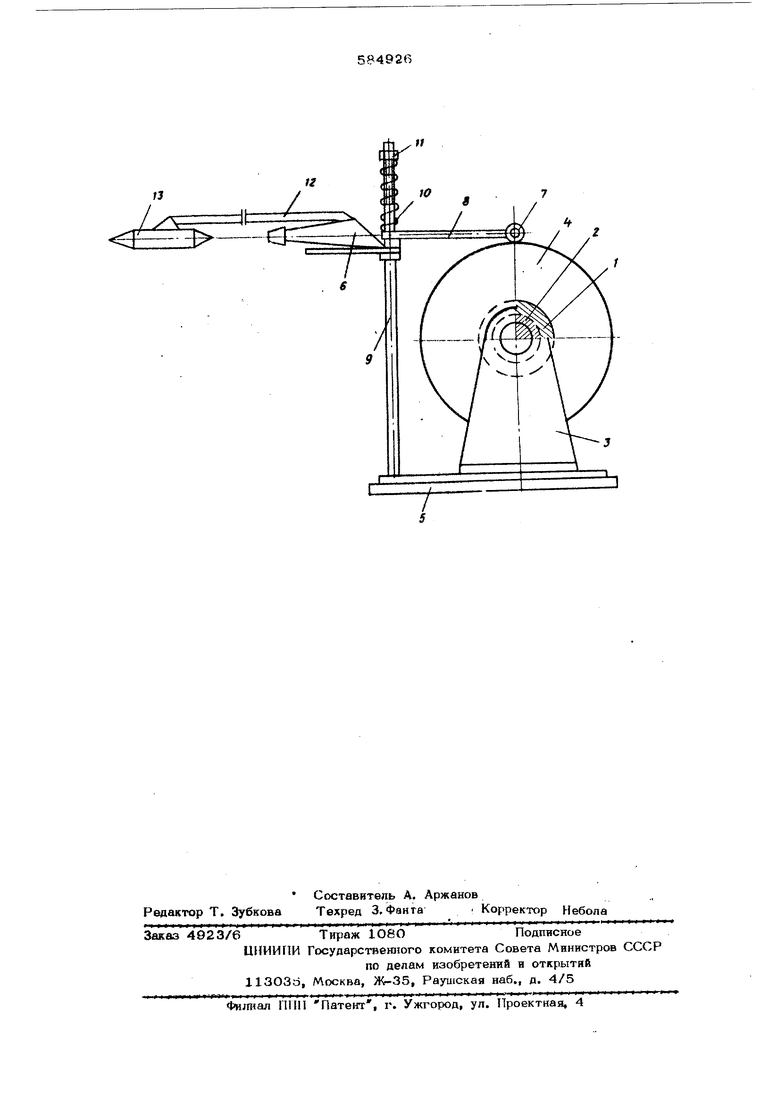
На чертеже схематически изображено прелагаемое устройство, общий ВИД.
Устройство содержит барабан 1, служащий для наматывания профилей и закрепленный гайкой на валу 2, который установлйн В подшипниках скольжения стоек 3. Барабан снабжен съемными дисками 4, гцтедотвращающими витки рулона от , и имеет паз для крепления .кониа щюфиля,Одна из стоек 3 укреплена на ооговании 5 неподвижно, а др)тая стойка - съемная. Разворачивающий KOiryc 6 с ползунами п прижимной ролик 7 соединены между собой кронштейном 8 и могут перемещаться но направлякливм 9. Пружины 1О и регулировочные гайки 11 обеспечивают постоянный прижим ролика к рулону. Сконусом 6 жестко соединена штанга 12, па которой соосно с конусом я с возможностью перемещения по этой осн установлена оправка 13 с конусными концами. Устройство работает следующим образом. Для разматывания- рулон вместе с барабаном 1 и .сьемными дисками 4 располагают на валу 2 и закрепл$аот гайкой. После этого устанавли« ают съемную стойку и крепят ее к основанию 5. Свободный конец профиля пропускают под разворачивающим конусом 6, который обеспечивает плавный переход от формы ленты до цилиндрической форМ.Ы ПЕРФИЛЯ. Передвижением профиля за свободный конец направляют его на оправку 13 Для образования зазора между кромками при смене положения кромок огфавка для разворачивания профиля выполнена цилиндрической диаметром, большим диаметра профиля на ЗО%. Для обеспечения плавного очага сворачивания до и . после смены положени кромок концы оправки выполнены конусными При разматывании из рулона, находящегося на барабане 1, профиль, например, из ленты сплава 3.6НХТЮ, после разворачивающего конуса 6 под действием сил упругости приобретает заданную цилиндрическую форму диаметром в поперечном сечении 24 мм. При этом наружная кромка находится сверху профиля, где осуществляется ее контроль; внутренняя кромка находится внутри профиля. В дальнейщем профиль поступает на опра ку 13. с конусными концами, диаметр которой 32 мм, где разворачивается до образования зазора между кромками, после чего на свободном конце профиля меняют положенве кромок так, чтобы кромка, ранее находившаяся внутри, оказалась снаружи профиля. Положение кромок, когда до оправки наружная кромка находится снаружи профиля, а после оправки - внутри, сохраняется до полной размотки прюфиля. При таком положении профиля до оправки осуществляется контроль качества наружной кромки, а после оправки - внутренней и участка профиля, находящегося между ними. В дальнейщем профиль можр- разрезаться на мерные длины, или при . юбходимости направляться на наматыватель для сматывания его в рулон. Устройство для наматывания и разматывания трубчатых и желобчатых профилей из пружинной ленты опробовано в работе и позволяет разматывать профиль без образования дефектов, осуществляя одновременно непрерывный контроль качества обеих кромок и участка профиля, находящегося между ними. При этом отпадает необходимость в повторной перемотке профиля. Формулаизоб ре тения Устройство; для наматывания и разматывания трубчатых и желобчатых профилей из пружинной ленты по авт. св. № 249327, отличающееся тем, что, с целью обеспечения возможности непрерывного контроля качества кромок рулона, оно снабжено оправкой с конусными концами, установленной с возможностью перемещения соосно с разворачивающим конусом. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетелвлтво № 249327, М.кл. В 21 С 47/26, 1967.
Лхх
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для наматывания трубчатых и желобчатых профилей из пружинной ленты | 1979 |
|
SU789182A1 |
| УСТРОЙСТВО для НАМАТЫВАНИЯ И РАЗМАТЫВАНИЯ | 1969 |
|
SU249327A1 |
| Устройство для разматывания желобчатых профилей | 1976 |
|
SU579063A1 |
| Устройство для наматывания и разматывания желобчатых профилей | 1979 |
|
SU778859A1 |
| УСТАНОВКА ДЛЯ ПОВТОРНОГО СВОРАЧИВАНИЯ В РУЛОН ЛИСТОВ ИЗ МАГНИЕВОГО СПЛАВА | 2008 |
|
RU2443487C2 |
| Устройство для наматывания и разматывания рулонов | 1984 |
|
SU1196063A1 |
| Устройство для наматывания и разма-ТыВАНия СВАРНыХ плОСКОСВОРАчиВАЕМыХТРубчАТыХ пРОфилЕй из пРужиННОй лЕНТы | 1979 |
|
SU812378A1 |
| ПЕРЕМОТОЧНЫЙ СТАНОК ДЛЯ НАМОТКИ В РУЛОН ЛЕНТОЧНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2513130C1 |
| ПОЛУЧЕНИЕ БУМАЖНЫХ ПАЛОЧЕК | 2020 |
|
RU2831001C2 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ ТРУБ ИЗ СТАЛЬНОЙ ЛЕНТЫ | 1991 |
|
RU2019372C1 |